大族激光产品简介ppt课件
- 格式:ppt
- 大小:1.76 MB
- 文档页数:28
大族pa系统说明书
PA系统是基于PC技术的开放式数控系统(CNC),开放式CNC 技术代表着全球数控领域的最前沿技术,其先进的技术先后被世界多家著名的自动化公司所采用。
由深圳大族激光科技股份有限公司与德国Power Automation GmbH公司(英文简称PA)共同出资组建的深圳大族彼岸数字控制软件技术有限公司(中文简称大族彼岸,英文简称HAN'S PA),专门从事机床数控系统(PA系统)的研发、生产、销售与服务。
大族彼岸主导产品PA8000系列全功能数控系统,是基于PC技术的开放式数控系统,被广泛应于车、铣、钻、镗、磨以及复合机床、激光切割等各种机械加工领域。
HAN'S PA致力于成为中国机床控制系统的优秀供应商,HAN'S PA将按照中国客户的要求,依照世界级质量标准,研发和制造优良的数控系统。
操作方法:
1、打开ps软件,文件—新建,弹出对话框,在文件类型下拉框选择画板,并调整宽高数值,确认即可。
2、在右边的图层中点击画板组,画板处于选中状态。
3、鼠标移到选中状态的画板,摁住alt键+鼠标左键不放拖拉复制到合适位置放开即可,重复动作复制多个画板。
附件一:多头 CO2激光毛化设备生产能力及技术参数第一节、多头CO2激光毛化技术的意义、原理、特点和设备基本组成1、CO2激光毛化的作用具有特殊表面形貌的冷轧薄钢板在制造业中有着广泛的应用,特别是在汽车和家电产业中。
毛化冷轧薄钢板是由表面经毛化处理的轧辊轧制而成的,其毛化的表面形貌特征对钢板的深冲、涂装等工艺性能影响极大。
为了改善冷轧薄钢板的板型、深冲性、延伸率和涂镀性能,在冷轧薄板生产工艺中,要求对冷轧工作辊的辊面进行毛化处理,然后轧制出满足用户特殊工艺要求的冷轧毛化钢板。
本设备采用多头CO2激光毛化轧辊技术,具有毛化加工效率高、毛化点可控性好、设备稳定可靠的优点。
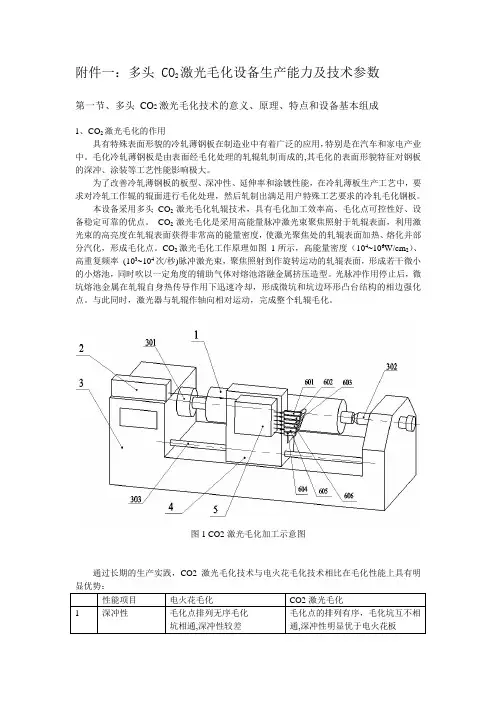
CO2激光毛化是采用高能量脉冲激光束聚焦照射于轧辊表面,利用激光束的高亮度在轧辊表面获得非常高的能量密度,使激光聚焦处的轧辊表面加热、熔化并部分汽化,形成毛化点。
CO2激光毛化工作原理如图1所示,高能量密度(104~106W/cm2)、高重复频率(103~104次/秒)脉冲激光束,聚焦照射到作旋转运动的轧辊表面,形成若干微小的小熔池,同时吹以一定角度的辅助气体对熔池溶融金属挤压造型。
光脉冲作用停止后,微坑熔池金属在轧辊自身热传导作用下迅速冷却,形成微坑和坑边环形凸台结构的相边强化点。
与此同时,激光器与轧辊作轴向相对运动,完成整个轧辊毛化。
图1 CO2激光毛化加工示意图通过长期的生产实践,CO2激光毛化技术与电火花毛化技术相比在毛化性能上具有明显优势:CO2激光毛化的主要作用1、用于平整机的工作辊。
使钢板(带钢)表面最终形成满足用户对粗糙度值、密度值以及其他特殊表面构造和形貌的要求。
有利于钢板(带钢)在再成形过程中的延伸冲压效果,减少冲压件表面划伤,保证冲压件均匀变形,减少模具受力及损耗。
可根据用户的需要,生产出各种汽车用板、家电用板、轻工用板、防伪板、造币板、异面织构板、特制花纹板、激光乌泽板(Laser Matte Steel)等。
HAN’S LASER MARKING SOFTWARE 5.3用户手册请在使用前阅读本手册。
在阅读完毕后,请妥善保管本手册,以备将来参考。
前言声明欢迎使用HAN’S LASER MARKING SOFTWARE 5.3 系统,该系统是一个基于矢量图形打标并具备扩展文字处理、精确绘图和精美打标功能的打标控制软件。
在改进已有版本的种种不足的基础上,新添了许多实用的工具和功能(无级缩放、排序功能、模拟量控制、速度优化等,详细情况请见说明)。
它帮助用户以更快捷、更精确的方式工作,同时该版本支持的操作系统为 Windows XP,使系统能够在更稳定可靠的环境中运行,极大提高软件运行的可靠性。
HAN’S LASER MARKING SOFTWARE 5.3 控制软件运行需相应的硬件支持。
HAN’S LASER MARKING SOFTWARE 5.3 控制软件系深圳市大族软件技术有限公司自主研发,具有独立的版权。
本程序受版权法及国际版权合约的保护,未经合法授权而擅自复制此软件的全部或部分,将要承担严厉的法律责任。
关于注册商标、商标本手册记载的公司名称以及产品名称是各公司的注册商标或商标手册构成 其它操作对打标软件安装和界面进行说明。
对打标软件中关于各种形式的打标进行介绍。
对整个打标控制系统各部分的连接、设置、调试方法进行了介绍。
