麻花钻几何参数测量说明书
- 格式:doc
- 大小:35.00 KB
- 文档页数:1
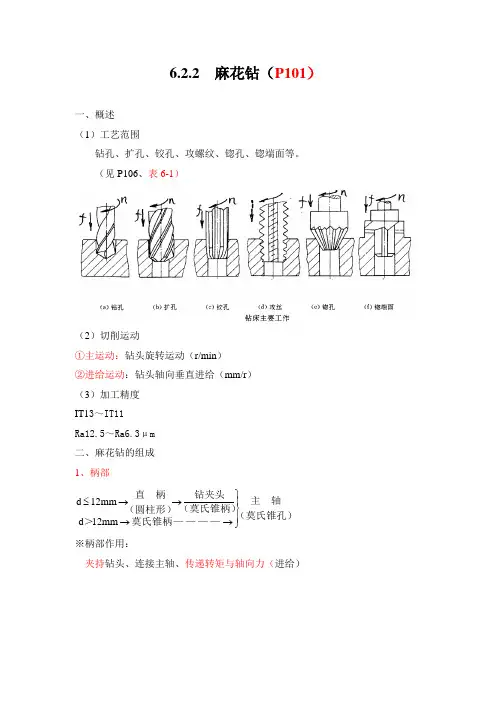
6.2.2 麻花钻(P101)一、概述 (1)工艺范围钻孔、扩孔、铰孔、攻螺纹、锪孔、锪端面等。
(见P106、表6-1)(2)切削运动①主运动:钻头旋转运动(r/min ) ②进给运动:钻头轴向垂直进给(mm/r ) (3)加工精度 IT13~IT11 Ra12.5~Ra6.3μm 二、麻花钻的组成 1、柄部(莫氏锥孔)主 轴————莫氏锥柄>(莫氏锥柄)钻夹头(圆柱形)直 柄⎪⎭⎪⎬⎫→→→→≤mm 12d 12mm d ※柄部作用:夹持钻头、连接主轴、传递转矩与轴向力(进给)2、颈部(1)磨削钻头直径时的退刀槽。
(2)打印规格与厂标处。
3、工作部分 (1)导向部分①(两条)螺旋槽⇒容屑;排屑通道。
②(两条)螺旋棱边(刃带)⇒钻头导向;保持圆的孔形。
(2)切削部分切削刃)切削作用(内孔车刀主、主切削刃圆锥面 后刀面螺旋面前刀面:切削刃形成的→⎭⎬⎫≈→→4217→刃带(棱边)→导向(前大后小) 3→副切削刃→修光和导向 8→副后刀面(7) 5:横刃※两个后刀面的交线(一条横刃)。
※切削条件差(V cmin ≈0;F f ↑;Q ↑)。
三、麻花钻的结构参数1、d :钻头直径,两刃带间的垂直距离。
⎪⎩⎪⎨⎧→→→擦。
减少刃带与孔壁间的摩前大后小)(~倒锥量>后前mm 10012.005.0d d2、d 0:钻心(两旁为螺旋槽) ※d 0=0.15d (mm )※前小后大(钻头轴向刚度↑)→正锥量→10024.1~(mm ) 3、螺旋角ββ:钻头刃带棱边螺旋线展开成的直线(斜边)与钻头轴线的夹角。
(1)主切削刃外径处(A 点)Pr.2tan 1-A πβ= 又:P =2π.r.tan βAP-钻头螺旋沟导程 (2)主切削刃钻心X 点:A 1x1-X r.tan .2.2tan P .2tan βπππβx r r -== A1-X r.tan tan ββxr =(3)⎩⎨⎧↓⇒→↑⇒→→minx x max A r βββββr 钻心孔 外径处 (4)→β实际上是钻头假定工作平面内的进给前角(γfx =β,见后面讲解)∴⎩⎨⎧↑↑最小、切削最差 钻心处 最大、切削轻快 外径处 fx min fx max fx γβγβγβ四、麻花钻的几何参数 1、基面与切削平面(图6-9) (1)基面P r :rA C P V A 基面 平面垂直的②且与该点平面在内的轴线点与钻头①过⇒⎭⎬⎫(2)切削平面P sSA rA P P A ⇒⇒⎭⎬⎫并垂直于基面②与主切削刃相切 点 ①过 见P11,还有: (3)P o 正交平面 (4)P f 进给平面(5)P p 背平面(复习P11)各点基面均不同。
