镀Galfan邦迪管生产线
- 格式:docx
- 大小:134.12 KB
- 文档页数:3
三个常见的全自动电镀生产线环形垂直升降式电镀生产线环形垂直升降式电镀线与普通的电镀线结构上有着很大的不同,工件的横移和升降不再是针对单一的槽进行,而是整条线的挂具和工件同时动作,单槽的工件在上升,横移,下降后进入下一个槽,镀槽和多位的药水槽的工件则在槽内作连续移动,不作升降。
工件的横移是通过马达带动链条,链条拖动轨道来实现的,工件的升降也是通过马达带动链条,链条带动升降平台,托住滑动器,吊臂,挂具和工件来作上下运动的,所有的动作和安全防护都有感应器控制,通过一定的设置,可以实现工件多套程序,空中滴水,跳槽,下降到高位等特殊要求。
环形垂直升降式电镀线适用的范围非常广泛,主要用于种类多,零件小,产量大,工艺单一的产品,包括塑料电镀,实现镀镍铬,镀铜,ABS铜镍铬等电镀要求。
滚镀生产线滚筒面板采用板材折弯成形或专用网格板拼捍成形,逐位独立驱动、带驱动滚筒,链式传动,45°螺旋齿轮转向传动、独立电机及减速机传动,可以无级变速转动,采用变频器或直流电机。
塑料电镀自动生产线塑料电镀广泛应用于汽车装饰件、手机装饰件和标牌等行业,随着工程塑料应用的扩大,塑料电镀的范围也在扩大,主要适用于ABSPC塑料产品的电镀处理。
首先在塑料基本表面采用特定的处理方法获得一层金属层,使之兼有塑料盒金属二者的优点,既塑料金属化,然后进行常规电镀。
金属化的塑料克服了塑料本身的许多缺陷,具有良好的耐溶剂性、耐蚀性、耐磨性、耐光照性、导热性能、具有金属外观性好,镀层硬度等特点。
深圳德尔福精密机械设备有限公司是专业从事金属表面处理机械设备设计,集生产、销售为一体的企业。
历经多年的努力,已开发、设计出一系列完善的表面处理设备,满足了广大用户的不同需求,取得了行业的领先地位。
我们专业针对电镀生产线,化学药液过滤机,电镀过滤机,磁力泵,耐酸碱卧式泵,耐酸碱立式泵,隔膜式计量泵,电镀废水处理设备等产品的设计制造,加工安装,调试和电镀设备维修,极大地推动了金属表面处理行业发展,成为目前表面处理业的新亮点。
连续电镀生产线随着现代工业的不断发展,电镀技术也得到了越来越广泛的应用。
为了满足市场需求,提高生产效率和质量,连续电镀生产线应运而生。
下面我们来详细介绍连续电镀生产线的相关知识。
一、连续电镀生产线的概述连续电镀生产线是一种全自动化的电镀设备,主要应用于零件表面的电镀加工。
这种生产线主要由前处理、电镀、后处理、自动输送系统等部分组成,能够实现全自动化的操作,提高生产效率和电镀质量。
二、连续电镀生产线的工作原理连续电镀生产线的工作原理主要分为以下几个步骤:1、前处理:包括清洗、脱脂、酸洗等工序,主要是为了去除物件表面的油污、锈蚀、氧化物等,以便于后续的电镀处理。
2、电镀:电镀工序是整个生产线的核心,主要是通过电解的方式在物品表面形成一层金属膜,起到保护和美化的作用。
常用的电镀方法有电解镀镍、电解镀铬、电解镀铜等。
3、后处理:经过电镀处理的物件需要进行后处理,包括洗涤、烘干、抛光等工序,以便于提高电镀质量。
4、自动输送系统:完成上述工作后,将制品输送到下一道工序,实现全自动化操作。
三、连续电镀生产线的优点连续电镀生产线具有以下几个优点:1、自动化程度高:整个生产线采用全自动化操作,减少了人工操作,提高了生产效率和工作效率。
2、生产能力强:连续电镀生产线能够连续进行电镀处理,不停机生产,提高了生产能力和生产效率。
3、稳定性好:生产线采用高精度的设备和控制系统,能够实现精准的电镀控制和稳定的工作状态。
4、电镀质量高:生产线配备了先进的检测设备和仪器,能够对电镀质量进行准确的检测和控制。
四、连续电镀生产线的应用领域连续电镀生产线主要应用于以下几个领域:1、汽车零部件:汽车零部件需要具有优异的耐腐蚀性和美观性,在这方面,连续电镀生产线能够发挥重要的作用。
2、电子零部件:连续电镀生产线对于电子零部件表面的镀铜、镀镍等工艺要求高,能够实现高质量的电镀加工。
3、家庭电器:家用电器有时需要进行电镀处理,以提高美观度和耐腐蚀性,这方面,连续电镀生产线也能够发挥作用。
金属镀锌生产线工艺流程(电镀项目)金属镀锌是一种常见的电镀项目,可提高金属材料的耐腐蚀性和表面光泽。
以下是金属镀锌生产线的工艺流程:
1.原材料准备:选择适合镀锌的金属材料,如铁、铜、铝等,根据产品要求切割成所需尺寸。
