机械加工工艺
- 格式:pdf
- 大小:1009.17 KB
- 文档页数:24
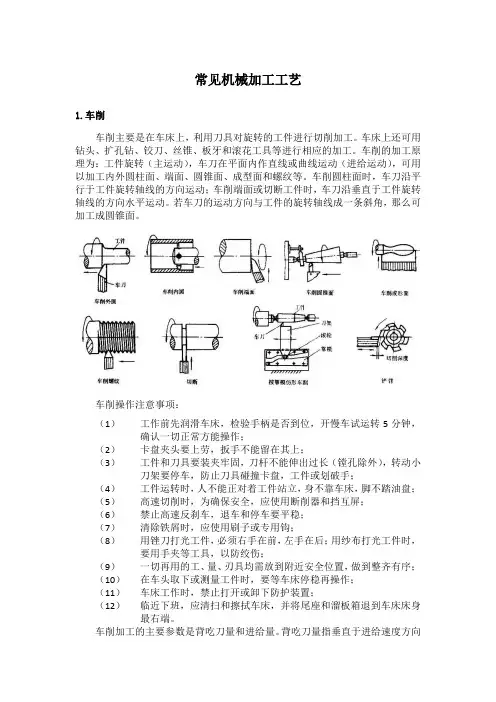
常见机械加工工艺1.车削车削主要是在车床上,利用刀具对旋转的工件进行切削加工。
车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
车削的加工原理为:工件旋转(主运动),车刀在平面内作直线或曲线运动(进给运动),可用以加工内外圆柱面、端面、圆锥面、成型面和螺纹等。
车削圆柱面时,车刀沿平行于工件旋转轴线的方向运动;车削端面或切断工件时,车刀沿垂直于工件旋转轴线的方向水平运动。
若车刀的运动方向与工件的旋转轴线成一条斜角,那么可加工成圆锥面。
车削操作注意事项:(1)工作前先润滑车床,检验手柄是否到位,开慢车试运转5分钟,确认一切正常方能操作;(2)卡盘夹头要上劳,扳手不能留在其上;(3)工件和刀具要装夹牢固,刀杆不能伸出过长(镗孔除外),转动小刀架要停车,防止刀具碰撞卡盘,工件或划破手;(4)工件运转时,人不能正对着工件站立,身不靠车床,脚不踏油盘;(5)高速切削时,为确保安全,应使用断削器和挡互屏;(6)禁止高速反刹车,退车和停车要平稳;(7)清除铁屑时,应使用刷子或专用钩;(8)用锉刀打光工件,必须右手在前,左手在后;用纱布打光工件时,要用手夹等工具,以防绞伤;(9)一切再用的工、量、刃具均需放到附近安全位置,做到整齐有序;(10)在车头取下或测量工件时,要等车床停稳再操作;(11)车床工作时,禁止打开或卸下防护装置;(12)临近下班,应清扫和擦拭车床,并将尾座和溜板箱退到车床床身最右端。
车削加工的主要参数是背吃刀量和进给量。
背吃刀量指垂直于进给速度方向的切削层最大尺寸,一般指工件上以加工表面和待加工表面间的垂直距离。
进给量是指工件(或刀具)每旋转一周或往复一次,或刀具每转过一齿时,工件或工具在进给运动方向上的相对位移。
在粗车时,尽量使用大的背吃刀量和进给量以提高生产率,而在精车时,则选用较小的背吃刀量和进给量,以保证工件所要求的加工精度和表面质量。
2.铣削铣削和车削运动方式相反,它是利用旋转的多人刀具作旋转运动来切削工件,是高效率的加工方法。
机械加工工艺基础知识点机械加工工艺是指利用机械设备对工件进行切削、磨削、钻孔、铣削、车削等操作的过程。
它是制造业生产过程中非常重要的一环,因此掌握机械加工工艺的基础知识点对于提高生产效率和产品质量至关重要。
以下是机械加工工艺基础知识点的详细介绍。
1.切削原理:机械加工的核心过程是切削,切削原理是切削过程中工具刃口与工件之间的相互作用关系。
其中包括切削速度、进给量、切削深度以及切削力等基本概念。
2.工艺规程:机械加工的过程需要设计工艺规程,包括选择合适的工艺方法、确定工艺参数以及机床刀具的选择等。
工艺规程是提高加工效率和保证产品质量的关键。
3.机床类型与选择:机床是机械加工的基础设备,根据加工要求选择合适的机床类型非常重要。
常见的机床类型包括车床、铣床、磨床、钻床等。
不同的机床有着不同的加工能力和适用范围。
4.刀具类型与选择:刀具是机械加工中常用的工具,选择合适的刀具类型对于加工质量和效率都具有重要影响。