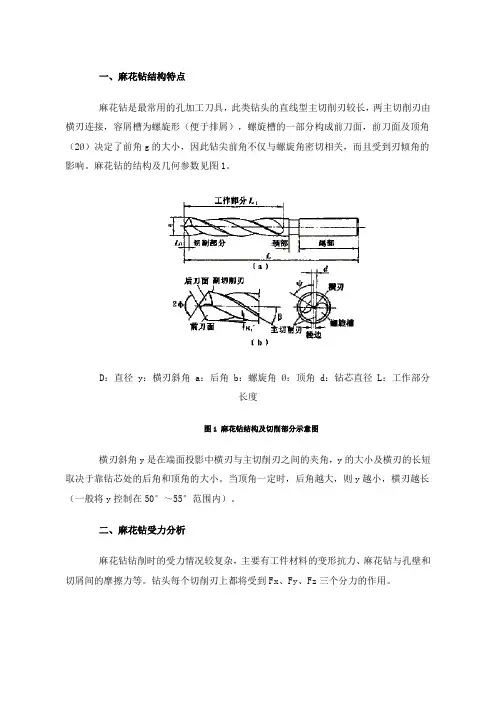
一、麻花钻结构特点麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2Ø)决定了前角g的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。
麻花钻的结构及几何参数见图1。
D:直径 y:横刃斜角 a:后角 b:螺旋角Ø:顶角 d:钻芯直径 L:工作部分长度图1 麻花钻结构及切削部分示意图横刃斜角y是在端面投影中横刃与主切削刃之间的夹角,y的大小及横刃的长短取决于靠钻芯处的后角和顶角的大小。
当顶角一定时,后角越大,则y越小,横刃越长(一般将y控制在50°~55°范围内)。
二、麻花钻受力分析麻花钻钻削时的受力情况较复杂,主要有工件材料的变形抗力、麻花钻与孔壁和切屑间的摩擦力等。
钻头每个切削刃上都将受到Fx、Fy、Fz三个分力的作用。
图2 麻花钻切削时的受力分析如图2所示,在理想情况下,切削刃受力基本上互相平衡。
其余的力为轴向力和圆周力,圆周力构成扭矩,加工时消耗主要功率。
麻花钻在切削力作用下产生横向弯曲、纵向弯曲及扭转变形,其中扭转变形最为显著。
扭矩主要由主切削刃上的切削力产生。
经有限元分析计算可知,普通钻尖切削刃上的扭矩约占总扭矩的80%,横刃产生的扭矩约占10%。
轴向力主要由横刃产生,普通钻尖横刃上产生的轴向力约占50%~60%,主切削刃上的轴向力约占40%。
图3 钻芯直径d-刚度Do关系曲线以直径D=20mm麻花钻为例,在其它参数不变情况下改变钻芯厚度,从其刚度变化曲线(见图3)可以看出,随着钻芯直径d增加,刚度Do增大,变形量减小。
由此可见,钻芯厚度增加明显增加了麻花钻工作时的轴向力,直接影响刀具切削性能,且刀具刚度的大小对加工几何精度也有影响。
由于普通麻花钻的横刃为大负前角切削,钻削时会发生严重挤压,不仅要产生较大轴向抗力,而且要产生较大扭矩。
对于一些厚钻芯钻头,如抛物线钻头(G钻头)和部分硬质合金钻头(其特点之一是将钻芯厚度由普通麻花钻直径的11%~15%加大到25%~60%)等,其刚性较好,钻孔直线度好,孔径精确,进给量可加大20%。
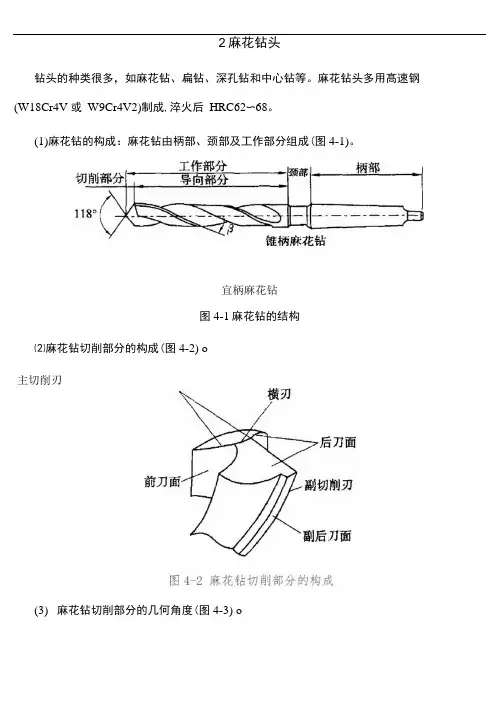
2麻花钻头钻头的种类很多,如麻花钻、扁钻、深孔钻和中心钻等。
麻花钻头多用髙速钢(W18Cr4V 或W9Cr4V2)制成,淬火后HRC62〜68。
(1)麻花钻的构成:麻花钻由柄部、颈部及工作部分组成(图4-1)。