2.清洗处理:将金属材料放入清洗槽中,使用碱性溶液进行清洗,去除表面污垢和油脂。
3.除锈处理:将清洗后的金属材料放入除锈槽中,使用酸性溶液或电解除锈的方式去除铁锈和氧化物。
4.预处理:将除锈后的金属材料放入预处理槽中,使用酸性或碱性溶液进行处理,以提高金属表面对镀层的附着力。
5.电镀:将预处理后的金属材料放入电镀槽中,通过电解的方式在金属表面镀上一层锌。
6.固化:将电镀后的金属材料放入固化炉中进行加热,使锌层与基材结合更牢固。
7.表面处理:将固化后的金属材料放入表面处理槽中,使用酸性溶液进行处理,去除锌层表面的氧化物和污垢。
8.洗涤:将表面处理后的金属材料放入洗涤槽中,使用纯水冲洗,去除溶液残留和污垢。
9.干燥:将洗涤后的金属材料放入烘干室中进行干燥,使其表面完全干燥。
10.质检:对镀锌后的金属材料进行质检,包括厚度测量、附着力测试等,确保产品质量符合要求。
11.包装:将质检合格的金属材料进行包装,以便运输和存储。
以上是金属镀锌生产线工艺流程的基本步骤,不同生产线可能会有一些细微的差异,但总体上是按照这个流程进行操作的。
这个流程可以保证金属材料镀上均匀、牢固的锌层,提高产品的耐腐蚀性和表面光泽。
焊管热镀锌二次安装工艺流程英文回答:The secondary installation process for hot-dip galvanized welded pipes typically involves the following steps:1. Inspection and preparation: Before starting the installation, the pipes should be inspected for any damage or defects. Any necessary repairs or replacements should be made. The pipes should also be cleaned and prepared for the galvanizing process.2. Galvanizing: The pipes are then immersed in a bath of molten zinc, which creates a protective coating on the surface of the pipes. This process helps to prevent corrosion and extends the lifespan of the pipes.3. Cooling and drying: After the galvanizing process, the pipes are cooled and dried to ensure that the zinccoating properly adheres to the surface. This step is crucial to ensure the effectiveness of the galvanizing treatment.4. Quality control: Once the pipes have cooled and dried, they undergo a thorough inspection to check for any defects or inconsistencies in the galvanized coating. This step is important to ensure the quality and durability of the pipes.5. Transportation and storage: After passing thequality control inspection, the galvanized pipes are transported to the installation site and stored in a suitable location. Proper handling and storage areessential to prevent any damage to the pipes before installation.6. Cutting and