(完整word版)苯甲苯二甲苯三元模拟物系分离(proII软件)
- 格式:doc
- 大小:555.94 KB
- 文档页数:28
PROII 软件介绍 PRO/II流程模拟程序⼴泛地应⽤于化学过程的严格的质量和能量平衡。
从油/⽓分离到反应精馏, PRO/II提供了最⼴泛的、最容易使⽤有效模拟⼯具。
产品的PROVISION图形⽤户界⾯GUI), 提供了⼀个完全交互的、基于Windows的环境,⽆论是对于建⽴简单的,还是复杂的PRO/II模型,它都是理想的环境。
PROII软件⾃80年代进⼊中国后,已得到⼴⼤⽤户的好评,发挥出良好的效益。
特别是⼀些⼤的⽯化和化⼯设计院的应⽤,更能说明它的独具功能和特点。
这些单位有:北京炼油设计院BDI、⽯化北京⼯程公司BPEC、寰球院、天⾠院(2000年购买)、吉化院(2000年购买)、抚顺院、乌⽯化院、⼤庆油⽥院、⼤庆天然⽓公司等数⼗家单位(近年购买)。
⼀、国内应⽤情况1. 2001年5⽉新发⾏的PROIIV5.5 在功能上有很⼤进步,可以提供在线模拟。
2.在实⽤性上,PROII要⽐其它同类软件更具优势,主要是该软件的开发思路就是针对炼油化⼯⾏业,SIMSCI的计算模型已成为国际标准,公司拥有⼀批技术专家从事售后⽀持,可以解答⽤户所遇到的疑难问题,这⽅⾯要优于其它软件公司;说明书中有⼤量的实⽤例⼦;使⽤户更加容易使⽤软件。
这已被⼤院所认可。
3. PROII有标准的ODBC通道,可同换热器计算软件或其它⼤型计算软件相连,另外还可与WORD、EXCEL、数据库相连,计算结果可在多种⽅式下输出。
4.原使⽤ASPEN软件的单位如:BPEC、BDI、化⼯化⼀院(天⾠)、环球公司等,认为PROII更具有⼯程实⽤性。
⼀些化⼯院和⽯化院正准备购买PROII软件。
⼆、软件功能特点适⽤的⾏业:油/⽓加⼯、炼油、化⼯、化学、⼯程和建筑、聚合物、精细化⼯/制药模拟应⽤:设计新⼯艺、评估改变的装置配置、改进现有装置、依据环境规则进⾏评估和证明、消除装置⼯艺瓶颈、优化和改进装置产量和效益PRO/II 典型的化学⼯艺模型:合成氨、共沸精馏和萃取精馏、结晶、脱⽔⼯艺、⽆机⼯艺、液-液抽提、苯酚精馏、固体处理聚合物:⾃由基聚合、⼀般⽬的的聚合(苯⼄烯)、低密度聚合(⼄烯)、聚合(甲基丙烯酸甲脂)、聚合(⼄烯基⼄酸脂)、链增长聚合、聚酯、酰胺-尼龙6,尼龙6/6,尼龙6/12 、共聚、聚合(苯⼄烯-甲基丙烯酸甲脂)、聚合(⼄烯-⼄烯基⼄酸脂)炼油:原油预热、常压蒸馏、减压塔、FCC 主分馏塔、焦碳塔、⽓体装置、汽油稳定、⽯脑油分离和⽓提、反应精馏、变换和甲烷化反应器、酸⽔分离器、硫和HF酸烷基化、脱异丁烷塔化⼯:⼄烯分离塔、C3 分离塔、芳烃分离塔、环⼰烷装置、MTBE 分离制造⼚、萘转化、烯烃⽣产、氧化⽣产、丙烯氯化⽓体加⼯:胺脱硫、多级冷冻、压缩机组、脱⼄烷塔和脱甲烷塔、膨胀装置、⽓体脱氢、⽔合物⽣成/抑制、多级、平台操作、冷冻回路、透平膨胀机优化制药:间歇精馏、间歇反应⼀般化的闪蒸模型:闪蒸、阀、压缩机/膨胀机、泵、管线、混合器/分离器精馏模型:Inside/out, SURE, CHEMDIST 算法、两/三相精馏、四个处值估算器、电解质、反应精馏和间歇精馏、简捷模型、液-液抽提、填料塔的设计和核算、塔板的设计和核算、热虹吸再沸器换热器模型:管壳式、简单式和LNG换热器、区域分析、加热/冷却曲线反应器模型:转化和平衡反应、活塞流反应器、连续搅拌罐式反应器、在线 FORTRAN 反应动⼒学、吉布斯⾃由能最⼩、变换和甲烷化反应器、沸腾釜式反应器、Profimatics 重整和加氢器模型界⾯、间歇反应器聚合物模型:连续搅拌釜反应器、活塞流反应器、擦膜蒸发器固体模型:结晶器/溶解器、逆流倾析器、离⼼分离器、旋转过滤器、⼲燥器、固体分离器、旋风分离器组分数据库:2000多纯组分库、以DIPPR为基础的库、固体性质、1900多组分/种类电解质库、⾮库组分、虚拟组分和性质化验描述、⽤户库、根据结构确定性质、多个化验混合、⽤于聚合物的Van Krevelen ⽅法混合物数据:⽤于3000多VLE⼆元作⽤在线⼆元参数、⽤于300多LLE⼆元作⽤在线⼆元参数、2200在线共沸混合物⽤于参数估算、专⽤数据包、酒精脱⽔、天然⽓脱⽔、带有三⼄烯⼄⼆醇、来⾃GPA (GPSWAT)的酸⽔包、⽓体和液体氨处理、硫醇PROII软件除基本包以外,还提供给⽤户有如下模块:界⾯模块* HTFS、PRO/II-HTFS Interface⾃动从PRO/II数据库检索物流物性数据,并⽤该数据创建⼀个HTFS 输⼊⽂件。

吉林化工学院PROII上机练习题目三苯精馏过程模拟计算教学院石油化工学院____专业班级化工1204班学生学号12110432 _______学生姓名常月 ______指导教师刘艳杰 ________ 2015 年5月24日任务:1、处理量:13万吨混合芳烃/年2、生产方法:精馏3、生产时间:330天/ 年4、原料组成见右表5、饱和液体进料,塔顶采用全凝器6、各塔产品质量指标T0201(苯塔):99.9%(苯);T0202(甲苯塔):99.5%(甲苯)7、操作压力:T0201 :171kPaT0202 :191kPa8、组分及原料组成(质量分数):苯:45.5 甲苯:24.3 二甲苯:30.2 要求:1、完成全流程的简捷模拟计算;2、完成全流程的严格模拟计算;3、优化各塔进料位置,核算各塔的分离要求;4、计算T0201塔塔顶冷凝器和再沸器公用工程的消耗量。