常见的刀具类型包括车刀、铣刀、钻头、刨刀等,在选择时需要考虑到工件材料和切削类型等因素。
5.加工工艺参数:加工工艺参数包括切削速度、进给量和切削深度等,这些参数影响着加工过程中的切削效果、表面质量以及加工时间等。
正确地选择和控制这些参数对于提高加工效率和产品质量非常重要。
6.加工表面质量:加工过程中工件表面质量是评价加工效果的重要指标。
表面质量受到切削工具的刃口状况、切削参数的选择以及机床精度等多方面因素的影响。
了解和掌握提高表面质量的方法对于提高产品竞争力非常关键。
7.公差与尺寸链:加工过程中,公差是指在一定的尺寸范围内工件所允许的误差。
在加工过程中,合理地选择公差能够在一定的经济成本范围内保证产品质量。
尺寸链是一种通过合理地选择加工公差来保证产品尺寸质量的方法。
总的来说,机械加工工艺基础知识点包括切削原理、工艺规程、机床类型与选择、刀具类型与选择、加工工艺参数、加工表面质量、公差与尺寸链等内容。

第1篇摘要:机械制造加工工艺是机械制造行业中的重要组成部分,它直接关系到产品的质量和性能。
本文从机械制造加工工艺的基本概念、加工方法、加工设备、加工精度等方面进行了详细阐述,旨在为机械制造行业提供有益的参考。
一、引言机械制造加工工艺是指将原材料通过各种加工方法,加工成具有预定形状、尺寸和性能的零件或产品的过程。
在机械制造行业中,加工工艺的合理选择和优化对于提高产品质量、降低生产成本、提高生产效率具有重要意义。
本文将详细探讨机械制造加工工艺的相关内容。
二、机械制造加工工艺的基本概念1. 加工方法:机械制造加工工艺主要包括切削加工、磨削加工、锻造加工、铸造加工、焊接加工、热处理加工等方法。
2. 加工设备:加工设备是完成加工工艺的必要条件,如车床、铣床、磨床、数控机床等。
3. 加工精度:加工精度是指零件尺寸、形状、位置等几何参数的精确程度,是衡量加工工艺质量的重要指标。
4. 加工表面质量:加工表面质量是指零件加工表面粗糙度、波纹度、裂纹等缺陷的程度,影响零件的使用性能。
三、机械制造加工方法1. 切削加工:切削加工是机械制造中最常用的加工方法,主要包括车削、铣削、刨削、磨削等。
(1)车削:车削是利用车刀在工件上切除多余材料,使工件达到预定尺寸和形状的过程。
车削适用于内外圆柱面、圆锥面、螺纹等加工。
(2)铣削:铣削是利用铣刀在工件上切除多余材料,使工件达到预定尺寸和形状的过程。
铣削适用于平面、斜面、曲面、键槽等加工。
(3)刨削:刨削是利用刨刀在工件上切除多余材料,使工件达到预定尺寸和形状的过程。
刨削适用于平面、斜面、曲面等加工。
(4)磨削:磨削是利用磨具对工件表面进行研磨,使工件达到预定尺寸和形状的过程。
磨削适用于内外圆柱面、圆锥面、平面、曲面等加工。
2. 磨削加工:磨削加工是利用磨具对工件表面进行研磨,提高工件表面质量和精度的一种加工方法。
3. 锻造加工:锻造加工是将金属加热至一定温度,使其具有一定的塑性,然后在模具中施加压力,使金属产生塑性变形,从而获得预定形状和尺寸的零件。
机械加工工艺的作用机械加工工艺是指通过机械设备将工件进行切削、磨削、打磨、钻孔、铣削、车削、刨削、镗削等加工操作的工艺。
在现代制造业中,机械加工工艺起着非常重要的作用。
以下是机械加工工艺的几个主要作用:1. 形状加工:通过机械加工工艺,可以将原材料通过切削、磨削等方式,使其具备所需的形状和尺寸。
