公差分析讲义
- 格式:ppt
- 大小:435.00 KB
- 文档页数:28

例子1 公差 (Tolerancing)
1-1 概论
公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。进而在合理的费用下进行最容易的组装,并获得最佳的性能。
1-2 公差
公差值是一个将系统性能量化的估算。公差分析可让使用者预测其设计在组装后的性能极限。设罝公差分析的设罝值时,设计者必须熟悉下述要点:
选取合适的性能规格
定义最低 的性能容忍极限
计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…)
指定每一个制造和组装可允许的公差极限
1-3 误差来源
误差有好几个类型须要被估算
制造公差
不正确的曲率半径
组件过厚或过薄
镜片外型不正确
曲率中心偏离机构中心 不正确的Conic值或其它非球面参数
材料误差
折射率准确性
折射率同质性
折射率分布
阿贝数(色散)
组装公差
组件偏离机构中心(X,Y)
组件在Z.轴上的位置错误
组件与光轴有倾斜
组件定位错误
上述系指整群的组件
周围所引起的公差
材料的冷缩热胀(光学或机构)
温度对折射率的影响。压力和湿度同样也会影响。
系统遭冲击或振动锁引起的对位问题
机械应力
剩下的设计误差
1-4 设罝公差
公差分析有几个步骤须设罝:
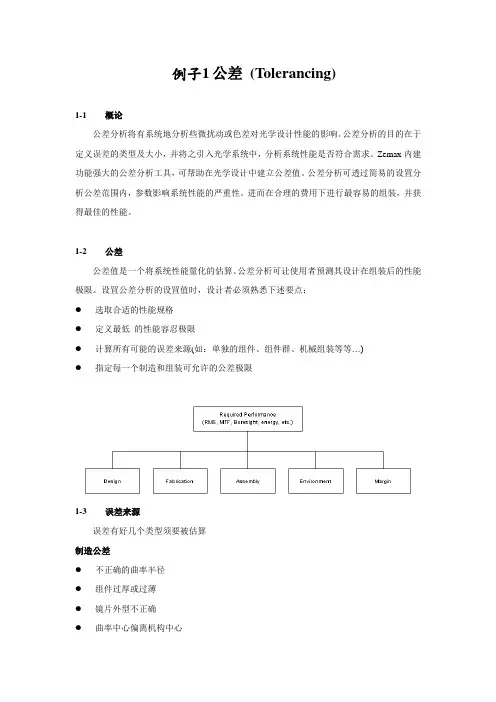
定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求,使用者自定的绩效函数,瞄准…等
定义允许的系统性能偏离值
规定公差起始值让制造可轻易达到要求。ZEMAX默认的公差通常是不错的起始点。
补偿群常被使用在减低公差上。通常最少会有一组补偿群,而这一般都是在背焦。
美国戴克伊公司(Tec-Ease, Inc.)
戴克伊35年,美国著名GD&T培训机构,拥有美国强大的GD&T专家团队,是美国ASME标准列出的GD&T
培训机构。总部在美国纽约州罗切斯特,在加拿大,英国,巴西和中国设有分支机构。为北美和世界数千
家企业包括500强,提供GD&T系列培训和咨询。戴克伊颁发的培训证书在全球被广泛认可。
戴克伊有10位ASME-Y14系列标准委员,其中ASME-Y14.5标准有4位,Y14.43和Y14.8标准6位,委员
是标准作者。戴克伊创始人Don Day是Y14.8标准主席,戴克伊首席咨询师Frank Bakos是Y14系列
GD&T标准主席,是1983年ASME-Y14.5标准创始人之一,戴克伊35年深度参与制定标准,戴克伊是标准
创始人和标准作者,为您提供世界一流培训。
作者介绍: 龙东飞 (Mike Long) 美国戴克伊公司亚洲区代表,美国ASME-Y14.43 GD&T检具设计标准(标准委员),Y14.8 GD&T铸造、锻
造和注塑标准(标准支持委员),Y14.48 GD&T方向符号标准(标准委员),Y14.5 GD&T标准(参与制定
标准),中国国标SAC/TC240产品几何技术规范ISO-GPS(标准委员),ASME认证GDTP高级专家(国内
获证第一人),
北美15年,美国堪萨斯州立大学机械工程硕士和MBA(完成GD&T硕士课程),美国国家航空研究院(研
究助理),美国高斯印刷机系统公司(设计工程师),北美通用汽车和德尔福汽车公司(北美10年设计
和GD&T高级工程师),美国德尔福认证GD&T专家(美国本土专家),美国ASME-Y14系列GD&T标准首位
华人委员,国内唯一美国ASME-Y14系列GD&T标准委员,为亚洲600多家包括许多世界500强企业培训和
咨询,有5本GD&T著作。
内容简介: GD&T的GD定义完美的零件,只能从几何理论上能满足装配功能要求,GD&T

在产品制造的过程中,工序是保证产品质量的最基本环节。 所谓工序能力是指处于稳定状态下的实际加工能力,工序能够稳定地生产出产品的能力,也就是说在操作者、机器设备、原材料、操作方法、测量方法和环境等标准条件下,工序呈稳定状态时所具有的加工精度。工序能力分析是质量管理的一项重要的技术基础工作。它有助于掌握各道工序的质量保证能力,为产品设计、工艺、工装设计、设备的维修、调整、更新、改造提供必要的资料和依据。
什么是CPK?