SI-SET1 (国际单位制),并将温度从开尔文(K )改为摄氏度(C ):W M RNING: The selected set will oveiride al th3、热力学方程选择根据已知数据计算得出:F= (13X 104X 103) /(330 Z 4)=16414.14kg/hr双击图标启动软件,点击确认(or Hectare) Ihi? H F IC I D 曲 far future PRO/II seniors, orisA/Zeleanrie h PRO/I I from the menu bsr.ar新建文件后开始计算: 一、简捷计算: 1、选择单位:T ocH Draw View Options Window Help回园Basis : EnglishDefault Units of Measue tor RoLlern Data InpUtT emperature;FahrenheitBrtish Thermal Unit点击:选择Initialize Irom:SI SET 1Celsius2、添加组分:61 同©IlbJiZM Component:Select from Lists...选择 Most Commonly Used,选择 Chemical Formula ,并分别输入选添加:C6H6 C7H8 C8H1Q 然后Component FanndljJ :Most Commonlu UsedHydrocarbon Li^itends悶CacnporteMs- PROCESS BankAll CcxripofteMs • 5IMSO Bank AddsSorMSearch byFull Namer SIMSU Num 昇4读•匚helical FormulaHelpLir ;hq|;-yu hcE. . IT griper atu re :选择常用里的SRK方程Plmna^MeUwd;匚alegay.II Pia#nnJR rJn inwnm iP3™3、画流程图:4、输入F物流数据: E3ELI<DStr seme F Description :ToUnt T1StiedT Polymer .点击 Flowrate and Composition 后,如下图:LIOM _id''ig& Htlp T 旳Specif floiwdte and connpasition for stieani FF lu id Fichte S pacific afcion ______________________________ 不 Total Fluid Flowrate:「 1£4忙| k 卍hi|'■ Individual Ccmparent FlowratesCcnnponentCompositionMoleEiENZENE1首先将光标放在Total Fluid Flowrate 框内,点击 一把mole 单位改为mass 单位,然后输入 总流率为 16414.14kg/hrChange kymol/h ( to kg/hr.Long d^ofiption^ B E 应:击曲闸 将mole 单位改为mass 单位,然后依次输入:R 品&:|Liq. Vol.□□nncQgiti □门 D 凶 in ed Petroleum Awav Fl 脈咋 nwd k S tre^iriSolids Orilv Stream^iowrale and Composition. .JShearn Solids Data.,M aw secmriLid Vol. Iln a i ii ■ 然后将光标放在原料组分里:也同样点Thermal ConditionFirst Specification;honm根据东北实际情况,全年平均温度设为 20C ;又因为是饱和液体进料,所以要选泡点:Temp 已日 Iwa £ ecorid £ peciNcation- Subtle Point5、输入T1数据:点击Specifications 进行设定:选择物流(Stream ),依次设置D1、W1的组成(Compasition)Gtream/U nit: StieahF 呂血nn 印图.20. OC CGtresrw Narrie:D1的变量设置:开始组分为C6H6,结束组分为C6H6点击将mole单位改为mass单位Stalling CompcnenL EENEEN E|FEnding ComponentPardmeta: M otecular Weight Flowrate匚 omposiuonDensil^/Volurre Vapor Presaur*Basis:I Molefaction Liq. V Q LV^p. VolW1的变量设置:percentppm开始组分为 C7H8,结束组分为C8H10点击将mole 单位改为mass 单位 Str&am^UnikStiosmP 可 wmetE「…Pji-ametei : Macula Wei^tFlowrah Stating Comjxxienh TOLUENEEndirrg Component QKfLENE根据要求设置D1的产品质量指标为0.999 , W1的产品质量指标为0.999Specifications書匸- Slieani DI ComDositkjri of comporteril BENZENE on a Wei basia in Mass fiadion=Cl.