例如,通过车削工艺可以将圆柱材料加工成各种外圆、内圆、圆锥面、球面等形状。
2. 表面加工:机械加工工艺可以给工件表面进行打磨、平整、光洁等处理,提高工件表面的质量和精度。
这对于一些需要高精度的工件尤为重要,如手机屏幕、汽车零部件等。
3. 制造精度控制:机械加工工艺可以通过控制机床和刀具的运动,精确控制工件的尺寸和形状,保证产品的制造精度。
通过机械加工工艺,可以满足很多工业领域对精密零件的需求。
4. 零件修复:在使用过程中,一些工件可能会损坏或磨损。
通过机械加工工艺,可以修复工件原有的形状和功能,如修复破损的车床刀具、车床工件等。
5. 工件连接:机械加工工艺可以将不同的工件通过螺纹、焊接、粘合等方式进行连接,形成更复杂的零部件和装配体,提高产品的整体性能。
例如,通过机械加工工艺,可以把多个零件组装成汽车发动机、飞机引擎等。
6. 工件改性:机械加工工艺可以通过调整工件的形状和结构,改变其性能和用途。
例如,通过机械加工,可以将普通金属材料加工成复杂的齿轮、涡轮叶片等,以提高其使用效果。
7. 工艺优化:机械加工工艺在工艺流程设计中扮演了重要角色。
通过对工艺参数和加工方法的优化,可以提高加工效率、降低加工成本、提高产品质量等。
在现代制造业中,工艺优化对于提高企业竞争力至关重要。
8. 自动化生产:随着现代机械设备和数控技术的发展,机械加工工艺实现了自动化生产。
通过数控机床和自动化生产线,可以实现对工件的连续加工,大大提高了生产效率和产品质量。
总之,机械加工工艺在现代制造业中具有非常重要的作用。
它不仅可以实现对工件形状、尺寸和表面质量的精确控制,还可以改善工件的性能和用途,提高生产效率和产品质量,满足不同行业对产品的需求。

8种常见的机械加工工艺
1. 铣削各种形状的工件表面切削加工
2. 研磨通过磨料的切削作用,改善工件表面的光洁度和几何形状
3. 钻削使用钻头将工件中心孔或孔洞加工成所需形状和尺寸
4. 车削利用车床将工件旋转,通过工具的切削作用加工工件的外形和尺寸
5. 铣割使用铣床进行切削加工,将工件表面切削成所需形状和尺寸
6. 锯削使用锯条或锯片对工件进行切割加工,将工件切割成所需形状和尺寸
7. 镗削使用镗刀将孔洞加工成所需形状和尺寸
8. 拉削使用拉床或拉刀对工件进行拉伸变形加工,改变工件的形状和尺寸。
机械加工工艺六篇机械加工工艺范文1引言数控加工所用的数控机床及其以整体硬质合金、可转位刀具为代表的技术一起构成了金属切削进展史上的一次重要变革,数控技术给传统的机械加工带来了革命性的变化,引领机械加工向着高质量、高效率方向前进,产生了与传统零件加工工艺方法明显不同的数控加工新工艺。
数控机床是高精度和高生产率的自动化机床,加工过程中的动作挨次、运动部件的坐标位置等功能,都是通过数字信息自动掌握的,操在加工过程中无法人为干预补偿。
数控技术的种种特点都一一映射在数控加工工艺中,数控技术对机械加工工艺转变最大的三个因素分别是数控机床、数控刀具、气液电柔性掌握夹具。
1数控机床对加工工艺的转变数控机床的主轴驱动系统和进给驱动系统,分别采纳沟通、直流主轴电动机和伺服电动机直接驱动,这两类电动机调速范围大,并可无级变速,因此使主轴箱、进给变速箱及传动系统大为简化,传动链大大缩短,齿轮、轴承、轴的结构数量大为削减,甚至不用齿轮,由电机直接驱动主轴或进给滚珠丝杆。