宜柄麻花钻图4-1麻花钻的结构⑵麻花钻切削部分的构成(图4-2) o主切削刃(3)麻花钻切削部分的几何角度(图4-3) o图4-3麻花钻切削部分的几何角度2为顶角,Yo为前角,Q。
为后角,e为横刃斜角(4)麻花钻切削部分几何角度定义、作用及选择参数(表4-2)。
表4-2麻花钻切削部分几何角度定义、作用及选择参数,名符号定义与作用选择参数顶角2*钻头两主切削刃之间的夹角称为顶角。
它的大小主要影响钻尖的强度、前角和轴向力。
顶角大,钻尖强度大,并可加大前角,但钻削时轴向加工材料顶角钢、铸铁116°〜118°钢锻件120°〜125°镭钢、不锈钢135°〜150°黄铜、青铜130°〜140°紫铜125°〜130°(续表)(5)麻花钻的刃磨要求。
①根据加工材料磨出正确的钻顶角,钻材料为一般中等硬度的钢和铸铁时2d)=116°〜118° o②两条主切削刃与轴线的夹角应磨得相等,否则产生单边切削,也会使孔径扩大, 孔壁粗糙,同时加剧钻头磨损(图4-4a) o图4-4钻头刃磨质量对孔加工的影响a.顶角不对称b.切削刃长度不等③两条主切削刃的长度应磨得相等且成直线,否则钻孔时产生晃动,扩大孔径使孔壁粗糙(图4-4b) o④磨出恰当的后角,以确定正确的横刃斜角。
(6)麻花钻存在的问题及其修磨如表4-3所示。
表4-3麻花钻存在的问题极其修磨(续表)特点及应用主切削刃与陵边的交角(刀尖角匕)太小,容易磨损磨出双重顶修磨顶角角2° = 70°〜75% f.= 0. 2D. 可增大刀尖角& •改善刀尖处的散热条件•适于钻铸铁的较大直径的钻头主切削刃全宽同时参加切削,切屑变形大•切削较困开分屑槽在两个主后刀面[一修磨出错开的分屑槽•或由制造厂在前刀面上开出分屑槽•有利于分屑、排屑•适于钻钢料的大直径钻头(续表)主切削刃主外径处修磨前刀面将主切削刃外径处的前刀面磨去一块•以减小该处的前角,适于大直径钻头加工硬材料时增加主切削刃外径处的强度和避免钻黄铜时“扎刀”特点及应用棱刃无后角引起磨损修磨棱边磨出副后角3 = 6° ~ 8°"=0. 1 ~0・ 3 mm.b可减少棱边与孔壁的摩擦,提高钻头的使用寿命,适于钻较软材料和钻孔精度要求较高的大直径钻头。
一.麻花钻切削部分的几何角度钻头实际上相当于正反安装的两把内孔车刀的组合刀具,只是这两把内孔车刀的主切削刃高于工件中心(因为有钻心而形成横刃的缘故,钻心半径为)。
(1)基面和切削平面在分析麻花钻的几何角度时,首先必须弄清楚钻头的基面和切削平面。
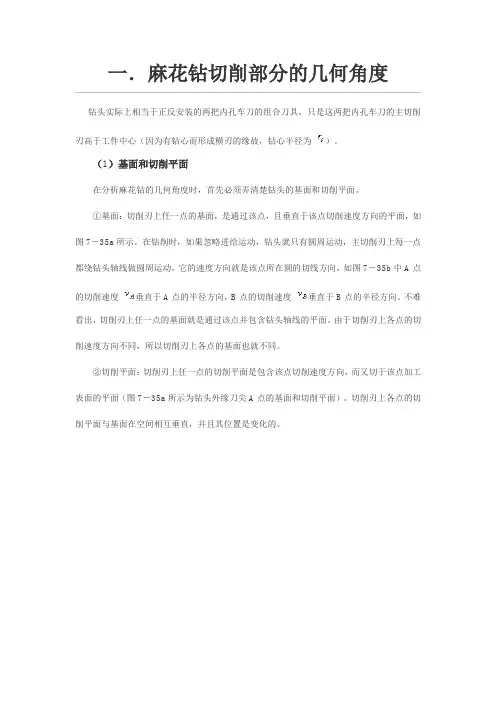
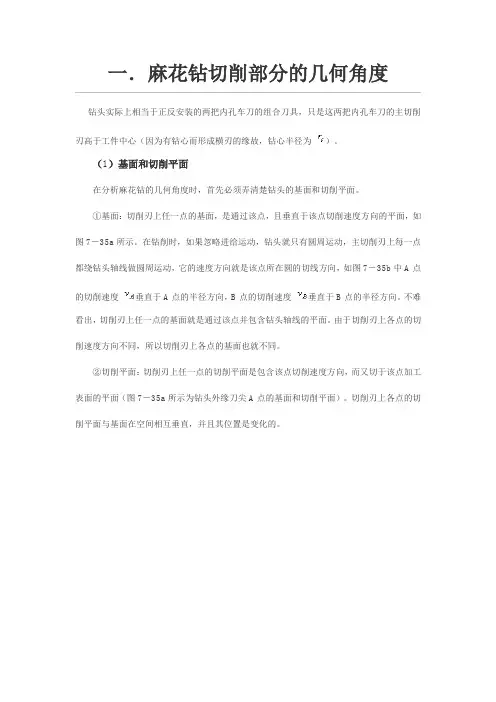