fitting: At the installation site, the galvanized pipes are cut to the required lengths and fitted together using appropriate connectors and fittings. Care should be taken to ensure accurate measurements and proper alignment of the pipes.7. Welding: The fitted pipes are then welded together using a suitable welding method, such as arc welding or gas welding. The welds should be inspected to ensure they meet the required standards for strength and integrity.8. Testing and commissioning: Once the welding is complete, the installed pipes undergo various tests, such as pressure testing, to ensure they are leak-proof and meet the specified performance requirements. After passing the tests, the pipes are commissioned for use.中文回答:热镀锌焊管的二次安装工艺流程通常包括以下步骤:1. 检查和准备,在开始安装之前,应检查管道是否有任何损坏或缺陷。
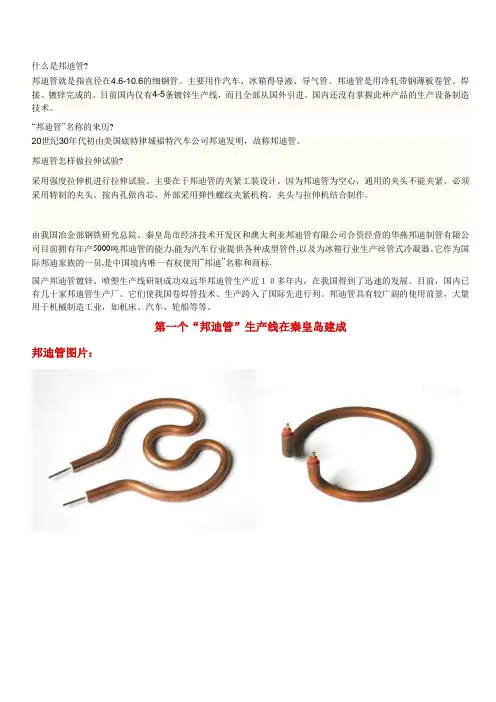
什么是邦迪管?邦迪管就是指直径在4.6-10.6的细钢管。
主要用作汽车、冰箱得导液、导气管。
邦迪管是用冷轧带钢薄板卷管、焊接、镀锌完成的。
目前国内仅有4-5条镀锌生产线,而且全部从国外引进。
国内还没有掌握此种产品的生产设备制造技术。
“邦迪管”名称的来历?20世纪30年代初由美国底特律城福特汽车公司邦迪发明,故称邦迪管。
邦迪管怎样做拉伸试验?采用强度拉伸机进行拉伸试验。
主要在于邦迪管的夹紧工装设计。
因为邦迪管为空心,通用的夹头不能夹紧。
必须采用特制的夹头。
按内孔做内芯,外部采用弹性螺纹夹紧机构。
夹头与拉伸机结合制作。
由我国冶金部钢铁研究总院、秦皇岛市经济技术开发区和澳大利亚邦迪管有限公司合资经营的华燕邦迪制管有限公司目前拥有年产5000吨邦迪管的能力,能为汽车行业提供各种成型管件,以及为冰箱行业生产丝管式冷凝器。
它作为国际邦迪家族的一员,是中国境内唯一有权使用“邦迪”名称和商标.国产邦迪管镀锌、喷塑生产线研制成功双远华邦迪管生产近10多年内,在我国得到了迅速的发展。
目前,国内已有几十家邦迪管生产厂。
它们使我国卷焊管技术、生产跨入了国际先进行列。
邦迪管具有较广阔的使用前景,大量用于机械制造工业,如机床、汽车、轮船等等。
第一个“邦迪管”生产线在秦皇岛建成邦迪管图片:常州市远创机电设备有限公司¢4-¢12双层铜焊钢管(邦迪管)生产线设备规格双层铜焊钢管(邦迪管)生产线规格¢4mm×0.5mm¢4.76mm×0.5mm¢4.76mm×0.7mm¢6mm×0.7mm¢6.35mm×0.7mm¢8mm×0.7mm¢10mm×0.7mm¢10mm×1.00mm¢12mm×0.7mm¢12mm×1.00mmR磨专用磨床、回火生产线、拉拔钢管生产线可根据客户要求设计其他规格设备。
热处理可根据用户要求确定空冷或水冷双层卷焊钢管设备Y C M R-1型R磨专用磨床。
镀锌生产线工艺流程
《镀锌生产线工艺流程》
镀锌生产线是用于制造镀锌钢板的重要设备。
镀锌钢板具有耐腐蚀、耐磨损的特点,广泛用于建筑、汽车、家电等行业。
下面是镀锌生产线的工艺流程:
1. 准备工作:将原料冷轧钢卷送入清洗槽进行清洗,去除表面的油脂和杂质,确保下道工序的正常进行。
2. 酸洗:将清洗后的冷轧钢卷送入酸洗槽进行酸洗处理,去除钢板表面的氧化铁皮,使其表面变得光滑并且方便镀锌。
3. 烘干:经过酸洗处理的钢板需要进入烘干炉进行烘干,去除残留的水分,为下一道工序做好准备。
