【2019年整理】冲压工艺及模具设计经典教材-冲压工艺及模具设计-第7章拉深工艺设计
- 格式:ppt
- 大小:1.68 MB
- 文档页数:35
毕业设计(论文)任务书内容如下:1、毕业设计(论文)题目:拉深五金件的冲压工艺及模具设计2、应完成的项目:(1)、对冲压件进行工艺性分析和方案比较确定(2)、进行冲压工艺方案设计,主要参数计算(毛坯尺寸和拉伸次数确定,落料力、卸料力、压边力等)。
(3)、模具结构形式的确定(注意考虑卸料的结构)(4)、模具主要尺寸的确定(凸凹模刃口尺寸计算、确定卸料弹簧,确定压边材料和冲裁件的排样)(5)、模具整体设计和装配图绘制、主要零件的零件图(6)、选择压力机的规格(7)、装配图零部件明细表和主要零部件设计图(8)、每人须画不少于2个主要零件的零件图。
3、参考资料以及说明:(1)、钟毓斌主编.冲压工艺与模具设计.北京:机械工业出版社 2007 (2)、史铁梁主编.模具设计指导. 北京:机械工业出版社 2003(3)、肖祥芷主编.中国模具设计大典(3).南昌.江西科技出版社 2003 (4)、《冲模设计手册》编写组. 冲模设计手册.北京:机械工业出版社 1996 (5)、陈锡栋主编. 实用模具技术手册.北京:机械工业出版社 2001 (6)、王孝培. 冲压手册[M]. 北京:机械工业出版社,19964. 本毕业设计(论文)任务书于2011年10月20日发出,应于2012年5月10日前完成。
指导教师:签发2011 年10 月20 日学生签名:2011 年10 月25 日毕业设计(论文)开题报告题目拉深五金件的冲压工艺及模具设计时间2011年10月25日至2012 年5月10日本课题的目的意义用本专业所学课程的理论和生产实际知识进行一次对该产品拉伸件的冷冲压模具设计。
主要工序包括:落料、拉深、冲孔。
主要意义1、综合运用专业理论和生产实践知识,进行冷冲模设计的实际训练,而培养和提高学生独立工作的能力。
2、巩固与扩充“冲压模工艺与设计”课程内容,掌握其设计的方法和步骤。
3、掌握冲压模具设计的基本技能,如计算、绘图、查阅设计资料和手册;熟悉模具标准及其它有关的标准和规范,并在模具设计中加以贯彻设计(论文)的基本条件及依据近年来冷冲模的应用越来越广泛,种类包括冲孔模、落料模、弯曲模、拉深模等。
【精品】毕业设计毕业论文:冲压工艺和模具设计——拉深工艺与拉伸模具设计《冲压工艺与模具设计》课件设计与制作——拉深工艺与拉深模具设计、其他成形工艺及模具设计Design and development of courseware for “stamping process and mold design”: deep drawing process and die design, other forming technology and mold designcourse专业班级:学生姓名:指导教师:学院:年月摘要这篇文章围绕“冲压工艺和模具设计——拉深工艺与拉伸模具设计,其他成形工艺与其他成形模具设计”课件作品,阐述了课件开发的理论基础、教学设计、软件设计和制作流程。
论文开头阐述了《冲压工艺与模具设计》课件制作国内外研究的现状、趋势和存在不足,说明了这一课件作品制作的必要性。
然后阐释了课件制作时遵循的理论基础,包括学习理论、教学理论及传播理论等。
接着又说明了课件制作前进行教学设计和软件设计的流程,包括学习者特征分析、需求分析、环境分析、片头设计、主界面设计,子界面设计等。
再后,讲述了课件制作工具的选择和具体制作过程,包括工具的选择依据,使用的具体方法和使用的基本过程。
最后,总结制作过程中遇到的困难和解决办法及课件存在不足和改进方向。
关键词:拉深工艺;成形工艺;模具设计;课件ABSTRACTThis article works on the theoretical basis for courseware development, instructional design, software design and production process, which is based onmultimedia courseware for “pressing technology and die design course”-deep drawingprocess and die design, other forming technology and die design course”.At the beginning, it described the status, trends and shortcomingsof multimediacourseware for “pressing technology and die design course the pressing technologyand die design at home and abroad, telling the necessity ofproduction of this courseware work. Then it explains the theoretical basis for this courseware production, including learning theory, instructional theory and communication theory. And thenit tells the process of instructional design and software design of courseware production, including learner characteristics, needs analysis, environmental analysis, trailer design, interface design, sub-interface design. After that, it is about the selectionof courseware authoring tool and the production process, including the basis of choice of varied tools, the