①基面:切削刃上任一点的基面,是通过该点,且垂直于该点切削速度方向的平面,如图7-35a所示。
在钻削时,如果忽略进给运动,钻头就只有圆周运动,主切削刃上每一点都绕钻头轴线做圆周运动,它的速度方向就是该点所在圆的切线方向,如图7-35b中A点的切削速度垂直于A点的半径方向,B点的切削速度垂直于B点的半径方向。
不难看出,切削刃上任一点的基面就是通过该点并包含钻头轴线的平面。
由于切削刃上各点的切削速度方向不同,所以切削刃上各点的基面也就不同。
②切削平面:切削刃上任一点的切削平面是包含该点切削速度方向,而又切于该点加工表面的平面(图7-35a所示为钻头外缘刀尖A点的基面和切削平面)。
切削刃上各点的切削平面与基面在空间相互垂直,并且其位置是变化的。
(2)主切削刃的几何角度(如图7-36所示)①端面刃倾角为方便起见,钻头的刃倾角通常在端平面内表示。
钻头主切削刃上某点的端面刃倾角是主切削刃在端平面的投影与该点基面之间的夹角。
如图7-36所示,其值总是负的。
且主切削刃上各点的端面刃倾角是变化的,愈靠近钻头中心端面刃倾角的绝对值愈大(见图7-36b)。
②主偏角麻花钻主切削刃上某点的主偏角是该点基面上主切削刃的投影与钻头进给方向之间的夹角。
由于主切削刃上各点的基面不同,各点的主偏角也随之改变。
主切削刃上各点的主偏角是变化的,外缘处大,钻心处小。
③前角麻花钻的前角是正交平面内前刀面与基面间的夹角。
由于主切削刃上各点的基面不同,所以主切削刃上各点的前角也是变化的,如图7-36所示。
前角的值从外缘到钻心附近大约由+30°减小到-30°,其切削条件很差。
④后角切削刃上任一点的后角,是该点的切削平面与后刀面之间的夹角。
一.麻花钻切削部分的几何角度钻头实际上相当于正反安装的两把内孔车刀的组合刀具,只是这两把内孔车刀的主切削刃高于工件中心(因为有钻心而形成横刃的缘故,钻心半径为)。
(1)基面和切削平面在分析麻花钻的几何角度时,首先必须弄清楚钻头的基面和切削平面。
①基面:切削刃上任一点的基面,是通过该点,且垂直于该点切削速度方向的平面,如图7-35a所示。
在钻削时,如果忽略进给运动,钻头就只有圆周运动,主切削刃上每一点都绕钻头轴线做圆周运动,它的速度方向就是该点所在圆的切线方向,如图7-35b中A点的切削速度垂直于A点的半径方向,B点的切削速度垂直于B点的半径方向。
不难看出,切削刃上任一点的基面就是通过该点并包含钻头轴线的平面。
由于切削刃上各点的切削速度方向不同,所以切削刃上各点的基面也就不同。
②切削平面:切削刃上任一点的切削平面是包含该点切削速度方向,而又切于该点加工表面的平面(图7-35a所示为钻头外缘刀尖A点的基面和切削平面)。