濒DU 啊ilhin tho cimmiJ tularancm nT.IS^F < - St 肥am V/1 匚cirriixi諦gpnn[jciQ 门弓 Wetinhwaian j= [IB 碍MR Mthin thu dafaAlttlaac SSnunt TDLUENE through GdrnporiEnt OXfLENE里点击把 mole 改为 mass, 点击Products 进行产品预估设定:首先将光标放在然后输入预估流率为7468.5kg/hrEstimateProductE 此 TypeEstimate LIOM01Rale▼7463.5] kg/hrW1二kg-mol/hrStream Mane;DertsityA/dume\『■■ ■■Basis:F cnskc-Es4> matesHOMCondeiiser'RetioilviE —►Z \JM ——« i ---------- k MnimumReOuH1 1点击Minimum Reflux 进行设置,选择轻组分为C6H6,重组分为C7H8丽 FAer form M inirnum Flefluw Calcuhti onM inimum Reflux CaicJationsL 曲 Key H ea 呼 KeyRatio bo M ininnum;''Refluw:拧 T rays:6、输入T2数据:点击Specifications 进行设定:选择物流(Stream ),依次设置D1、W1的组成(Compasition)S treamP 別吕rm st e 「…D2的变量设置:开始组分为 C7H8,结束组分为C7H8点击将mole 改为massBENZENE TOLUENEStream/Llni:Stream Name:02江22FE 亡 1 -引怕白m D2ComDd 曲ion of QdirciGKiRnlTClLLlEME on mW 就bask in 恫部空 hnc :油n =11日950口询thin ihv d 对已山 ⑹亡wnu 亡SC2SPEC2 - Gtieam W2 CcnnpogitiDn of connpDnent 0XYLENE or a Wet basis in Mass fradior)within thw dmfmult tol 曰〜鬥匚己卩点击Products 进行产品预估设定:首先将光标放在 点击J* 把mole 改为mass,然后输入预估流率为3988.7kg/hrUOM|1kg^moiyhr |Pararneler' Starting Component Enth^lwMolecular Weight Fkjwrale 匚 o mpcisitiQrOensi^yVoluniQ Vo 口or PressureBasis:Fiachon p^reeritppmTOLUENE Ending ComponentTOLUENELiq. '-/ol Vsp. Vol.W2的变量设置:开始组分为 C8H10结束组分为C8H10点击将mole 改为mass 。
化工过程及CAD课程设计任务书项目一、CAD1.题目化工单元操作设备CAD 图(以化工原理课程设计手工图纸为基础)2.提交材料1)电子版图纸(图幅:A1;文件格:*.dwg;CAD 版本:2010及以前的版本)2)纸质材料:将电子版A1 图纸用A3 制进行打印。
项目二、化工过程设计(工作间:330d/a)题目4)苯、甲苯、二甲苯分离过程设计(进料:苯含量20‐40%;甲苯:15‐30%;分离后苯的纯度不小于98%;甲苯纯度不小98%;二甲苯纯度不小97%)。
2.要求1)查阅文献资料,完成工艺流程设计,按化工制图中对流程图的要求绘制工艺流程图;2)采用流程模拟软件,进行全流程流程模拟;3)编辑得到流程模拟的物料平衡表、热量平衡表;4)对其中一个精馏塔进行塔体工艺尺寸计算,以及敏感性分析;5)编制工艺设计报告应报包括:文献调研情况,设计依据——年工作时间、原料规格、加热蒸汽机冷却水规格等、工艺流程设计——工艺流程图及工艺流程简述,全流程模拟结果——物料平衡与热量平衡,塔设备工艺尺寸结果,塔设备敏感性分解结果图表。
6)格式与排版要求:见附件年处理量万吨三苯分离项目工艺设计说明书第一章总论1.1 项目概况本项目为在任务书的要求下设计一个简单的三苯分离工艺。
由于苯、甲苯、二甲苯之间沸点温差相差明显,存在较大温差,故可用传统精馏操作即可分离,无需太过复杂的工艺要求。
对于三元混合物的分离,应采用连续精馏流程。
连续精馏具有生产能力大,产品质量稳定等优点。
采用全凝器为主,以使于准确的控制回流比。