CPK是Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。制程能力强才可能生产出质量、可靠性高的产品。
CPK的意义
制程水平的量化反映;(用一个数值来表达制程的水平)制程力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
CPK等级评定及处理原则
CPK计算公式
Ca(Capability of Accuracy):制程准确度;
CP(Capability of Precision):制程精密度;
注意:计算CPK时,取样数据至少应有20组数据,方具有一定代表性。
统计公差分析方法概述 ;
公差分析是克服误差传递干扰的一种合适方法,也是试验设计理论研究的有益扩充。通俗地说,公差分析就是运用统计分析的方法,事先给众多输入X设置合理的公差(而不仅仅是目标值),以保证经过工艺流程之后,产生的输出Y对输入的变异不敏感,依然落在顾客要求或技术规范之内。这个过程往往要求减小输入的公差,而减小输入的公差往往意味着产品加工成本的提高。因此,公差分析还强调选择合适的输入变量,减小到合适的公差幅度,以确保工艺优化的成本最小化。同时,一次成功的公差分析常常不是一蹴而就的,一般需要工艺工程师和统计工程师等多方协作、不断沟通反馈后才能完成。
一套完整的公差管理解决方案应体现全面质量管理的思想——全员参与和全过程管理,能够反映PDCA(Plan、Do、Check和Act)的方法——设计人员定义公差,工艺人员定义实现公差控制的方法(P);生产操作人员加工产品(D);检验人员对产品进行检验检测(C);设计人员和工艺人员要对实测数据进行判读,采取有效的改进措施(A)。
1 / 10 公差分析
一、误差与公差
二、尺寸链
三、形位公差与公差原那么
2 / 10 一、误差与公差
〔一〕误差与公差的根本概念
1. 误差
误差——指零件加工后的实际几何参数相对于理想几何参数之差。
〔1〕零件的几何参数误差分为尺寸误差、形状误差、位置误差与外表粗糙度。
尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。
形状误差〔宏观几何形状误差〕——指零件加工后的实际外表形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。
相对位置误差——指零件加工后的外表、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。
外表粗糙度〔微观几何形状误差〕——指零件加工后的外表上留下的较小间距和微笑谷峰所形成的不平度。
2. 公差
公差——指零件在设计时规定尺寸变动围,在加工时只要控制零件的误差在公差围,就能保证零件的互换性。因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的根底。
3 / 10 〔二〕误差与公差的关系
由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动围。
〔三〕公差术语与示例
图2
以图2为例:
根本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径根本尺寸为Φ20,长度根本尺寸为40。
实际尺寸——实际测量的尺寸。
极限尺寸——允许零件实际尺寸变化的两个极限值。两个极限值的是最大极限尺寸,小的是最小极限尺寸。 公差 零件误差
零件误差
图1 4 / 10 尺寸偏差——某一尺寸〔实际尺寸,极限尺寸〕减去根本尺寸所得到的代数差。
上偏差=最大极限尺寸-根本尺寸,用代号〔ES〕〔孔〕和es〔轴〕
下偏差=最小极限尺寸-根本尺寸,用代号〔ES〕〔孔〕和es〔轴〕