切削刃上各点的切削平面与基面在空间相互垂直,并且其位置是变化的。
(2)主切削刃的几何角度(如图7-36所示)①端面刃倾角为方便起见,钻头的刃倾角通常在端平面内表示。
钻头主切削刃上某点的端面刃倾角是主切削刃在端平面的投影与该点基面之间的夹角。
如图7-36所示,其值总是负的。
且主切削刃上各点的端面刃倾角是变化的,愈靠近钻头中心端面刃倾角的绝对值愈大(见图7-36b)。
②主偏角麻花钻主切削刃上某点的主偏角是该点基面上主切削刃的投影与钻头进给方向之间的夹角。
由于主切削刃上各点的基面不同,各点的主偏角也随之改变。
主切削刃上各点的主偏角是变化的,外缘处大,钻心处小。
③前角麻花钻的前角是正交平面内前刀面与基面间的夹角。
由于主切削刃上各点的基面不同,所以主切削刃上各点的前角也是变化的,如图7-36所示。
前角的值从外缘到钻心附近大约由+30°减小到-30°,其切削条件很差。
④后角切削刃上任一点的后角,是该点的切削平面与后刀面之间的夹角。

麻花钻钻孔参数麻花钻是一种常用于建筑、地质勘探和地下工程中的钻进工具,它的使用范围广泛,因此其参数和性能对于工程施工的质量和效率具有重要影响。
本文将从麻花钻的孔径、孔深、转速、进给速度、钻进压力等方面进行详细论述,以供相关专业人士参考。
一、孔径参数麻花钻的孔径是指钻头所能钻取的最大直径,它直接影响着岩石的爆破效果和孔内设备的安装。
孔径的选取需根据具体工程的要求和地质条件来确定,一般会根据岩层的硬度、强度和韧性等因素进行分析。
在一般的建筑工程中,孔径一般在50mm到200mm之间,而在地质勘探和地下工程中,孔径可能会更大一些,达到300mm以上。
二、孔深参数孔深是指麻花钻所能钻取的最大长度,它取决于钻头的结构和材料、钻机的功率和稳定性等因素。
在实际工程中,地下水位、地质构造和岩层的稳定性等都会对孔深的选择产生影响。
一般情况下,普通麻花钻的孔深在10米到100米之间,而一些特殊的超深孔麻花钻则可以达到数百米乃至千米。
三、转速参数麻花钻的转速是指钻杆在工作时的旋转速度,它直接影响着钻进效率和钻头的磨损情况。
一般来说,转速过快容易导致钻头磨损严重,而转速过慢则可能会导致效率低下。
合理选择转速有赖于对地层岩石的了解和对钻机性能的把握,一般来说,转速范围在100rpm 到1000rpm之间。
四、进给速度参数进给速度是指钻杆在钻进时的下压速度,它直接影响着孔壁的稳固性和钻芯的采集情况。
在钻取固体岩石时,进给速度过快可能导致钻头的卡钻和掉屑困难,而进给速度过慢则会增加钻进时间和成本。
通常情况下,麻花钻的进给速度在0.05m/s到0.5m/s之间,具体数值需要根据地层条件和岩石性质来确定。
