MasterCAM数控编程培训课件
- 格式:pptx
- 大小:3.51 MB
- 文档页数:27

MasterCAM在数控铣编程中的应用
机械系 袁凤艳
摘要: 随着MasterCAM软件的广泛推广应用,虽然软件入门比较容易,但要把加工程序编好却不是一件容易的事情。在数控铣编程时对于走刀路线和加工方式的选择时,会发现下刀点和进退刀量在编程时变的尤为重要。
外形需要挖槽的时候,我们可以指定从毛坯外部下刀。但如果要在封闭的区域进行挖槽加工,下刀就需特别注意。在使用MasterCAM挖槽加工方式编程时,如何使加工效率最高,路径近可能优化,不扎刀。合理的选择下刀点和工艺,能很好的解决挖槽加工扎刀的问题。本人结合自己的生产经验,本文通过MasterCAM软件的应用解决编程时下刀位置和最大进退刀量。
关键词:MasterCAM、下刀位置、最大进退刀量、切入切出
一、铣削加工工艺
合理地选择进给路线不但可以提高切削效率,还可以提高零件的表面精度,在确定进给路线时,首先应遵循数控工艺所要求的原则。对于数控铣床,还应重点考虑几个方面:
(1)能保证零件的加工精度和表面粗糙度的要求;
(2)使走刀路线最短,既可简化程序段,又可减少刀具空行程时间,提高加工效率;
(3)应使数值计算简单,程序段数量少,以减少编程工作量。
1.铣削平面类零件的进给路线
铣削平面类零件外轮廓时,一般采用立铣刀侧刃进行切削。为减少接刀痕迹,保证零件表面质量,对刀具的切入和切出程序需要精心设计。
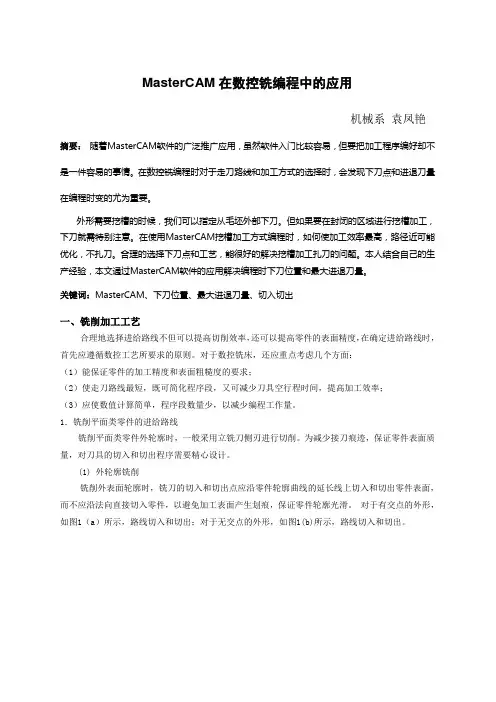
(1) 外轮廓铣削
铣削外表面轮廓时,铣刀的切入和切出点应沿零件轮廓曲线的延长线上切入和切出零件表面,而不应沿法向直接切入零件,以避免加工表面产生划痕,保证零件轮廓光滑。 对于有交点的外形,如图1(a)所示,路线切入和切出;对于无交点的外形,如图1(b)所示,路线切入和切出。
(a) (b)

I .科研筮展…………………………. 基于MasterCAM零件数控加工编程的介绍 溧阳市天目湖中等专业学校周 华 【摘要】到现在为止我们接触的数控加工编程有两种:手动编程和自动编程。手动编程虽然不需要软件辅助,但是由于编程人员在手动编制程序时可能会产生问题,而 自动编程却不会。因此掌握自动编程是十分重要的。本文通过当前主流自动编程软件MasterCAM软件的特点和应用方法针对实训课题进行造型加工,从而达到就如何运用 MasterCAM进行机械设计和加工进行了说明。 【关键词】数控加工;Master(:AM;CAD/CAM;自动编程 随着现代机械工业的发展,计算机辅助 设计(CAD)和计算机辅助制造(CAM)已显示出 巨大的潜力,并广泛应用于产品设计和机械 制造中,使用CAD/CAM系统产生的NC程序代码 可以替代传统的手工编程,运用CAD/CAM进行 零件的设计和加工制造,可使企业提高设计 质量,缩短生产周期,降低产品成本,从而 取得良好的经济效益。MasterCAM软件是美国 的CNC Software公司开发的基于Pc平台的cAD/ CAM系统,由于它对硬件要求不高,并且操作 灵活、易学易用并具有良好的价格性能比,因 而深受广大企业用户和工程技术人员的欢迎, 广泛应用于机械加工、模具制造、汽车工业和 航天工业等领域,它具有二维几何图形设计、 三维曲面设计、刀具路径模拟、加工实体模拟 等功能,并提供友好的人机交互,从而实现了 从产品的几何设计到加工制造的CAD/cAM一体 化。是目前世界上应用最广泛的CAD/CAM软件 之‘。 1.MasterGAM的数控加工功能与应用 MasterCAM是一种功能强大cAD/cAM软件, 由CAD和CAM两大部分组成,并分成Design(造 型),Mil1(铣削加工)、Lathe(车削加工)和 Wire(线切割)4个功能模块。