利用液体混合物中各组分挥发度的不同并借助于多次部分汽化和部分冷凝达到轻重组分的分离。
1.2 设计依据化工过程及CAD课程设计任务书;1.3 生产工艺及全厂总流程1.3.1 生产工艺蒸馏是利用液体混合物中各组分挥发的不同并借助于多次不分汽化和部分冷凝达到轻,重组分分流的方法。
蒸馏操作在化工,石油化工,轻工等工业生产中占有重要的地位。
ProII与化⼯过程模拟课件第4讲练习《ProII与化⼯过程模拟》第4讲练习4.5要求⽤⼀个精馏塔分离苯和苯⼄烯在77o F和1atm条件下的等摩尔混合物。
塔顶馏出物中苯含量应当为99mol%,且应包含进塔原料中95mol%的苯。
⽤过程模拟软件确定全回流下的最少理论塔板数(N min)、最⼩回流⽐(R min)和R=1.3 R min 时处于平衡的理论塔板数。
(精馏)4.6 ⽤常规精馏从联苯中分离甲苯。
分离规定如下:lbmol/h进料馏出液塔底产物苯 3.4甲苯84.6 2.1联苯 5.1 1.0温度 = 264℉;压⼒ = 对进料为37.1psia回流⽐ = 1.3倍最⼩回流⽐,⽤全凝器总压= 36 psia;塔底压⼒ = 38.2psia(a) 确定实际回流⽐和精馏段及提馏段的理论级数。
(b) 对D/F之⽐值为(3.4 + 82.5 + 1.0)/93.1,计算个组分的分离程度。
将结果与上⾯的规定进⾏⽐较。
(c) 如果由(b)计算的组分分离程度不能满⾜规定分离,调节回流⽐使塔底产物中的甲苯达到规定流量。
(精馏)4.7 发酵过程的⼆氧化碳中含1%(mol)的⼄醇。
需要通过与35℃、1atm的⽔接触脱除⼄醇。
⽓体流量为400 lbmol/h,⽔流量为620 lbmol/h,其中含0.02%(mol)的⼄醇。
如果⽤10级的吸收塔进⾏模拟,确定出塔⽓体的组成。
(吸收)4.8 天然⽓主要成分是甲烷,但含有少量的其它化合物。
在冷冻吸收过程中,天然⽓在865psia 下冷却道-40℉,再送⼊吸收塔,吸收塔⽤⼗⼆烷作为吸收剂,吸收剂流量为10000 lbmol/h。
试确定在30级的吸收塔中每种化合物的吸收分率。
(吸收)组分流量/(lbmol/h )甲烷 700000⼄烷 27000丙烷 11000异丁烷 3200正丁烷 2800异戊烷1200正戊烷 770⼰烷 8204.9 在25℃下通过液-液萃取⽤甲醇分离环⼰烷和环戊烷。
3.7 过程系统模拟的应用实例化工流程模拟软件的种类虽然较多,但针对化工过程模拟的基本思想和方法却相通。
Aspen Plus应用非常广泛,下面我们以乙苯生产过程乙苯精馏塔生产实例为例介绍Aspen Plus稳态模拟的基本方法和基本思想。
某干气制乙苯装置中,干气中的乙烯与苯催化反应生成乙苯,反应产物中同时包括反应副产品丙苯、二乙苯、多乙苯和没有反应完全的苯。
反应物经过苯塔分离脱除苯后进入乙苯塔、丙苯塔获得乙苯、丙苯产品。
已知进入乙苯塔物料含苯0.2%(摩尔分数,下同)、乙苯77%、丙苯10%、二乙苯12.8%,流量8679kg/h,压力1.45MPa(绝压,下同),温度281℃。
乙苯塔为93块浮阀塔盘,进料位置为第40块塔板,操作中,塔顶压力0.52MPa,冷凝器后压力0.5MPa,塔顶温度210℃,塔底温度254℃,回流量19000kg/h,塔顶产品中乙苯含量99.5%,釜液中乙苯含量1.5%,塔顶为全凝器,塔底为热虹吸式再沸器。
生产中对乙苯产品指标有严格限制,要求乙苯产品纯度大于99.6%,同时为较小物耗要求乙苯塔釜液乙苯含量小于1%,试通过模拟分析提出改进方案。
使用Aspen Plus进行模拟的基本步骤:(1)选择模板(2)选择运行类型(3)创建一个流程(4)规定计算的全局信息(5)规定组分(6)选择物性方法(7)输入物流规定(8)输入模型规定(9)运行模拟(10)检查结果(11)灵敏度分析(12)生成报告1. 建立一个新的运行当启动Aspen Plus并建立一个新的模拟时,可以从一个空白模拟着手或者从一个模板着手,见图3-27。
模板设定了特定工业通常使用的缺省项包括测量单位、所要报告的物流组成信息和性质、物流报告格式、对游离水选项的缺省设置、性质方法、其它特定的应用缺省。
Aspen Plus 内置以下列模板:●空气分离●化学工艺●电解质●气体加工●一般工艺●湿法冶金●石油●医药●冶金●固体●特种化工对于每个模板,可以选择米制或英制作为缺省测量单位制,其它单位制也可用。
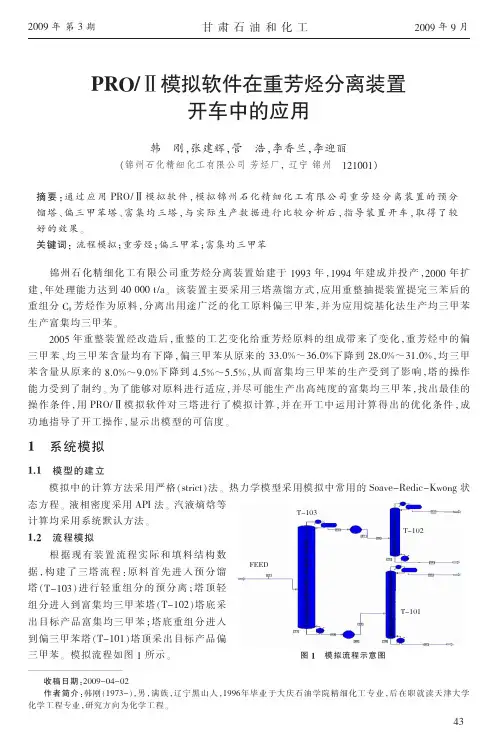
锦州石化精细化工有限公司重芳烃分离装置始建于1993年,1994年建成并投产,2000年扩建,年处理能力达到40000t/a 。
该装置主要采用三塔蒸馏方式,应用重整抽提装置提完三苯后的重组分C 9芳烃作为原料,分离出用途广泛的化工原料偏三甲苯,并为应用烷基化法生产均三甲苯生产富集均三甲苯。
2005年重整装置经改造后,重整的工艺变化给重芳烃原料的组成带来了变化,重芳烃中的偏三甲苯、均三甲苯含量均有下降,偏三甲苯从原来的33.0%~36.0%下降到28.0%~31.0%,均三甲苯含量从原来的8.0%~9.0%下降到4.5%~5.5%,从而富集均三甲苯的生产受到了影响,塔的操作能力受到了制约。