五、钻进压力参数钻进压力是指在钻进过程中施加在钻头上的力量,它直接影响着岩石的破碎和钻芯的采集情况。
适当的钻进压力可以提高钻进效率,但如果压力过大则容易导致设备和工具的损坏。
在具体工程中,需要根据岩石性质和钻机性能来选择合适的钻进压力。
麻 花 钻《机械加工方法与通用设备》扬州市职业大学 机械工程学院1、麻花钻的组成及结构参数;2、麻花钻切削部分几何参数;3、麻花钻的结构特征。
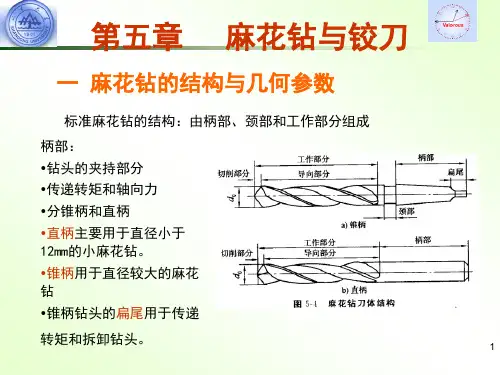
麻 花 钻柄部是钻头的夹持部分,用于联接机床,钻孔时传递转矩。
按麻花钻直径的大小,分为直柄(直径<12mm)和锥柄(直径>12mm)两种。
一、 麻花钻的组成由柄部、颈部和工作部分组成。
1、柄部颈部用于连接柄部和工作部分,供磨削时砂轮退刀和打印标记用。
直柄钻头没有颈部。
2、颈部麻花钻的工作部分是钻头的主要部分,由切削部分和导向部分组成。
切削部分 担负着切削工作,由两个前刀面、主后刀面、副后刀面、主切削刃、副切削刃及一个横刃组成。
导向部分 是当切削部分切入工件后起导向作用,也是切削部分的备磨部分。
3、工作部分标准麻花钻的切削部分由五刃(两条主切削刃、两条副切削刃和一条横刃)和六面(两个前刀面、两个主后刀面和两个副后刀面)组成。
与工件过渡表面(孔底)相对的端部两曲面螺旋槽与主后刀面的两条交线与工件已加工表面(孔壁)相对的两条棱边螺旋槽的螺旋面棱边与螺旋槽的两条交线两主后刀面在钻心处的交线五刃(两条主切削刃、两条副切削刃和一条横刃)和六面(两个前刀面、两个后刀面和两个副后刀面)组成。
1、直径d麻花钻的直径是钻头两刃带之间的垂直距离,它按标准尺寸系列或螺孔的底孔直径设计。
二、麻花钻的结构参数2、螺旋角β钻头外圆柱面与螺旋槽交线的切线与钻头轴线的夹角为螺旋角β。
tan 2x x r p βπ=在主切削刃上半径不同的点螺旋角不相等,越靠近钻头外缘处螺旋角↑,越靠近钻头中心,其螺旋角↓。
螺旋角↑,钻头的侧前角↑,钻头越锋利。
但是螺旋角过大,会削弱钻头强度,散热条件也差。
标准麻花钻的螺旋角一般在18°~30°,大直径取大值。
三、麻花钻切削部分的几何参数1、基面和切削平面Ø基面 麻花钻主切削刃上任一点的基面是通过该点并与该点切削速度方向垂直的平面,实际上是过该点与钻心连线的径向平面。
任务一刃磨麻花钻一、教学目的1、掌握麻花钻的结构和各部分作用。
2、熟悉麻花钻切削部分的几何参数。
3、掌握麻花钻的刃磨环节。
4、完毕麻花钻的刃磨。
二、任务情形描述图7-1-1是内圆柱面的基本类型,它与以前所学习轴类零件的区别在于多了内部结构,由于内圆柱面的加工是在零件的内部进行的,所以用以前接触的刀具无法进行加工,因此我们一方面来结识麻花钻。
