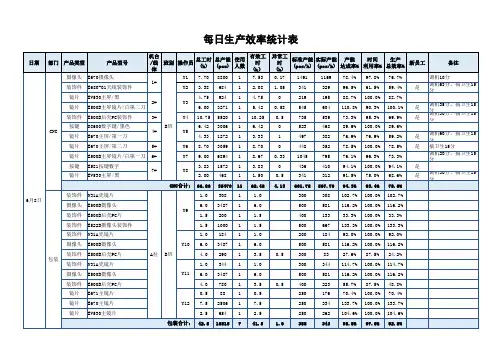
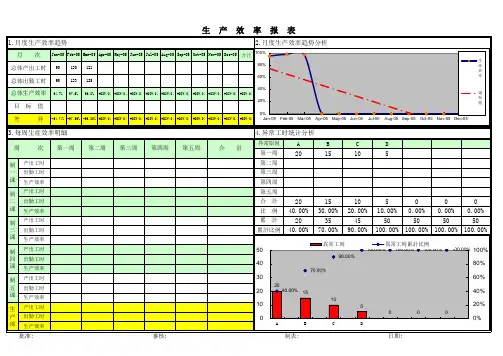
生产效率统计表-带公式-直接使用
- 格式:xls
- 大小:27.00 KB
- 文档页数:1
效率(efficiency)是指有用功率对驱动功率的比值,同时也引申出了多种含义。
效率也分为很多种,比如机械效率(mechanical efficiency)、热效率(thermal efficiency )等。
效率与做功的快慢没有直接关系。
工厂效率的含义太广泛了,不好用统一的公式表示。
而设备的利用率可以用以下公计算:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100% 公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数×100%数控机床技术人员“综合素质低”。
用户缺少高级编程人员、操作人员、维修人员等复合型应用型专业人才。
用户若选购一台较复杂、功能齐全、较为先进的数控机床,如果没有适当人去操作使用和编程,没有熟练的维修工去维护修理,再好的机床也不可能用好。
编程“效率低”。
据国外统计,手工编程时,一个零件的编程时间与机床实际加工时间之比约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序一时编制不出而耽搁的。
维修“时间长”,维修工作跟不上。
目前国内除少数大厂配有专业维修队伍以外,大部分使用单位很难配备技术水平高的维修人员。
1.1 标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。
即加工每件(套)产品的所有工位有效作业时间的总和。
制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。
备注:直接工时:指直接作业的人员作业工时;间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时;1.2 标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。


效率(efficiency)是指有用功率对驱动功率的比值,同时也引申出了多种含义。
效率也分为很多种,比如机械效率(mechanical efficiency)、热效率(thermal efficiency )等。
效率与做功的快慢没有直接关系。
工厂效率的含义太广泛了,不好用统一的公式表示。
而设备的利用率可以用以下公计算:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100% 公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数×100%数控机床技术人员“综合素质低”。
用户缺少高级编程人员、操作人员、维修人员等复合型应用型专业人才。
用户若选购一台较复杂、功能齐全、较为先进的数控机床,如果没有适当人去操作使用和编程,没有熟练的维修工去维护修理,再好的机床也不可能用好。
编程“效率低”。
据国外统计,手工编程时,一个零件的编程时间与机床实际加工时间之比约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序一时编制不出而耽搁的。
维修“时间长”,维修工作跟不上。
目前国内除少数大厂配有专业维修队伍以外,大部分使用单位很难配备技术水平高的维修人员。
标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。
即加工每件(套)产品的所有工位有效作业时间的总和。
制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。
备注:直接工时:指直接作业的人员作业工时;间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时;标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。