为了能够对原料进行适应,并尽可能生产出高纯度的富集均三甲苯,找出最佳的操作条件,用PRO/Ⅱ模拟软件对三塔进行了模拟计算,并在开工中运用计算得出的优化条件,成功地指导了开工操作,显示出模型的可信度。
1系统模拟1.1模型的建立模拟中的计算方法采用严格(strict )法。
热力学模型采用模拟中常用的Soave-Redic-Kwong 状态方程。
液相密度采用API 法。
汽液熵焓等计算均采用系统默认方法。
1.2流程模拟根据现有装置流程实际和填料结构数据,构建了三塔流程:原料首先进入预分馏塔(T -103)进行轻重组分的预分离;塔顶轻组分进入到富集均三甲苯塔(T-102)塔底采出目标产品富集均三甲苯;塔底重组分进入到偏三甲苯塔(T-101)塔顶采出目标产品偏三甲苯。
模拟流程如图1所示。
收稿日期:2009-04-02作者简介:韩刚(1973-),男,满族,辽宁黑山人,1996年毕业于大庆石油学院精细化工专业,后在职就读天津大学化学工程专业,研究方向为化学工程。
2009年第3期甘肃石油和化工2009年9月PRO/Ⅱ模拟软件在重芳烃分离装置开车中的应用韩刚,张建辉,管浩,李香兰,李迎丽(锦州石化精细化工有限公司芳烃厂,辽宁锦州121001)摘要:通过应用PRO/Ⅱ模拟软件,模拟锦州石化精细化工有限公司重芳烃分离装置的预分馏塔、偏三甲苯塔、富集均三塔,与实际生产数据进行比较分析后,指导装置开车,取得了较好的效果。
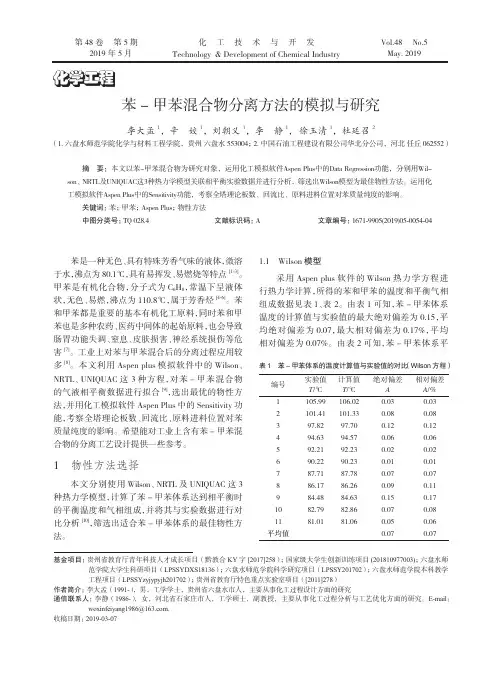
第 48 卷 第 5 期2019 年 5 月Vol.48 No.5May. 2019化工技术与开发Technology & Development of Chemical Industry苯-甲苯混合物分离方法的模拟与研究李大孟1,辛 姣1,刘朝义1,李 静1, 徐玉清1,杜廷召2(1.六盘水师范学院化学与材料工程学院,贵州 六盘水 553004;2.中国石油工程建设有限公司华北分公司,河北 任丘 062552)摘 要:本文以苯-甲苯混合物为研究对象,运用化工模拟软件Aspen Plus中的Data Regression功能,分别用Wil-son、NRTL及UNIQUAC这3种热力学模型关联相平衡实验数据并进行分析,筛选出Wilson模型为最佳物性方法。
运用化工模拟软件Aspen Plus中的Sensitivity功能,考察全塔理论板数、回流比、原料进料位置对苯质量纯度的影响。
关键词:苯;甲苯;Aspen Plus;物性方法中图分类号:TQ 028.4 文献标识码:A 文章编号:1671-9905(2019)05-0054-04基金项目:贵州省教育厅青年科技人才成长项目(黔教合KY 字[2017]258);国家级大学生创新训练项目(201810977003);六盘水师范学院大学生科研项目(LPSSYDXS18136);六盘水师范学院科学研究项目(LPSSY201702);六盘水师范学院本科教学工程项目(LPSSYzyjypyjh201702);贵州省教育厅特色重点实验室项目([2011]278)作者简介:李大孟(1991-),男,工学学士,贵州省六盘水市人,主要从事化工过程设计方面的研究通信联系人:李静(1986-),女,河北省石家庄市人,工学硕士,副教授,主要从事化工过程分析与工艺优化方面的研究。
E-mail :woxinfeiyang1986@.收稿日期:2019-03-07化学工程苯是一种无色、具有特殊芳香气味的液体,微溶于水,沸点为80.1℃,具有易挥发、易燃烧等特点[1-3]。
可编辑修改精选全文完整版空气中苯、甲苯、二甲苯的气相色谱分析一、实验目的1.掌握空气中苯、甲苯、二甲苯的测定方法。
2.熟悉气相色谱仪和氢火焰离子化检测器的使用。
二、实验原理车间空气中含苯、甲苯、二甲苯的混合气体,可用100 ml注射器采样,在邻苯二甲酸二壬酯,或6021红色担体和聚乙二醇4000或角鲨烷固定相上,采用氢火焰离子化检测器,因各物质分配系数不同,所以保留时间不同可进行定性,根据峰高或峰面积进行定量,用外标标准曲线法进行定量,出峰次序为苯、甲苯、二甲苯。
图气相色谱图三、仪器及试剂(一)仪器1.GC-14C气相色谱仪(氢火焰离子化检测器)2.1 μl,10 μl,50 μl微量注射器3.1 ml,50 ml,100 ml注射器(二)试剂1.苯、甲苯、二甲苯(均为色谱纯)2.固定液:聚乙二醇4000,OV-17或邻苯二甲酸二壬酯等担体:6201红色担体,101白色担体或白色硅烷化担体等。
四、色谱条件15%PEG柱(聚乙二醇4000/6201红色担体)色谱柱长2 m,Φ3~4 mm不锈钢柱。
检测器:FID柱温:90℃进样口150℃检测室温度120℃气体流量;N2 20 ml/min;H2 30 ml/min;空气500 ml/min五实验步骤(一) 仪器操作开机步骤1.打开载气(N2),使仪器通载气5~10分钟。
2.打开电脑及仪器,待仪器自检后,双击软件Clarity。
3.在Clarity上设定样品分析的仪器参数后,按“应用”键发送至仪器。
4.待仪器上各参数到达设定的值后(如DET、INJ、COL的温度值),查看基线,打开H2、AIR,调至设定值,点火,再等待基线平稳。