三、设计任务图形及任务规定四、任务分析1、麻花钻顶角为118°。
2、麻花钻两条主切削刃对称且长度相等。
3、麻花钻的横刃斜角为55°.4、麻花钻的主后刀面的表面粗糙度为1.6μm五、刃磨麻花钻的基础素材(一)麻花钻的结构及其切削部分的几何参数图7-1-1 麻花钻的结构(二)麻花钻的刃磨1、麻花钻的刃磨规定:(1)麻花钻的两主切削刃应对称,也就是两主切削刃与麻花钻的轴线成相同的角度,并且长度相等。
(2)横刃斜角为55°。
麻花钻刃磨时,一般只刃磨两个主后面,但同时要保证后角、顶角和横刃斜角对的,所以麻花钻的刃磨是比较困难的。
对麻花钻的刃磨规定和钻削情况见表7-2.表7-1-2 麻花钻的刃磨情况对加工质量的影响2、麻花钻的刃磨方法及角度检查刃磨麻花钻如同刃磨车刀同样,也是车工必须纯熟掌握的一项基本功,麻花钻的刃磨方法见表7-1-3。
表7-1-3 麻花钻的刃磨方法及角度检查六、完毕任务1、学生分组把学生提成4—5人为一学习小组(或以实习小组为单位),规定每组有2名学习能力较强的学生。
每组推荐一名学生为考评员。
2、布置任务子任务一、结识麻花钻(1)麻花钻有哪几部分组成的,各部分的作用是什么?(2)麻花钻切削部分的名称?(3)麻花钻的重要角度有哪些?子任务二、刃磨麻花钻表7-1-4 麻花钻刃磨技能训练七、任务测评表7-1-5 麻花钻刃磨情况登记表序号工作内容情况描述存在问题改善措施1 顶角对称2 顶角大小3 切削刃长度相等4 横刃长短5 横刃斜角任务二钻孔和扩孔一、教学目的1、掌握钻孔时麻花钻的选择及安装。
浅谈中小型标准麻花钻的刃磨及检验方法作者:姜永胜来源:《职业·下旬刊》 2012年第3期文/姜永胜在金属切削加工中,孔加工是很常见的一种加工工艺技能,工厂中常用的孔加工方法有钻孔、车孔、镗孔、冲孔等,而这之中用标准麻花钻钻孔最为普遍,常见于车工、钳工、钻工等工种的应用中。
在这些加工应用中,刃磨标准麻花钻是首先要解决的问题。
古人云:工欲善其事,必先利其器。
麻花钻刃磨得好坏直接影响加工的质量、加工的效率、钻头的寿命。
在技工学校中,虽然有许多的实训环节,但由于刃磨刀具涉及安全及成本问题,学生练习不多,在教学中缺少有效的反馈,学生在有限的时间内无法可靠地掌握刃磨方法。
标准麻花钻的刃磨方法许多工艺书中虽也有讲解,但对刃磨的要求讲解较多,对刃磨的过程及控制分析较少,需要一定的实践积累才能领会。
那如何在有限的时间里让初学者尽快掌握刃磨的方法呢?有什么有效措施来保证刃磨质量呢?下面笔者结合本人工作的实际体会谈谈标准麻花钻的刃磨。
一、标准麻花钻几何角度的认识对麻花钻几何角度的认识是刃磨钻头的第一步,只有理解了,你才知道它的特性、它的要求,才知道怎样去控制它。
