福硕数控车床全系列规格参数
- 格式:xls
- 大小:29.50 KB
- 文档页数:4
济南硕超数控生产的SWZ1250型数控三维钻床(小车送料型)产品描述:--机床用途:SWZ1250小车送料型数控三维钻床可广泛用于建筑、桥梁、电站锅炉、立体车库、海洋石油井平台、塔桅等钢结构行业,尤其适合钢结构中H型钢、槽钢,具有精度高、操作方便等特点。
--机床结构特点:1、SWZ1250小车送料型数控三维钻床主要是由床身、数控滑台、自控行程钻削动力头、夹紧机构、检测装置、冷却系统、铁屑箱、安全网以及小车送料机构等几个主要部分组成。
2、床身是由优质钢材焊接而成的框式结构,并通过有限元分析计算在受力较大的地方对方钢管进行了加强处理,焊接完成后进行了热时效处理,这些都很好的提高了床身的静态和动态性,从而保证了整个机床的精度。
3、数控滑台共有3个,分别是固定侧数控滑台、移动侧数控滑台和中间单元数控滑台,三个滑台结构相同,均由溜板、滑台及伺服驱动系统组成。
三个滑台上共有6个数控轴,每个滑台都有2个数控轴,每个数控轴均采用精密直线滚动导轨导向,由AC伺服电机+滚珠丝杠驱动。
从而,每个滑台可沿两个方向运动,既可沿垂直于工件送进方向数控移动,又可沿工件送进方向数控移动。
一次送料后,在同一工位内,即可完成H型钢上一个孔群内(520mm范围内)所有孔的加工,保证了不在工件同一截面上的孔也可以同时加工,大大提高了孔群内孔的定位精度及效率。
4、三个自控行程钻削动力头,分别装在三个数控滑台溜板上,进行水平方向与竖直方向的钻孔加工,三个钻削动力头既可单独工作亦可同时工作。
本机所采用的自控行程钻削动力头,无需人工设置钻头长度和工件厚度,就能够自动进行快进—工进—快退的转换。
5、工件固定采用了液压夹紧机构,对工件分别从水平方向和竖直方向上进行夹紧固定。
6、本机配备了工件宽度检测和腹板高度检测装置,可自动补偿因工件外廓不规整所带来的加工误差,提高了加工精度。
7、机床配备气雾冷却系统,其优点是冷却液用量少,节省成本,减少钻头的磨损。
6120数控车床参数
摘要:
一、6120 数控车床概述
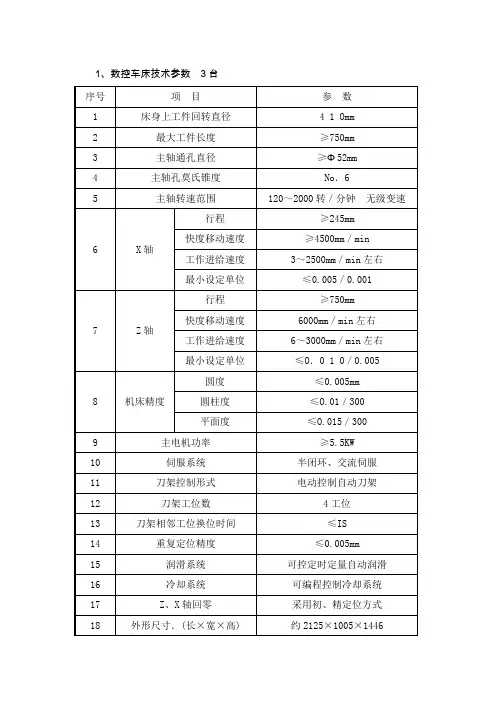
二、6120 数控车床主要技术参数
1.床身上最大回转直径
2.拖板上最大工件长度
3.主轴孔锥度
4.卡盘规格
5.主轴通孔直径
6.转速范围
三、6120 数控车床的应用领域
正文:
一、6120 数控车床概述
6120 数控车床是一种高精度的机械加工设备,它采用了先进的数控技术,能够实现对轴类和盘类零件的自动加工。
这种车床具有较高的加工精度和效率,广泛应用于各种机械制造行业。
二、6120 数控车床主要技术参数
1.床身上最大回转直径:6120 数控车床的床身上最大回转直径为
400mm,可以满足各种不同尺寸的工件加工需求。
2.拖板上最大工件长度:拖板上最大工件长度为
750/1000/1500/2000/3000mm,可以根据加工需求选择合适的拖板长度。
3.主轴孔锥度:6120 数控车床的主轴孔锥度为莫氏no.6mt6[901:20(b
型)][1131:20(c 型)],兼容性强,可以适应各种刀具的连接。
4.卡盘规格:卡盘规格为c6[d8(b 型c 型)],能够稳定地夹紧工件,保证加工过程中的安全性。