5.基线平稳后,在Clarity上设定样品名称,保存路径、分析时间等分析参数后,取样,清洗,进样后按“start”键,开始样品分析。
(二)苯、甲苯、二甲苯标准混合气体的配制(三)标准曲线的绘制用微量注射器吸取混合气体照下表量进样.连续进三次样,测量峰面积,求平均值。
苯和二甲苯物系分离系统设计书第一章绪论1.1 分离方法的选择分离方法的选择:精馏分离法,由于苯和对二甲苯所具有的物理性质不同,且满足于精馏分离的条件,在精馏分离中,多级分离过程,即混合液进行部分汽化和部分冷凝,故可使混合液得到近乎完全分离。
1.2设计流程1.3设备初选1.3.1 塔板类型的选择:常见的塔板有泡罩塔板,筛板,浮阀塔板和喷射型塔板。
其中泡罩塔板的优点是:因升气管高出液层,不易发生漏液现象,有较好的操作弹性,即当汽液负荷有较大的波动时,仍能维持几乎恒定的板效率;塔板不易堵塞,适合处理各种物料。
缺点是:塔板结构复杂,金属耗量大,造价高;板上液层后,气体流径曲折,通过塔板的压降加大,兼因雾沫夹带现象严重,限制了气速的提高,致使生产能力及板效率均较低,所以我们不作考虑。
筛板的优点是结构简单,造价低廉,气体压降小,板上液面落差也较小,生产能力及板效率均较泡罩塔高。
主要缺点是:操作弹性小,筛孔小时容易堵塞,若筛孔大时,由于气速的提高,生产能力增大,所以我们也不做考虑。
浮阀塔的优点:①生产能力大;②操作弹性大;③塔板效率高;④塔板压降及液面落差小;⑤塔的造价低。
浮阀塔致使不宜处理结焦或黏度大稍大及有一般聚合现象的系统。
所以我们觉得浮阀塔是最合适的。
喷射型塔板生产能力大,操作弹性大,压降小,液面落差小,但是有漏液和“吹干”现象,所以也不作考虑。
1.3.2 换热器的选择换热器的分类主要有管式换热器形式,板式换热器形式和热管换热器的结构形式。
管式换热器,当两流体的温度较大,就可能由于热应力而引起设备的变形,甚至弯曲或破裂,所以在这里不作考虑。
板式换热器,因为其效率高,热损失小,结构紧凑轻巧,占地面积小,安装清洗方便,运用广泛,寿命长。
所以我们是可以考虑的。
热管换热器,其功能上和板式换热器差不多,但是由于它的价钱一般来说比板式换热器的贵,所以我们在这次实验中选择板式换热器。
1.3.3离心泵的选择常见的泵有很多种,有往复泵,旋转泵,漩涡泵,离心泵等,我们这次选择的是离心泵,因为它具有以下有点:①结构简单,操作容易,便于调节和自控;②流量均匀,效率高;③流量和压头的适用围广;④适用于输送腐蚀性或含有悬浮物的液体。
【最新整理,下载后即可编辑】分离苯--甲苯混合液的浮阀板式精馏塔工艺设计专 业: 化学工程与工艺学 号: 040840221姓 名: 张 明指导教师: 谭志斗 周红艳日 期: 二零一一年四月十六日目 录Context第一章前言1.1苯和甲苯在工业中的用途1.2精馏原理及其在工业生产中的应用1.3精馏操作的特点及其对塔设备的要求1.4常用板式塔的类型及本设计的选型1.5本设计所选塔的特性1.6相关物性参数说明第二章设计题目及设计任务书第三章工艺条件的确定和说明3.1确定操作压力3.2确定进料状态3.3确定加热剂和加热方式3.4确定冷却剂及其进出口温度第四章流程的确定和说明4.1流程4.2流程说明第五章精馏塔的设计计算5.1全塔的物料衡算5.1.1料液及塔顶底产品含苯的摩尔分率5.1.2料液及塔顶底产品平均摩尔质量5.1.3料液及塔顶底产品摩尔流率5.2回流比的确定5.3塔板数的确定5.4气液负荷计算5.4.1平均压强5.4.2平均分子量5.4.3液体的平均粘度5.4.4液体的平均密度5.4.5体积流量5.5 精馏塔的塔体工艺尺寸计算5.5.1 塔径的计算5.5.2精馏塔有效高度的计算5.6 塔板工艺结构尺寸的设计与计算5.6.1溢流装置计算5.7 浮阀的布置5.7.1 阀孔速度5.7.2 开孔率5.7.3 阀孔总面积5.7.4 浮阀总数5.7.5 塔板上布置浮阀的有效操作面积5.7.6 浮阀的排列5.8 塔板流动性能校核5.8.1液沫夹带量校核5.8.2 塔板阻力校核5.8.3 降液管液泛校核5.8.4 液体在降液管中停留时间校核5.8.5严重漏液校核5.9 塔板负荷性能图5.9.1漏液线5.9.2 液沫夹带线5.9.3 液相负荷下限线5.9.4 液相负荷上限线5.9.5液泛线5.9.6塔板性能负荷图5.9.7浮阀塔的工艺设计计算结果总表第六章塔的机械设计6.1、设计条件6.2、按计算压力计算塔体和封头厚度6.3、塔设备质量载荷计算6.4、风载荷和风弯矩计算6.5、地震弯矩计算6.6、各种载荷引起的轴向应力6.7、塔体和裙座危险截面的强度及稳定校核6.8、塔体水压试验和吊装时的应力校核6.9、基础环设计6.10、地脚栓设计第七章设计结果的讨论及说明第八章参考文献第九章课程设计总结致谢中文摘要:目前用于气液分离的传质设备主要采用板式塔,对于二元混合物的分离,应采用连续精馏过程。
皖西学院材料与化工学院化工原理课程设计说明书题目:专业:班级:学生姓名:学号:指导教师:设计成绩:完成日期:一、设计题目:苯—甲苯混合体系分离过程设计二、设计任务及操作条件1、设计任务生产能力(进料量):142ⅹ103吨/年操作周期:300ⅹ24=7200小时进料组成:50%(质量分率,下同)塔顶产品组成:>99%塔底产品组成:< 2%2、操作条件操作压力:常压(表压)进料热状态:泡点进料冷却水:20℃加热蒸汽:0.2Mpa塔顶为全凝器,中间泡点进料,连续精馏。