对打标软件按键绑定、权限管理、故障检查和软件加密进行了介绍。
附录对AUTOCAD 2000和AUTOCAD R13的PLT 出图步骤进行介绍。
第一章 概述1-1 打标软件概述…………………………………………………………………………………………………1-2打标软件和计算机的关系………………………………………………………………………1-2 打标软件和打标整机的关系…………………………………………………………………1-21-2 激光标记介绍………………………………………………………………………………………………1-3激光标记的特点………………………………………………………………………………………1-3 激光标记分类……………………………………………………………………………………………1-3第二章 操作前准备2-1 软件的安装要求……………………………………………………………………………………………2-2安装环境要求……………………………………………………………………………………………2-2 安装前准备…………………………………………………………………………………………………2-22-2 软件的安装过程……………………………………………………………………………………………2-3软件安装过程……………………………………………………………………………………………2-3 EMCC卡驱动的安装……………………………………………………………………………………2-82-3 软件的界面……………………………………………………………………………………………………2-11用户界面……………………………………………………………………………………………………2-112-4 菜单及工具栏………………………………………………………………………………………………2-12标题栏…………………………………………………………………………………………………………2-12 菜单栏…………………………………………………………………………………………………………2-23 状态……………………………………………………………………………………………………………2-23 工作区…………………………………………………………………………………………………………2-23 有效打标区………………………………………………………………………………………………2-23 无级缩放……………………………………………………………………………………………………2-24第三章 绘图说明3-1 图形创建…………………………………………………………………………………………………………3-2绘图菜单概述……………………………………………………………………………………………3-2目录点取………………………………………………………………………………………………………………3-2手动绘图………………………………………………………………………………………………………3-6矩形………………………………………………………………………………………………………………3-6椭圆………………………………………………………………………………………………………………3-7多边形…………………………………………………………………………………………………………3-8网格………………………………………………………………………………………………………………3-9虚拟对象……………………………………………………………………………………………….3-10文本及跳号………………………………………………………………………………………………3-12条码……………………………………………………………………………………………………………3-15外部文件导入……………………………………………………………………………………………3-20内部生成PLT导出……………………………………………………………………………………3-22 3-2 图形编辑…………………………………………………………………………………………………………3-23点的编辑……………………………………………………………………………………………………3-23矢量图的填充设置…………………………………………………………………………………3-25位图设置……………………………………………………………………………………………………3-28图形排列……………………………………………………………………………………………………3-28对象属性……………………………………………………………………………………………………3-35图层运用……………………………………………………………………………………………………3-38对象列表……………………………………………………………………………………………………3-39 