4. 镀锌:将烘干后的钢板送入镀锌槽进行镀锌处理,将锌涂覆在钢板表面,形成保护膜,提高钢板的抗腐蚀能力。
5. 冷却:镀锌后的钢板需要经过冷却处理,使其温度逐渐降低,方便后续的切割和包装。
6. 切割:将冷却后的钢板进行切割加工,根据客户的要求进行定尺裁剪。
7. 包装:对切割好的钢板进行包装,防止在运输过程中受到损坏,保证产品的出厂质量。
以上就是镀锌生产线的工艺流程,经过这一系列的工序加工,原料冷轧钢卷最终变成了具有优良性能的镀锌钢板,为各行业提供了优质的建材品。
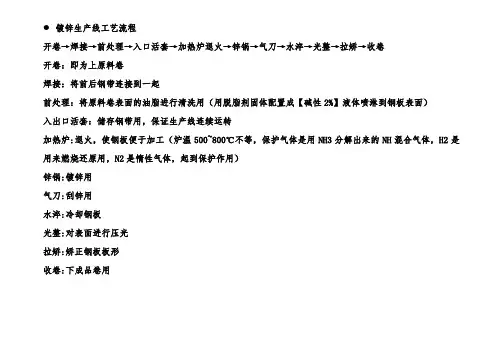
镀锌生产线工艺流程开卷→焊接→前处理→入口活套→加热炉退火→锌锅→气刀→水淬→光整→拉矫→收卷开卷:即为上原料卷焊接:将前后钢带连接到一起前处理:将原料卷表面的油脂进行清洗用(用脱脂剂固体配置成【碱性2%】液体喷淋到钢板表面)入出口活套:储存钢带用,保证生产线连续运转加热炉:退火,使钢板便于加工(炉温500~800℃不等,保护气体是用NH3分解出来的NH混合气体,H2是用来燃烧还原用,N2是惰性气体,起到保护作用)锌锅:镀锌用气刀:刮锌用水淬:冷却钢板光整:对表面进行压光拉矫:矫正钢板板形收卷:下成品卷用彩涂生产线工艺流程开卷→连接→入口活套→前处理→钝化→初涂→初烘→精涂→精烘→出口活套→收卷→包装开卷:即为上原料钢卷,利用开卷机将原料钢钢卷打开。
连接机:将前、后钢带连接,保证原料进入下一道工序的连续性入出口活套:储存钢带用,保证生产线连续运转前处理:用自来水清洗板面(镀锌板)的灰尘钝化:增强油漆附着力用初涂初烘:涂底漆和背漆并烘干(烘干炉温度300-350℃左右)精涂精烘:涂面漆并烘干(烘干炉温度300-350℃左右)焚烧炉:将初烘炉和精烘炉稀释剂挥发份抽出经电加热催化剂催化燃烧,把热量重新回收送到炉内收卷:将纸套筒放置到收卷机上,人工将钢板卷边后,机器自动收卷开卷:即为上原料钢卷,利用开卷机将原料钢钢卷打开。
焊接:将前、后钢带连接,以保持原料进入下一道工序的连续性。
前处理:将脱脂剂【碱性2%】喷淋到原料钢板表面,清洗掉原料钢卷表面的油脂。
入出口活套:储存钢带用,保证生产线连续运转加热炉:炉温500~800℃不等,将钢板在经过加热炉的过程中,利用H2,将钢板表面的氧化铁还原(H2是NH3受热分解产生的,分解出的N2起到隔离空气的作用)。
锌锅:锌锭在480~500℃被熔融。
将热处理过的钢板通过锌锅后被涂上锌层。
气刀:利用空气气割方式将涂在钢板表明多余的锌掉。
水淬:利用循环水冷却钢板。
光整:利用光整机对镀锌钢板表面进行压光。
镀锌生产线工艺流程镀锌是一种通过在金属表面覆盖一层锌来防止金属腐蚀的工艺。
镀锌生产线是由多个过程环节组成的,下面将详细介绍其中的主要工艺流程。
1.材料准备:镀锌生产线的第一步是准备金属材料,通常是冷轧钢带。
钢带通过剪切机器被剪成所需的尺寸和长度,然后进入洗涤线。
2.去油洗涤:钢带进入去油洗涤槽,在这个过程中,钢带表面的油污被溶剂洗去。
通常使用碱性溶液和机械刷洗来去除表面的污垢和润滑剂。
3.酸洗:去油洗涤后,钢带进入酸洗槽。
这个过程主要是为了去除钢带表面的氧化物和锈蚀。
通常使用盐酸或硫酸作为酸洗涤剂,酸洗槽中的搅拌装置将酸液边喷洒边搅拌以确保均匀覆盖。
4.清洗:酸洗后,钢带进入清洗槽,这个过程是为了去除酸洗涤剂残留以及其他杂质,以确保表面干净。
清洗槽通常包含净化剂和水,钢带在其中进行浸泡,并通过机械刷洗来进一步清洁。
5.烘干:清洗后,钢带通过一个烘干槽,将表面水分去除。
这个过程通常通过高温炉或热风的方式进行,以确保钢带表面干燥。
6.预处理:烘干后,钢带进入预处理槽。
这一步主要是为了提高镀锌的附着力和耐蚀性。
预处理槽中通常包含化学处理剂,如溶剂或钝化剂。
7.干燥:预处理后,钢带再次经过一个烘干槽,以确保表面干燥,为镀锌做好准备。
8.锌涂覆:钢带进入镀锌机,通过电解的方式进行镀锌处理。
在镀锌机中,钢带在锌槽中通过电解反应,锌离子沉积在钢带表面,形成锌层。
锌槽中同时控制着温度、浓度和PH值,以确保锌层的质量和均匀性。
9.冷却:镀锌后,钢带通过一个冷却槽,以降低其温度,使锌层变得稳定。
10.涂蜡/油:冷却后的镀锌钢带可能在运输或储存过程中暴露在空气中,容易发生重新氧化和腐蚀。