5.主轴通孔直径:主轴通孔直径为52mm[80mm(b 型)][105mm(c 型)],可以满足各种不同刀具的安装需求。
6.转速范围:独立主轴的转速范围为100~1600r/min,三档自动变速,能够根据加工需求调整合适的转速。
三、6120 数控车床的应用领域
6120 数控车床广泛应用于各种机械制造行业,如汽车零部件加工、航空航天、军工、船舶制造等。
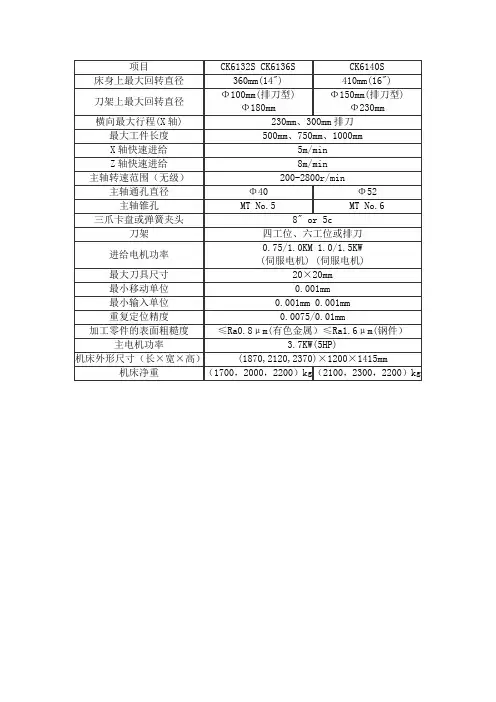
CK6132SD - CK6140SD
技术参数
产品特点:
数控系统编程采用ISO国际代码,键盘手动输入,并配有RS232通信接口,设有断电保护和各种自诊断功能。
车床纵横向走刀用伺服电机驱动,精密滚珠丝杠传动。
刀架有四工位,六工位,立式或卧式供选用,采用精密端齿盘定位,也可选用排刀,重复定位精度高。
卡盘有液压,手动供选择,尾座有手动和液压供选择。
床身导轨经超音频淬火后精磨,寿命长,精度高。
主轴通孔φ80mm。
主轴系统刚性好,单边切削8mm无振动。
主轴为变频无级调速。
CK6140S/1000数控车床技术规格偏离表。
简述车床的型号及含义车床是目前工业生产和机械加工中常用的一种设备,用于加工各种螺纹、圆锥面、直径等工件。
车床按照功能、用途和结构形式的不同,可以分为各种不同类型的车床,每种车床都有自己的型号及相应的含义。
一、普通车床1、CW6163、CW6180、CW6194:这些车床的数码均表示机床的最大加工直径,例如CW6163即为1600mm加工直径的车床。
2、CW6263、CW6280、CW62100:这些车床主要用于加工重型工件,于此类车床的型号均表示机床床身的长度,例如CW6280即为机床床身长度为2800mm的车床。
3、CA6150、CA6250、CA6150B:这些车床是属于标准型卧式车床,其中各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
二、数控车床1、CK6136、CK6140、CK6150、CK6160:这些车床都是属于普通数控车床系列,各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
2、CK6130、CK6132、CK6150Z、CK6166Z:这些车床是数控车床系列中的高速车床,其中各个数字表示最大加工直径、最大加工长度、主轴转速。
3、CAK6130、CAK6150、CAK6166:这些车床属于普通数控车床系列中的卧式车床,其中各个数字表示最大加工直径、最大加工长度、中心高度。
三、多轴车床1、CXK250、CXK320、CXK400:这些车床为多轴车床,其中各个数字表示机床的最大加工长度。
2、CXK0632、CXK160、CXK180:这些车床也是表示多轴车床,各个数字分别表示机床的最大加工直径、最大加工长度、转轴个数。
总之,车床型号及相应含义的差异,是由于机床的结构、性能、功能等方面的不同,可以根据不同的加工任务和需求选择不同型号的车床。

硕超数控生产的DJ1250型数控转角带锯床(小车送料型)主要用于锯切H型钢、槽钢、箱型梁、圆钢等断面的工件,性能优越,具有锯口窄、省料、锯切精度高,大功率切削,操作方便,加工程序和参数信息实时显示,加工过程智能化和自动化,生产效率高等优点。