3、设备型式筛板式三、设计内容1、概述2、设计方案的选择及流程说明3、塔板数的计算(板式塔)4、主要设备工艺尺寸设计板式塔:(1)塔径及提馏段塔板结构尺寸的确定(2)塔板的流体力学校核(3)塔板的负荷性能图(4)总塔高、总压降及接管尺寸的确定5、辅助设备选型与计算(泵、塔顶冷凝器和塔釜再沸器)6、设计结果汇总7、工艺流程图8、设计评述四、图纸要求工艺流程图带控制点(用A4纸)五、设计时间:2010年11月15日至2010年12月10日摘要:精馏是分离液体混合物最常用的一种单元操作,在化工﹑炼油﹑石油化工等工业中得到广泛的应用。
本设计的题目是苯—甲苯混合体系分离过程设计。
在确定的工艺要求下,确定设计方案,设计内容包括精馏塔工艺设计计算,塔辅助设备设计计算,精馏工艺过程流程图,设计说明书。
关键词:板式塔、苯-甲苯、工艺计算、工艺流程图第一章概述塔设备是炼油、化工、石油化工等生产中广泛应用的气液传质设备。
根据塔内气液接触部件的结构型式,可分为板式塔和填料塔。
板式塔塔内装有一定数量的塔盘,是气液接触和传质的基本构件;属逐级(板)接触的气液传质设备,气体自塔底向皮鼓泡或喷射的形式穿不定过塔板上的液层,使气液相密切接触而进行传质与传热,两相的组份浓度呈阶梯变化。
填料塔内有一定高度的填料,是气液接触和传质的基本构件,属微分接触型气液传质设备,液体在填料表面呈膜状自上而下流动,气体呈连续相自下而上与液体作逆流流动,并进行气液两相的传质和传热,两相的组份深度或温度沿塔高连续变化[1]。
吉林化工学院
PROII上机练习
题目:三苯精馏过程模拟计算
教学院石油化工学院
专业班级化工1204班
学生学号 12110432
学生姓名常月
指导教师刘艳杰
2015 年5月24日
任务:
1、处理量:13万吨混合芳烃/年
2、生产方法:精馏
3、生产时间:330天/年
4、原料组成见右表
5、饱和液体进料,塔顶采用全凝器
6、各塔产品质量指标
T0201(苯塔):99.9%(苯);
T0202(甲苯塔):99.5%(甲苯)
7、操作压力:
T0201:171kPa
T0202:191kPa
8、组分及原料组成(质量分数):苯:45.5 甲苯:24.3二甲苯:30.2 要求:
1、完成全流程的简捷模拟计算;
2、完成全流程的严格模拟计算;
3、优化各塔进料位置,核算各塔的分离要求;
4、计算T0201塔塔顶冷凝器和再沸器公用工程的消耗量。
根据已知数据计算得出:F=(13×104×103)/(330×24)=16414.14kg/hr
双击图标启动软件,点击确认
新建文件后开始计算:
一、简捷计算:
1、选择单位:
点击:选择SI-SET1(国际单位制),并将温度从开尔文(K)改为摄氏度(℃):
2、添加组分:
选择Most Commonly Used,选择Chemical Formula,并分别输入:C6H6、C7H8、C8H10,然后选添加:
3、热力学方程选择:
选择常用里的SRK方程
3、画流程图:
4、输入F物流数据:
点击Flowrate and Composition后,如下图:
首先将光标放在Total Fluid Flowrate框内,点击把mole单位改为mass单位,然后输入总流率为16414.14kg/hr
然后将光标放在原料组分里:也同样点击将mole单位改为mass单位,然后依次输入:
根据东北实际情况,全年平均温度设为20℃;又因为是饱和液体进料,所以要选泡点:
5、输入T1数据:
点击Specifications进行设定:
选择物流(Stream),依次设置D1、W1的组成(Compasition)
D1的变量设置:开始组分为C6H6,结束组分为C6H6,点击将mole单位改为mass单位。
W1的变量设置:开始组分为C7H8,结束组分为C8H10,点击将mole单位改为mass单位
根据要求设置D1的产品质量指标为0.999,W1的产品质量指标为0.999。
点击Products进行产品预估设定:首先将光标放在Estimate 里点击把mole改为mass,然后输入预估流率为7468.5kg/hr
点击Minimum Reflux进行设置,选择轻组分为C6H6,重组分为C7H8
6、输入T2数据:
点击Specifications进行设定:
选择物流(Stream),依次设置D1、W1的组成(Compasition)
D2的变量设置:开始组分为C7H8,结束组分为C7H8,点击将mole改为mass。
W2的变量设置:开始组分为C8H10,结束组分为C8H10,点击将mole改为mass。
根据要求设置D2的产品质量指标为0.995,W2的产品质量指标为0.995。
点击Products进行产品预估设定:首先将光标放在Estimate里点击把mole改为mass,然后输入预估流率为3988.7kg/hr
点击Minimum Reflux进行设置,选择轻组分为C7H8,重组分为C8H10。