为了保护锌层,钢带经过一个涂蜡或涂油的工艺环节,使其表面覆盖上一层保护剂。
11.终检和包装:最后,镀锌钢带通过质量检验,检查其锌层的厚度和均匀度等指标。
一旦通过检验,钢带会根据客户需求进行包装,以便运输和销售。
以上是镀锌生产线的主要工艺流程。
镀锌钢管生产线的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!镀锌钢管生产线是用于生产镀锌钢管的设备,其工艺流程如下:1. 原材料准备:首先,需要准备原材料,即冷轧钢带或热轧钢板。
焊管热镀锌二次安装工艺流程英文回答:The secondary installation process for hot-dip galvanized welded pipes typically involves the following steps:1. Inspection: Before installation, the galvanized pipes should be inspected for any defects, such as damage or corrosion, to ensure their suitability for use.2. Preparation: The installation area should be prepared by clearing any obstacles and ensuring a clean and stable working environment. Necessary tools and equipment, such as wrenches, hammers, and scaffolding, should be gathered.3. Cutting and fitting: The galvanized pipes may need to be cut to the desired length and fitted together using appropriate connectors, such as couplings or elbows. Thisstep requires careful measurement and precision to ensure proper alignment.4. Welding: Once the pipes are fitted together, welding is performed to secure the joints. The welding process should be carried out by skilled welders using suitable welding techniques and equipment.5. Surface treatment: After welding, the welded joints should be treated to restore the galvanized coating that may have been damaged during the welding process. This can be achieved by using a galvanizing repair compound or byre-dipping the welded area in molten zinc.6. Inspection and testing: After the installation is complete, a thorough inspection and testing should be conducted to ensure the quality and integrity of the installed pipes. This may include pressure testing, visual inspection, and non-destructive testing methods.7. Protection and finishing: Once the installation is confirmed to be successful, appropriate measures should betaken to protect the galvanized pipes from external factors that may cause damage or corrosion. This can include applying protective coatings or installing additional protective measures, such as pipe sleeves or wraps.