--机床结构特点:DJ1250小车送料型数控转角带锯床主要由锯架、床身、垂直进给装置、竖直压料装置、旋转工作台、液压系统、冷却系统、数控送料小车等部件组成。
该机利用触摸屏可预先输入工件参数,锯床将根据输入的工件参数自动调整工作过程;加工参数信息数据可由显示屏实时显示、监控。
锯架由方钢管和钢板焊接而成,使得锯架的强度和精度更加稳定。
锯架在高切割负荷及锯条张紧的条件下获得最长耐久性和很好的刚性,锯架是由导轨导向支承,使得锯架受力基本均匀。
锯架进给采用液压伺服比例阀和编码器,可以实现数字化进给,对工件可实现:快速进给、慢速进给、快速进给。
DJ1250小车送料型数控转角带锯床可根据工件规格、材质的差异自动降低或升高锯切进给速度档次的功能。
该机具有主电机电流检测功能,当电机超负荷运转时,锯切进给速度会自动由高速降为次高速或低速;当电机负荷降低后,又会恢复到高一档次的进给速度。
旋转工作台采用龙门式结构,刚性好,稳定强,锯切截面平整。
带锯条采用液压张紧,锯条在快速运动中亦保持良好的张紧力,延长了锯条寿命,用户可根据型钢大小来调整压力;而且还有锯条断裂时的检测装置,如果机床出现不良情况或故障时,机床自动感应并停机。
锯条自动清理系统,在锯条架上装有动力旋转刷子,自动清理切割后可能粘在锯条上的铁屑。
机床具有螺旋型排屑系统,可将机床接屑盒内的铁屑排到排屑箱内。
DJ1250小车送料型数控转角带锯床具有回转0°~45°的功能:工件不动而整机转动,即可完成0°~45°之间任意角度的斜切。
本生产线采用数控小车送料,数控送料装置是由伺服电机经减速机减速后通过齿轮齿条驱动,定位准确。
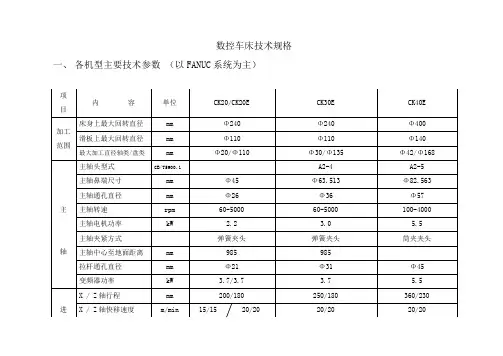
数控车床技术规格一、各机型主要技术参数(以FANUC系统为主)注:若上参数变动,以实物为准。
二、主要配置1.CK20/CK20E弹簧夹头共六件,其中成型夹头五件,规格为φ8、φ10、φ12、φ16、φ20、软夹头一件刀具座共七件:左单2件、右单2件、双侧2件、镗刀座1件ER16铣夹头一件主电机:成都光炜变频电机(内置编码器)GW100L1-50-2.2-4-A/B3变频器:艾默生变频器丝杆:THK丝杆主轴轴承:日本NSK轴承丝杆轴承:日本NSK丝杆专用轴承继电器:欧姆龙冷却泵:AB-50(120W)润滑泵:中日合资永嘉流遍MMXL-Ⅲ-15/5.52.CK30E弹簧夹头共六件,其中成型夹头五件,规格为φ10、φ16、φ20、φ25、φ28、软夹头一件刀具座共七件:左单2件、右单2件、双侧2件、镗刀座1件ER16铣夹头一件主电机:成都光炜变频电机(内置编码器)GW100L2-50-3.0-4-A/B3变频器:艾默生变频器丝杆:THK丝杆主轴轴承:日本NSK轴承丝杆轴承:日本NSK丝杆专用轴承继电器:欧姆龙冷却泵:AB-50(120W)润滑泵:中日合资永嘉流遍MMXL-Ⅲ-15/5.53.CK40E回转油缸,筒夹夹头(带一个弹簧夹头φ20)刀具座共七件:左单2件、右单2件、双侧2件、镗刀座1件ER16铣夹头一件主电机:成都光炜变频电机(内置编码器)变频器:艾默生变频器丝杆:THK丝杆主轴轴承:日本NSK轴承丝杆轴承:日本NSK丝杆专用轴承继电器:欧姆龙4.直线滚动导轨标准配置选配THK H级直线导轨或上银直线导轨定位精度要求0.002mm,重复定位精度±0.001mm,推荐选用THK C1丝杆或NSK丝杆、THK P级直线导轨二、各机型主要精度。