在整个屏幕中没有红色出现,则点击运行,出现蓝色,则证明正常收敛。
T1数据表
T2数据表
二、严格计算
由T1、T2的数据表可知,T1总板数为21,进料板为10,回流比为0.910。
T2总板数为18,进料板为12,回流比为1.115。
将简介计算中的shortcut换为Distillation,并输入板数分别为21和18。
1、设置T1
由于含再沸器和冷凝器,所以需要将Number of Stages设为23
点击Pressure Profile进行设置,根据已知,压力为171Kpa,设置每板压降为0.7Kpa
点击Feeds and Products进行产品预估设定:首先将光标放在Estimate里点击把mole 改为mass,然后输入预估流率为7468.5kg/hr,在进料板数处填11(存在冷凝器)
点击Performance Specifications进行设定:物流设定D1组成设定起始组分为C6H6,终止组分为C6H6。
点击Performance Specifications进行设定:物流设定W1组成设定起始组分为C7H8,终止组分为C8H10。
根据要求设置D1的产品质量指标为0.999,W1的产品质量指标为0.999。
点击PrintOptions,
选择Weight Basis
设置完成后如下图:
2、设置T2
由于含再沸器和冷凝器,所以需要将Number of Stages设为20
点击Pressure Profile进行设置,根据已知,压力为191Kpa,设置每板压降为0.7Kpa
点击Feeds and Products进行产品预估设定:首先将光标放在Estimate里点击把mole 改为mass,然后输入预估流率为4957.1kg/hr,在进料板数处填13(存在冷凝器)
点击Performance Specifications进行设定:物流设定D2组成设定起始组分为C7H8,终止组分为C7H8。
点击Performance Specifications进行设定:物流设定W2组成设定起始组分为C8H10,终止组分为C8H10。
根据要求设置D2的产品质量指标为0.995,W2的产品质量指标为0.995。
点击PrintOptions,选择Weight Basis
设置完成后如下图
三、优化各塔进料位置
(一)T1优化器优化设计
在严格计算后,点击,放置位置如图,然后双击进行目标设定:Objective 选择Minmize,
选择塔T1
Objective Function选择最小回流比,变量为:进料板
设置完成后,如图:
双击得到的最优结果如下:
由此得出:进料板为第十块板
(二)T2灵敏度分析设计
点击左上方的Input ,选择。
变量设置为:T2的进料位置
选择Actual Value(实际开始)为2
选择Value of Change(步长)为1
共循环18次,从第二块板开始,步长为1,Results设置为:回流比、塔顶热负荷、塔底热负荷。
设置完成后如下图
运行后点击Output 选择中的plots,输出曲线,如图
点击Date后选择NF为x轴,RR、QC、QR为y轴,如图:
点击Preview Plot,输出图形如下
运行后点击Output 选择中的table查找数据,将其粘贴到excle中
点击Date选择变量,NF、RR、QC、QR都为变量
点击View Table,输出数据表
点击下方的粘贴到剪贴板,新建到excel,并粘贴。
利用excel作出图如下:
四、计算T0201塔塔顶冷凝器和再沸器公用工程的消耗量
新建四个Simple HX 分别为E1、E2、E3、E4
Column,选择T1
Cold Side(冷物流)为Utility Stream,点击Utility Stream,选择冷却介质为水,根据东北天气情况,选择25℃,升温20℃
设置完成后如下
E2为塔底再沸器Cold Side(冷物流)选择Attach to Column(连接塔),点击Attach to Column,选择T1,选择Reboiler
Hot Side(热物流)选择Utility Stream,点击Utility Stream,选择加热蒸气,温度为190℃
Column,选择T2,Condenser
Cold Side(冷物流)为Utility Stream,点击Utility Stream,选择冷却介质为水,根据东北天气情况,选择25℃,升温20℃。
E4为塔底再沸器Cold Side(冷物流)选择Attach to Column(连接塔),点击Attach to Column,选择T1,选择Reboiler
Hot Side(热物流)选择Utility Stream,点击Utility Stream,选择加热蒸气,温度为200℃
点击运行,为蓝色则设计成功,点击后,点击左上角的Edit Find查找E1、E2、E3、E4 结果如下:
由上述得出
E1消耗的公用工程量(冷却水)为:140062.636kg/hr E2消耗的公用工程量(水蒸气)为:418.572kg-mol/hr E3消耗的公用工程量(冷却水)为:103902.134kg/hr E4消耗的公用工程量(水蒸气)为:253.107kg-mol/hr。