集设计与制造于 体,通过对所设计的零件进行加工工艺分 析,并绘制,L何图形及建模,以合理的加工步 骤得到刀具路径,通过程序的后处理生成数控 加工指令代码,输人到数控机床既可完成加 工。下面我们就结合实例介绍MasterCAM软件 在数控加工自动编程中的使用。 1.1零件加工工艺分析 图1所示为加工的零件图,在运用MasterCAM 软件对零件进行数控加工自动编程前,首先要 对零件进行加工工艺分析,确定合理的加工顺 序,在保证零件的表面粗糙度和加工精度的同 时,要尽量减少换刀次数,提高加工效率,并 充分考虑零件的形状、尺寸和加工精度,以及 零件刚度和变形等因素,做到先粗加工后精加 工;先加工主要表面后加工次要表面;先加工 基准面后加工其他表面。 图l所示零件可通过铣削加工完成,所用 刀具有平刀、中心钻、钻头及球刀等。该零件 在数控加工中心上加工的工艺流程为:点孔 中心、钻孔、轮廓加工、挖槽等。该零件如 果采用循环指令进行编程,则程序包括以下几 部分:1)坐标系及加工工艺参数的指定程序; 2)点中心孔、钻孔;3)轮廓循环的粗、精加 工程序i 4)挖槽。 1.2零件的几何建模 建立零件的几何模型是实现数控加工的 基础,MasterCAM四大模块中的任何一个模块 都具有进行二维或三维的设计功能,具有较强 (CAD)绘图功能。可以运用Design模块建模, 也可以根据加工要求使用Mi1】模块、Lathe模 块和Wire模块直接建模,在进行零件的建模 时,无需画出整个零件的模型来,只需要画出 其加工部分的轮廓线即可,加工尺寸、形位公 差及配合公差可以不标出,这样既节省建模时 间,又能满足数控加工的需要;建模时,应根 据零件的实际尺寸来绘制,以保证计算生成的 刀具路径坐标的正确性:并可将不同的加工工 序分别绘制于不同的图层内,利用MasterCAM 中图层的功能,在确定刀具路径时,加以调用 或隐藏,以选择加工需要的轮廓线。图1所示 加工的零件,在建模绘图的过程中不需要把 零件图全部画出来,只需要画出零件的轮廓即 可。

仿真,建馥ICADICAMICAEICAPP
MasterCAM刀具切削边界功能在数控铣编程中的应用
殷勤
(中山职业技术学院,广东中山528404)
摘要:从应用的角度介绍了MasterCAM的刀具切削边界功能在数控铣削力Ⅱ工自动编程中的应用 比较了各种 切削 _
力界 理方 不 零 的勿r枣甥邑 ÷|一。 薯薯≈ 。 l毒 ≯ | . ÷。 缮 MasterCAM 刀具 男 豢 窨 工 一。 :| | _誊≯ |嚣一 | | | 囝分娄号:TG659 群 碍 A i i002 ̄2333(20i0)04 ̄0083| 2|| 。
Application of the Mastercam Contain Function in the Numerical Control Milling Automatic Programming YINQin
Abstract: Fhe function of contain in MasterCAM were introduced from diferent views,and processing effects and
applications of the precision processing method through which the workpieces were manufactured were compared. Key words:MasterCA M;contain;numerical control milling
1引 言 MasterCAM软件作为一种CAD/CAM一体化软件,
具有绘制二维、 维造 ,生成刀具路径,生成数控程序
并模拟加1 过 等功能,因此在数控铣削自动编程中得
到广泛的心用 .