中文回答:热镀锌焊接管的二次安装工艺流程通常包括以下步骤:1. 检查,在安装之前,应对镀锌管进行检查,以确保其没有任何损坏或腐蚀等缺陷,以确保其适用于使用。
二极管塑封工艺流程英文回答:Diode Packaging Process Flow.The diode packaging process involves several key steps that ensure the proper encapsulation and protection of the diode chip. These steps include:1. Wafer Preparation: The diode chip is fabricated on a silicon wafer, and the wafers are then diced intoindividual chips.2. Chip Bonding: The diode chips are attached to a lead frame or substrate using conductive epoxy or solder.3. Wire Bonding: Gold or aluminum wires are bonded to the chip terminals and to the lead frame or substrate.4. Molding: The encapsulated diode is formed by moldinga plastic material around the chip and wire bonds.5. Curing: The plastic material is cured under heat and pressure to harden and form a protective layer around the diode.6. Testing: The packaged diodes are tested forelectrical and physical characteristics to ensure their functionality and reliability.7. Marking: The diodes are marked with identification information, such as the manufacturer, part number, and date code.8. Packaging: The packaged diodes are packaged in reels or tubes for storage and distribution.中文回答:二极管塑封工艺流程。
PLC控制П型滚镀锌自动生产流水线
吴俊;于国强
【期刊名称】《华通技术》
【年(卷),期】1994(000)002
【摘要】上海华通开关厂电镀分厂和上海电器技术研究所联合开发成功PLC可编程序控制器控制Ⅱ型滚镀锌自动生产流水线,其中自动控制部分采用了上海电器技术研究所自行研制开发的PLC可编程序技术来完成控制要求的。
【总页数】4页(P17-20)
【作者】吴俊;于国强
【作者单位】不详;不详
【正文语种】中文
【中图分类】TQ153.15
【相关文献】
1.致密型MoB-CoCr涂层在钢铁工业中滚镀锌生产线中的应用 [J],
J.Kitamura;T.Tosaki;H.Mizuno;黄凌峰
2.氯化钾滚镀锌中滚桶眼印子的解决方法及体会 [J], 刘艳
3.锌铁合金滚镀取代氰化滚镀锌在汽车零部件上的应用 [J], 曾祥德;程国清;蒋斌;;;;;
4.视屏控制式滚镀锌自动生产线 [J], 梁锦华
5.滚镀锌铁合金取代氰化镀锌的应用 [J], 曾祥德;曾建勇;胡廷辉
因版权原因,仅展示原文概要,查看原文内容请购买。