use of specific mode and the basic process. Finally, it is to sum up the difficulties encountered in the producing process, the resolution, the deficiencies and the direction of improvement of the courseware.Key Words:Deep drawing process; Forming technology; Mold design;Courseware目录1 引言 ..................................................................... ..................................................... 1 2 理论基础 ..................................................................... (3)2.1 认知主义学习理论 ..................................................................... . (3)2.2 建构主义学习理论 ..................................................................... . (3)2.3 课件开发基本要求 ..................................................................... ................... 4 3 设计 ..................................................................... .. (5)3.1 教学设计 ..................................................................... .. (5)3.1.1 学习内容分析 ..................................................................... .. (5)3.1.2 需求分析 ..................................................................... (5)3.1.3 可行性分析 ..................................................................... .. (6)3.2 课件设计 ..................................................................... .. (7)3.2.1 课件结构设计 ..................................................................... .. (7)3.2.2 友好界面设计 ..................................................................... ................. 7 4 制作 ..................................................................... (9)4.1 工具选择 ..................................................................... .. (9)4.2 制作过程 ..................................................................... .. (9)4.2.1 在Photoshop中修图 ..................................................................... .. (9)4.2.2 在Photoshop中制图 ..................................................................... (10)4.2.3 在3dsmax中建模 ..................................................................... (12)4.2.4 在3dsmax中制作动画 ......................................................................154.2.4 在Flash中制作动画和合成............................................................. 16 结论 ..................................................................... ............................................... 21 参考文献 ..................................................................... ............................................... 22 致谢 ..................................................................... .. (23)I1 引言《冲压工艺与模具设计》这门课程是理论性与实践性很强的材料学科专业课程。
第2章冲压变形基础一、填空1.在室温下,利用安装在压力机上的对被冲材料施加一定的压力,使之产生,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。