采用合理、有效的控制方法对生产:对象的加T位置
进 限定,是提高数控加K效率、保证数控加T质量的关
键之一。在利用Mastei-CAM软件进行数榨铣削加T编程
第1期(总第146期) 2008年2月 机械工程与自动化 MECHANICAL ENGINEERING & AUTOMATION No.1 Feb.
文章编号:1672—6413(2008)01—0175—03
基于MasterCAM的护肩数控加工编程
吴敬权 ,谢开建 (1|广东海洋大学工程训练中心,广东 湛江 524088;2.广州市弘信塑料制品有限公司,广东 广州 511483) 摘要:以护肩加工为实例,介绍利用MasterCAM软件进行计算机模拟加工、刀路模拟、实体验证的方法。以 及生成NC程序的基本步骤、思路,重点介绍其加工工艺和加工参数选择等关键问题。 关键词:MasterCAM;数控加工;加工工艺 中图分类号:TG659 文献标识码:A
0 引言 MasterCAM是美国CNC software公司开发的 CAD/CAM一体化软件,它集二维绘图、三维曲面设 计、刀具路径模拟、真实感模拟以及生成NC程序代码 等功能于一身。MasterCAM基于PC平台,对系统运 行环境要求低,能提供友好的人机交互界面。其操作 灵活、易学易用、具有良好的性能价格比,因而深受 广大企业用户和工程技术人员的欢迎。 本文以护肩模具的下模加工为例,说明如何利用 MasterCAM V91中文版进行数控加工编程。 1调入图档 通过“档案一取档”选取所要加工的文件后,单 击“打开”打开加工图档,通过“刀具路径一工作设 定”将工件参数分别设置为X45O,Y3OO,Z13O,点选 显示工件,工件原点设置为Xo,Yo,Z89.5,单击 “确定”,生成护肩模具下模,见图1。
图1护肩模具下模图 2零件及加工工艺分析 护肩的材料采用耐冲击PP塑料,目的是耐冲击、 耐寒、耐晒。如图1所示,这是护肩的下模,一模两 件对称布置。护肩模具主要由曲面连接而成,而且有 不少碰穿面,表面粗糙度精度要求比较高,加工起来 比较复杂。其数控加工工艺如下:①工件开粗:采用 曲面挖槽粗加工,用高强度、大直径的qb30R5圆鼻刀 去掉绝大部分加工余量;②二次开粗:采用曲面等高 外形半精加工,用M10平底超硬合金刀具清除上一把 大直径刀具无法加工到的区域,以及半精加工整个加 工面的余量,为下一步精加工清除障碍;③曲面精加 工:采用曲面平行铣削精加工,用 ̄P8R4球刀精加工绝 大部分的曲面范围;④使用q ̄20R0.8的圆鼻刀,分别 采用平面挖槽、平面外形、曲面等高精加工,逐步加 工模具平面区域及外形曲面清根加工;⑤划定加工区 域,使用q ̄2R1的球刀采取3D环绕等距精加工方式进 行曲面清角加工;⑥采用外形铣削加工窄小筋条位。 2.1 工件开粗 曲面挖槽加工是分层清除曲面与加工范围之内的 所有材料的加工方法。该刀路计算时间短,刀具切削 负荷均匀,加工效率高。挖槽加工的主要目的是去除 大部分材料,一般作为粗加工的第一步首选方案。 选择“刀具路径一曲面加工一粗加工一挖槽加工 一所有的一曲面一执行”。选择刀具后设置刀具参数如 下:进给率2 100mm/min; 轴进给率l 500mm/min; 提刀速率2 500ram/rain(后面加工步骤设置如同此值, 不再重述);主轴转速1 850r/min。安全高度采用绝对 坐标95mm(后面加工步骤设置如同此值,不再重述); 过滤公差0.05,最大 轴进给量0.7ram。选择平行环 切铣削方式,斜插式下刀,预留0.3mm的加工余量。 图2为工件开粗效果模拟图。 2.2二次开粗 收稿日期:2007—06一Ol;修回日期:2007一l0—09 作者简介:吴敬权(1981一),男,广东兴宁人。助理实验师,本科,主要从事机械设计制造与自动化及CAD/CAM软件的教学、研究工作。