第四章打标控制4-1 普通打标…………………………………………………………………………………………………………4-2打标菜单……………………………………………………………………………………………………4-2通用打标……………………………………………………………………………………………………4-2 4-2 多文档打标……………………………………………………………………………………………………4-6多文档打标概述………………………………………………………………………………………4-6多文档打标………………………………………………………………………………………………4-6IO多文档打标……………………………………………………………………………………………4-8 4-3 脱机打标……………………………………………………………………………………………………4-10脱机打标概述…………………………………………………………………………………………4-10单文档脱机打标操作……………………………………………………………………………4-10外部信号选择文档脱机打标操作………………………………………………………4-11 第五章参数设置5-1 打标参数………………………………………………………………………………………………………5-2打标参数的定义和作用…………………………………………………………………………5-2打标参数的保存和启用…………………………………………………………………………5-7 5-2 系统参数…………………………………………………………………………………………………………5-8系统参数设置界面……………………………………………………………………………………5-8系统参数定义和作用………………………………………………………………………………5-8系统参数导出和导入 ……………………………………………………………………………5-11灰度设置……………………………………………………………………………………………………5-12M值调节………………………………………………………………………………………………………5-13编辑自定义字体………………………………………………………………………………………5-155-3 校正设置 ………………………………………………………………………………………………………5-17校正设置概述……………………………………………………………………………………………5-17校正设置方法……………………………………………………………………………………………5-17第六章整机调试6-1 硬件设置………………………………………………………………………………………………………6-2EMCC打标控制卡接口……………………………………………………………………………6-2 6-2 Q驱设置…………………………………………………………………………………………………………6-9Q驱设置(GOOCH Q驱)………………………………………………………………6-4 6-3 软件设置……………………………………………………………………………………………………6-10激光器类型选择……………………………………………………………………………………6-10M值参数设置…………………………………………………………………………………6-11打标参数设置…………………………………………………………………………………6-12设置总结表……………………………………………………………………………………6-15 第七章其它操作7-1 按键绑定…………………………………………………………………………………………………………7-2常用快捷键…………………………………………………………………………………………………7-2按键绑定设置……………………………………………………………………………………………7-2 7-2 权限管理…………………………………………………………………………………………………………7-4权限管理……………………………………………………………………………………………………7-4用户切换……………………………………………………………………………………………………7-4 7-3 故障检查…………………………………………………………………………………………………………7-6控制卡的连接……………………………………………………………………………………………7-6激光器故障和安全门报警………………………………………………………………………7-7 7-4 软件加密…………………………………………………………………………………………………………7-8软件加密介绍……………………………………………………………………………………………7-8 第八章附录8-1 AutoCAD2000出图……………………………………………………………………………………………8-28-2 AutoCAD R13出图……………………………………………………………………………………………8-9对打标软件作用和激光标记特点进行说明。