2.用于实现冷冲压工艺的一种工艺装备称为3.冲压工艺分为两大类,一类叫,一类是。
4.物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有,称为.5.变形温度对金属的塑性有重大影响。
就大多数金属而言,其总的趋势是:随着温度的,塑性,变形抗力。
6.以主应力表示点的应力状态称为,表示主应力个数及其符号的简图称为可能出现的主应力图共有。
7.塑性变形时的体积不变定律用公式来表示为:8.加工硬化是指一般常用的金属材料,随着塑性变形程度的,其强度、硬度和变形抗力逐渐,而塑性和韧性逐渐9.在实际冲压时,分离或成形后的冲压件的形状和尺寸与模具工作部分形状和尺寸不尽相同,就是因卸载规律引起的造成的。
10. 材料对各种冲压成形方法的适应能力称为材料的冲压成形性能是一个综合性的概念,它涉及两个方面:一是,二是二、判断(正确的在括号内打√,错误的打×)1.()主应变状态一共有9种可能的形式。
2.()材料的成形质量好,其成形性能一定好。
3.()热处理退火可以消除加工硬化(冷作硬化)。
4.()屈强比越小,则金属的成形性能越好。
5.()拉深属于分离工序。
三、选择1.主应力状态中,,则金属的塑性越好。
A.压应力的成份越多,数值越大 B. 拉应力的成份越多,数值越大。
2.当坯料三向受拉,且σ1>σ2>σ3>0时,在最大拉应力σ1方向上的变形一定是伸长变形,在最小拉应力σ3方向上的变形一定是压缩变形A.伸长变形 B.压缩变形四、思考1.冷冲压的特点是什么?2.冷冲压有哪两大类基本工序?试比较分离工序和成形工序的不同之处。
3.何谓材料的板平面方向性系数?其大小对材料的冲压成形有哪些方面的影响?4.何谓材料的冲压成形性能?冲压成形性能主要包括哪两方面的内容?材料冲压成形性能良好的标志是什么?5.冲压对材料有哪些基本要求?如何合理选用冲压材料?五、问答在冲压工艺资料和图样上,对材料的表示方法有特殊的规定。
落料—拉深复合冲压模具课程设计【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)零件简图:如右图所示生产批量:大批量材料:08钢材料厚度:2mm1.冲压件工艺性分析该工件属于典型圆筒形件拉深,形状简单对称。
所有尺寸均为自由公差,尺寸容易保证。
高度尺寸91mm可在拉深后采用修边到达要求。
2.冲压工艺方案确实定该工件包括落料、拉深两个根本工序。
可有以下三种工艺方案:方案一:先落料,后拉深。
采用单工序模生产。
方案二:落料—拉深复合冲压。
采用复合模生产。
方案三:拉深级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,生产效率低,难以满足该工件大批量生产的要求。
方案二只需一副模具,生产效率较高,尺管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三也只需一副模具,生产效率高,但模具结构比拟复杂,送进操后不方便,加之工件尺寸偏大。
通过对上述三种方案的分析比拟,该件假设能一次拉深,那么其冲压生产采用方案二为佳。
3.主要设计计算(1)毛坯尺寸计算根据外表积相等原那么,用解析法求该零件的毛坯直径DD=√ ̄〔d2* d2+4*d2H-1.72rd2-0.56r*r〕D=√ ̄(160*160+4*160*91-1.72*12*160-0.56*12*12)D=283.65 mm(2)排样及相关计算采用有废料直排的排样方式,相关如下示冲裁件面积A=∏*D*D/4=∏=63159平方毫米条料宽度B=D+2a+C=283.65+2*1.8+1=288.25 mma——侧搭边值,查冲压教程表得最小侧搭边值a=1.8mmc——导料板与最宽条料之间的间隙,其最小值查冲压教程表得c=1步距s=D+a=283.65+1.5=285.15 mm式中a1——工件间搭边值,查冲压教程表得a1=1.5mm一个步进距的材料利用率∩=A/BS*100℅∩℅∩=76.8℅式中:A——一个步距内冲裁件的实际面积B———条料宽度S———步距〔3〕成形次数确实定该工件为简单圆筒形拉深件,求出拉深相对高度H/h=91/160=0.57。
第1篇一、引言冲压工艺是一种常见的金属成形工艺,广泛应用于汽车、家电、电子、航空等行业。
冲压工艺具有生产效率高、成本低、精度高、尺寸稳定性好等优点。
模具是冲压工艺中的关键设备,其设计质量直接影响到冲压产品的质量和生产效率。
本文将对冲压工艺及模具设计进行简要介绍。
二、冲压工艺概述1. 冲压工艺原理冲压工艺是利用模具对金属板材施加压力,使其产生塑性变形,从而获得所需形状、尺寸和性能的零件。
冲压工艺的基本原理是金属的塑性变形,即金属在受到外力作用时,产生塑性变形而不破坏其连续性的过程。
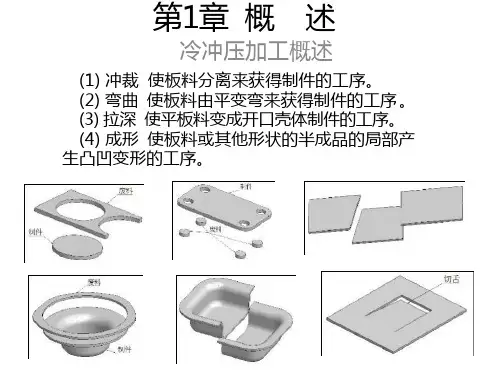
2. 冲压工艺分类(1)拉深:将平板金属沿模具凹模形状变形,形成空心或实心零件的过程。
(2)成形:将平板金属沿模具凸模形状变形,形成具有一定形状的零件的过程。
(3)剪切:将平板金属沿剪切线剪切成一定形状和尺寸的零件的过程。
(4)弯曲:将平板金属沿模具凸模形状弯曲,形成具有一定角度的零件的过程。
三、模具设计概述1. 模具设计原则(1)满足产品精度和尺寸要求:模具设计应保证冲压产品具有高精度和尺寸稳定性。
(2)提高生产效率:模具设计应优化工艺流程,减少不必要的加工步骤,提高生产效率。
(3)降低生产成本:模具设计应选用合适的材料,降低模具成本。
(4)确保模具寿命:模具设计应考虑模具的耐磨性、耐腐蚀性等性能,延长模具使用寿命。
2. 模具设计步骤(1)产品分析:分析产品的形状、尺寸、材料等,确定模具设计的基本要求。
(2)工艺分析:根据产品形状和尺寸,确定冲压工艺类型,如拉深、成形、剪切、弯曲等。
(3)模具结构设计:根据工艺要求,设计模具结构,包括凸模、凹模、导向装置、压边装置等。
(4)模具零件设计:根据模具结构,设计模具零件,如凸模、凹模、导向装置、压边装置等。
(5)模具加工:根据模具零件设计,进行模具加工。
(6)模具调试:完成模具加工后,进行模具调试,确保模具性能符合要求。
四、冲压工艺及模具设计要点1. 冲压工艺要点(1)合理选择材料:根据产品形状、尺寸、性能要求,选择合适的金属材料。