邦迪管是什么材料邦迪管是一种常用的建筑材料,也被广泛应用于工业领域。
它具有优异的性能和多种优点,因此备受青睐。
那么,邦迪管究竟是什么材料呢?接下来,我们将对邦迪管的材料特性、用途和优势进行详细介绍。
邦迪管是一种由聚氯乙烯(PVC)树脂为主要原料,经过特殊工艺加工而成的管材。
它具有耐腐蚀、耐磨损、不易老化、不易变形等特点。
同时,邦迪管还具有优异的绝缘性能,能够有效地防止电气设备受潮、漏电等问题。
这些特性使得邦迪管在建筑、市政工程、电力工程等领域有着广泛的应用。
在建筑领域,邦迪管主要用于电气线路的敷设和保护。
由于其良好的绝缘性能,可以有效地防止电缆受潮、漏电等问题,保障电气设备的安全运行。
同时,邦迪管还具有耐腐蚀、耐磨损的特点,能够在恶劣的环境条件下长期使用,因此被广泛应用于室内外电气线路的安装。
在市政工程领域,邦迪管主要用于给水管道、排水管道、通风管道等的敷设。
由于其耐腐蚀、不易老化的特点,能够保证管道长期稳定运行,因此备受市政工程领域的青睐。
在电力工程领域,邦迪管主要用于电力线路的保护。
由于其良好的绝缘性能,能够有效地防止电缆受潮、漏电等问题,保障电力设备的安全运行。
同时,邦迪管还具有耐腐蚀、耐磨损的特点,能够在恶劣的环境条件下长期使用,因此被广泛应用于电力线路的安装。
总的来说,邦迪管作为一种优质的建筑材料,具有耐腐蚀、耐磨损、不易老化、良好的绝缘性能等优点,被广泛应用于建筑、市政工程、电力工程等领域。
它的出现,为这些领域的发展提供了有力的支持,也为人们的生活和工作带来了便利。
相信随着科技的不断进步,邦迪管的性能将会得到进一步的提升,为各行各业的发展带来更多的机遇和可能。
镀Galfan邦迪管生产线
一、项目简介
Galfan 合金就是指Zn+5%Al合金。
这种合金镀层较目前广泛采用的纯锌镀层的耐腐蚀性提高2-3倍。
邦迪管就是指直径在4.6-10.6的细钢管。
主要用作汽车、冰箱的导液、导气管。
邦迪管是用冷轧带钢薄板卷管、焊接、镀锌完成的。
目前国内仅有4-5条纯镀锌生产线,而且全部从国外引进。
国内还没有掌握此种产品的生产设备制造技术。
热镀Galfan 合金邦迪管生产线的技术水平居国内领先,其技术指标如下:
产品:热镀锌、热镀Galfan合金圆形帮迪管
年产量:断续生产2千吨、连续生产4。
5千吨
产品规格:φ3.18;φ4;φ4.76;φ6;φ6.35;φ8;φ10
镀层质量:平整、光滑、无瑕疵
防腐能力:盐雾试验72小时
二、市场前景
目前仅有4-5条纯镀锌的生产线,如果投产生产出高性能镀Galfan 合金的帮迪管,可打入电冰箱的市场。
明年国际汽车协会将对起汽车用邦迪管的耐蚀性能提出更高的要求,纯镀锌管将不能满足要求。
这将为Galfan 邦迪管提供现成的市场,为此项目的前景带来美好的希望。
项目建成后,年生产量可达到4000吨,产值5200万元,利润800万元。
三、规模与投资
年生产量2000吨,投资800万元;年产量4500吨,投资1500万元
四、生产设备
2 放料,清洗设备(含活套、对焊机)27.25 80
3 成型,方波焊机,冷凝系统,减径机,检测系
92.5 280
统(含控制部分)
4 退火炉及保护套管37 140 可选国产
5 保护气体发生装置9.25 85 可选国产
6 镀锌成套设备20 115 国产
7 两篮收管设备(含控制部分)49.75 60
8 钝化装置 2 2 国产
9 产品检测及包装设备 2 15
10 Galfan商标使用权费用 2 17 产品出口必须
11 设备出口包装费及调试费 5 2
合计251.75 797
9 厂房(150米*12米*6米)1800平米
10 水、电基础设施投资300千瓦
邦迪管生产线全景
五、效
益分析
a.产量:年产量:2000吨/年;年产4500吨/年
b.利润计算
1)全部国产生产线 2)部分引进生
产线
项目产品的年销售收入为:2400万元5400万元
项目产品的年成本及费用为:1480万元3330万元
项目产品的年增值税为:177万元398万元
项目产品的年销售税金及附加为:19万元44万元
项目产品的年利润总额为:901万元2026万元所得税率取33%,所以产品的年税后利润为:603万元1358万元六、合作方式技术转让或销售生产线
项目负责人:曹晓明,温鸣;
联系电话:26564771传真:26719188。