效率(efficiency)是指有用功率对驱动功率的比值,同时也引申出了多种含义。
效率也分为很多种,比如机械效率(mechanical efficiency)、热效率(thermal efficiency )等。
效率与做功的快慢没有直接关系。
工厂效率的含义太广泛了,不好用统一的公式表示。
而设备的利用率可以用以下公计算:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100% 公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数×100%数控机床技术人员“综合素质低”。
用户缺少高级编程人员、操作人员、维修人员等复合型应用型专业人才。
用户若选购一台较复杂、功能齐全、较为先进的数控机床,如果没有适当人去操作使用和编程,没有熟练的维修工去维护修理,再好的机床也不可能用好。
编程“效率低”。
据国外统计,手工编程时,一个零件的编程时间与机床实际加工时间之比约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序一时编制不出而耽搁的。
维修“时间长”,维修工作跟不上。
目前国内除少数大厂配有专业维修队伍以外,大部分使用单位很难配备技术水平高的维修人员。
1.1 标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。
即加工每件(套)产品的所有工位有效作业时间的总和。
制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。
备注:直接工时:指直接作业的人员作业工时;间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时;1.2 标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。

效率(efficiency)是指有用功率对驱动功率的比值,同时也引申出了多种含义。
效率也分为很多种,比如机械效率(mechanical efficiency)、热效率(thermal efficiency )等。
效率与做功的快慢没有直接关系。
工厂效率的含义太广泛了,不好用统一的公式表示。
而设备的利用率可以用以下公计算:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100% 公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数×100%数控机床技术人员“综合素质低”。
用户缺少高级编程人员、操作人员、维修人员等复合型应用型专业人才。
用户若选购一台较复杂、功能齐全、较为先进的数控机床,如果没有适当人去操作使用和编程,没有熟练的维修工去维护修理,再好的机床也不可能用好。
编程“效率低”。
据国外统计,手工编程时,一个零件的编程时间与机床实际加工时间之比约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序一时编制不出而耽搁的。
维修“时间长”,维修工作跟不上。
目前国内除少数大厂配有专业维修队伍以外,大部分使用单位很难配备技术水平高的维修人员。
标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。
即加工每件(套)产品的所有工位有效作业时间的总和。
制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。
备注:直接工时:指直接作业的人员作业工时;间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时;标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量。

效率(efficiency)是指有用功率对驱动功率的比值,同时也引申出了多种含义。
效率也分为很多种,比如机械效率(mechanical efficiency)、热效率(thermal efficiency )等。
效率与做功的快慢没有直接关系。
工厂效率的含义太广泛了,不好用统一的公式表示.而设备的利用率可以用以下公计算:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%公式二:设备利用率=每班次(天)实际开机时数/ 每班次(天)应开机时数×100%公式三:设备利用率=某抽样时刻的开机台数/ 设备总台数×100%数控机床技术人员“综合素质低".用户缺少高级编程人员、操作人员、维修人员等复合型应用型专业人才。
用户若选购一台较复杂、功能齐全、较为先进的数控机床,如果没有适当人去操作使用和编程,没有熟练的维修工去维护修理,再好的机床也不可能用好。
编程“效率低"。
据国外统计,手工编程时,一个零件的编程时间与机床实际加工时间之比约为30:1,而数控机床不能开动的原因中有20%~30%是由于加工程序一时编制不出而耽搁的。
维修“时间长”,维修工作跟不上。
目前国内除少数大厂配有专业维修队伍以外,大部分使用单位很难配备技术水平高的维修人员.1。
1 标准工时:指在正常情况下,从零件到成品直接影响成品完成的有效动作时间,其包含直接工时与间接工时。
即加工每件(套)产品的所有工位有效作业时间的总和。
制定方法:对现有各个工位(熟练工人)所有的有效工作时间进行测定,把所有组成产品的加工工位的工时,考虑车间生产的均衡程度、环境对工人的影响、以及工人的疲劳生产信息等因素后,计算得到标准工时。
备注:直接工时:指直接作业的人员作业工时;间接工时:指对现场直接作业工人进行必需的管理和辅助作业的人员,根据现车间管理组织的特点,车间除主任和直接作业人员外产生的工时;1.2 标准人力:指在设定的产量目标前提下,根据标准工时和实际生产状况,生产单位所配置的合理的人力数量.1。