高速数控车床规格参数1.设备技术指标要求1.1总体要求1.1.1可实现金属材料高速切削加工。
1.1.2机床用途和基本要求机床须具有高效、高精度、高可靠性,且机床功率及主轴扭矩可满足针对极端切削参数下的切削实验需求。
要求机床床身结构合理,具有良好的静态、动态、热态刚度和稳定性,动态响应迅速、可靠、稳定,可长期稳定地进行连续高速加工。
伺服驱动系统执行器件精度高、可靠性好、响应速度快。
操作部位符合人机工学原理。
机床使用、操作、维修方便,售后服务优良。
1. 1.3设备设计制造应符合ISO国际标准和国际电工标准(IEC)o1.4.4机床所有零件、部件和各种仪表的计量单位应全部采用国际单位(SI)标准。
1.4.5机床的一些主要部件要求采用国内/国际知名品牌产品,包括但不限于:主轴单元、主电机、进给电机、主轴轴承、丝杠、丝杠轴承、刀塔、液压单元、润滑单元、气动单元、继电器、接触器等(提供清单)。
1.2机床要求*1.2.1精度要求X/Z轴定位精度:≤0.008mmX/Z轴重复定位精度:≤0.004mmX/Z轴最小分辨率:0.00Imm加工精度:⅛IT6加工工件圆度:≤0.0025∕Φ75加工工件圆柱度:≤0.010/150加工工件平面度:≤0.010∕Φ200加工工件表面粗糙度:≤Ral.25μm1. 2.2参数要求* 1.2.2.1最大切削直径:2①30Omm* 1.2.2.2工作行程:X215OmmZ⅛400mm* 1.2.2.3主轴最大扭矩:2120Nm(提供扭矩图)* 1.2.2.4主轴最大转速:⅛4500rpm* 1.2.2.5最大切削长度:240OmmL2.2.6盘类零件最大承重:⅛80kgL2.2.7轴类零件最大承重:⅛180kg1. 2.2.8自动排屑装置及集屑小车1套1.2. 2.9数据接口:以太网和USBL2.2.■机床颜色:卖方标准色1.2.2.11必要机床工具包:1套1.2.3刀架:液压刀架或伺服电动刀架1.2.4系统要求广数988TDi系统或同等国内国际知名的数控系统。
CAK4085ni,
数控系统:GSK980TDb
结构特点:
∙高转速、高精度床头箱,高速锂基润滑脂润滑,主轴温升较低,床头箱内部传动件采取体外循环润滑油润滑,散热效果较好;
∙高刚性单主轴床头,变频主轴电机,可实现恒线速切削;
∙高精密轴承与丝杠,三爪机械盘卡,立式四工位电动刀架;自动润滑装置,机械尾座;∙可选配液压三爪卡盘、液压尾座、六工位电动刀架
数控车床技术参数
床身上最大回转直径φ 400 mm
滑板上最大回转直径φ 200 mm
最大加工长度四工位850 六工位750 mm
主轴头型式A1-6
主轴转速150-2400 r/min
尾台套筒行程140 mm
X轴最大行程220 mm
快移速度(X/Z轴) 3.8/7.6 m/min
刀具安装尺寸20 X 20 mm
加工精度IT6-IT7
机床净重/毛重2150/3310 kg
机床保修一年系统保修三年,。