激光焊接概述激光焊接是激光材料加工技术应用的重要方面之一,大族激光激光焊接机主要分为脉冲激光焊接和连续激光焊接两种。
脉冲激光主要用于1 m m厚度以内薄壁金属材料的点焊和缝焊,其焊接过程属于热传导型,即激光辐射加热工件表面,再通过热传导向材料内部扩散,通过控制激光脉冲的波形,宽度,峰值功率和重复频率等参数,使工件之间形成良好的连接。
在3 C产品外壳、锂电池、电子元器件、模具补焊等行业有着大量的应用。
脉冲激光焊接最大的优点是工件整体温升很小,热影响范围小,工件变形小。
连续激光焊接大部分都是高功率激光器,功率在5 0 0瓦以上,一般1 m m以上的板材都应该使用这种激光器。
其焊接机理是基于小孔效应的深熔焊,深宽比大,可达到5︰1以上,焊接速度快,热变形小。
在机械、汽车、船舶等行业有着广泛的应用。
还有一部分小功率连续激光器,功率在几十到几百瓦之间,它们在塑料焊接及激光钎焊这些行业使用得比较多。
激光器工作原理:YAG激光器的工作原理:激光电源首先把脉冲氙灯点着,通过激光电源对氙灯脉冲放电,形成一定频率,一定脉宽的光波,该光波经过聚光腔辐射到Nd 3+:YAG激光晶体上,激发Nd 3+:YAG激光晶体发光,再经过激光谐振腔谐振之后,发出波长为1064nm脉冲激光,该脉冲激光经过扩束、反射、(或经光纤传输)聚焦后打在所要焊接的物体上;在PLC或工业PC机的控制下,移动数控工作台,从而完成焊接。
焊接时所需要的脉冲激光的频率、脉宽、波形、工作台速度、移动方向均可用单片机、PLC或工业PC机来控制,通过对激光的频率、脉宽的不同设定可调节控制脉冲激光的能量。
光纤激光器的工作原理:当泵浦光通过光纤中的稀土离子时,就会被稀土离子所吸收。
这时吸收光子能量的稀土原子电子就会激励到较高激射能级,从而实现离子数反转,反转后的离子数就会以辐射形式从高能级转移到基态,并且释放出能量,完成受激辐射。
光纤激光器产生的激光通过光纤输出,并与配套的工作台配合,完成相应的焊接。
大族激光焊接工艺1.激光焊接概述激光焊接是激光材料加工技术应用重要方面之一,大族激光激光焊接机重要分为脉冲激光焊接和持续激光焊接两种。
脉冲激光重要用于1 m m厚度以内薄壁金属材料点焊和缝焊,其焊接过程属于热传导型,即激光辐射加热工件表面,再通过热传导向材料内部扩散,通过控制激光脉冲波形,宽度,峰值功率和重复频率等参数,使工件之间形成良好连接。
在 3 C产品外壳、锂电池,电子元器件、模具补焊等行业有着大量应用。
脉冲激光焊接最大长处是工件整体很小,热影响范畴小,工件变形小。
持续激光焊接大某些都是高功率激光器,功率在5 0 0瓦以上,普通1 m m以上板材都应当使用这种激光器。
其焊接机理是基于小孔效应深熔焊,深宽比大,可达到5︰1以上,焊接速度快,热变形小。
在机械、汽车、船舶等行业有着广泛应用。
尚有一某些小功率持续激光器,功率在几十到几百瓦之间,它们在塑料焊接及激光钎焊这些行业使用得比较多2.激光器工作原理:2.1 YAG激光器工作原理:激光电源一方面把脉冲氙灯点着,通过激光电源对氙灯脉冲放电,形成一定频率,一定脉宽光波,该光波通过聚光腔辐射到Nd 3+:YAG激光晶体上,激发Nd 3+:YAG激光晶体发光,再通过激光谐振腔谐振之后,发出波长为1064n脉冲激光,该脉冲激光通过扩束、反射、(或经光纤传播)聚焦后打在所要焊接物体上;在PLC或工业PC机控制下,移动数控工作台,从而完毕焊接。
焊接时所需要脉冲激光频率、脉宽、波形、工作台速度、移动方向均可用单片机、PLC或工业PC机来控制,通过对激光频率、脉宽不同设定可调节控制脉冲激光能量。
2.2光纤激光器工作原理:当泵浦光通过光纤中稀土离子时,就会被稀土离子所吸取。
这时吸取光子能量稀土原子电子就会勉励到较高激射能级,从而实现离子数反转,反转后离子数就会以辐射形式从高能级转移到基态,并且释放出能量,完毕受激辐射。
光纤激光器产生激光通过光纤输出,并与配套工作台配合,完毕相应焊接。