但在教学过程中,同学们都感到麻花钻的角度不好理解,很难懂,记不住。
其实,许多刀具的几何角度的理解都可从车刀上演化而来。
而对车刀大家都能很好地理解。
麻花钻的结构相当于两把内孔车刀的组合。
一把车刀有6个基本角度,而麻花钻主要是四个基本角度,由于麻花钻有螺旋排屑槽的影响,角度值会有一定的变化。
下面以60°外圆车刀与标准麻花钻角度作一对比,如图1和表所示。
二、刃磨要求标准麻花钻的刃磨要求如下:第一,标准顶角2φ为118°±2°。
但实际应用中顶角在100°~140°之间。
第二,外缘外的后角为6°~8°,自外缘向钻心逐渐增大。
第三,横刃斜角为55°,实际刃磨成50°~55°。
麻花钻钻孔参数麻花钻钻孔是一种用于钻取地下岩层的工具,具有广泛的应用,尤其在石油、天然气和地热等领域中起到重要作用。
麻花钻钻孔参数的选择对钻井作业的效率和安全性具有重要影响。
本文将详细介绍麻花钻钻孔的参数及其作用。
第一,麻花钻钻孔的直径。
麻花钻钻孔的直径是指钻头所钻取岩层的直径。
直径的选取主要依据包括岩层的硬度、孔壁的稳定性、孔内工作环境等多方面因素。
通常情况下,直径越大,孔壁越稳定,但是也会增加钻进的难度和成本。
在实际应用中需要综合考虑各方面因素,选取合适的直径参数。
第二,麻花钻钻孔的转速。
麻花钻头在钻取过程中需要通过旋转来传递功率和切削岩石。
而钻孔的转速则会影响到孔壁的稳定性、钻头的磨损以及岩屑的排出等。
合理的转速参数选取既能确保钻头充分切削岩石,又能保证钻进的安全和高效。
通常情况下,转速过高容易导致钻头磨损加剧和孔壁不稳定,而转速过低则可能造成切削效率低下。
需要根据具体的地质条件和钻取工艺来合理确定钻孔的转速。
麻花钻钻孔的进给速度。
进给速度是指钻头在钻取过程中向前推进的速度。
合适的进给速度能够保证钻头充分切削岩石,并且有利于排除岩屑和降低钻头的磨损。
不同的岩层和地质条件会对进给速度提出不同的要求。
在软层时,速度可以适当加快,以提高钻进效率;在硬层时,应适当减慢速度来降低钻头的磨损。
进给速度的选择需要根据具体的钻井工艺和地质条件来合理确定。
第四,麻花钻钻孔的冲击频率。
冲击频率是指钻孔过程中钻头对岩石的冲击次数。
合适的冲击频率能够提高钻头的钻进效率,并且有利于降低钻头的磨损。
但是冲击频率过高会导致能量的浪费和钻头的过早磨损,而冲击频率过低则容易导致钻头切削效率低下。
需要根据具体的地质条件和工艺要求来合理确定冲击频率。
麻花钻钻孔参数的选择对钻井作业的效率和安全性具有重要影响。
在实际应用中,需要结合具体的地质条件和工艺要求来综合考虑各项参数,以确保钻井作业的顺利进行。