数控机床常有配有自动换刀装置、回转工作台(实现分度转位、圆周进给)、工件交换系统、对刀装置、排屑装置等,柔性制造系统还配有自动上下料系统等。
1.1数控机床的结构及性能对工艺的转变数控机床的结构及性能特点使一些传统加工方法中应慎用的加工方式变得可行,传统的悬臂镗和利用尾座导向支撑镗,已被现代数控机床中调头镗和各种固定循环方式所取代;传统的孔位加工中的充填法、空刀法、修整法已被多种形式的圆弧插补、背镗法和数控修整法所代替;最新消失的硬切削是一种新的加工工艺,在提高加工效率、降低加工成本、削减设备资金投入方面独树一帜,对传统的磨削工艺提出挑战,“以切代磨”将成为进展趋势之一。
一般铣削一般采纳逆铣,因一般铣床的丝杠传动之间的间隙较大而且不便利调整,导致加工时窜动,这种结构逆铣加工质量好;而数控机床采纳高精度的滚珠丝杠,配置有调整间隙的装置,这种结构顺铣加工质量好。
机械加工方面的几种先进工艺先进的机械加工工艺在现代制造业中起着至关重要的作用,它们不仅提高了生产效率,降低了成本,还改善了产品质量和可靠性。
本文将介绍几种先进的机械加工工艺,包括激光切割、电火花加工、数控加工和3D打印。
一、激光切割激光切割是一种采用高能激光束对材料进行切割的工艺。
它具有切割速度快、精度高、切割质量好等优点。
激光切割可以应用于各种材料,包括金属、塑料、木材等。
在激光切割过程中,激光束会将材料加热至熔化或蒸发的温度,然后通过气流将熔化或蒸发的材料吹走,从而实现切割。
二、电火花加工电火花加工是一种利用电火花放电来加工工件的工艺。
它主要应用于对导电材料进行精细加工,例如金属。
电火花加工的原理是在工件表面产生电火花放电,使工件材料局部熔化或蒸发,从而实现加工目的。
电火花加工具有精度高、加工复杂形状的能力等优点,广泛应用于模具制造、航空航天等领域。
三、数控加工数控加工是一种利用数控设备进行加工的工艺。
它通过预先编程的方式,控制机床的运动轨迹和加工参数,实现对工件的加工。
数控加工具有高度自动化、加工精度高、生产效率高等优点。
数控加工可以应用于各种材料,包括金属、塑料、陶瓷等。
数控加工广泛应用于汽车制造、航空航天、电子设备等领域。
四、3D打印3D打印是一种通过逐层堆积材料来制造三维实物的工艺。
它通过将数字模型切片成多层,然后逐层打印堆积,最终形成所需的三维实物。
3D打印具有制造复杂形状的能力、生产周期短、可定制性强等优点。
3D打印可以应用于各种材料,包括塑料、金属、陶瓷等。
3D打印在医疗、航空航天、汽车制造等领域有着广泛的应用前景。
以上是几种先进的机械加工工艺的简要介绍。
随着科技的不断发展,机械加工工艺也在不断创新和改进,为制造业的发展提供了强大的支持。
这些先进的机械加工工艺在提高生产效率、降低成本、改善产品质量等方面发挥着重要作用,将为制造业的未来发展带来更多的机遇和挑战。
常见机械加工工艺1.车削车削主要是在车床上,利用刀具对旋转的工件进行切削加工。
车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
车削的加工原理为:工件旋转(主运动),车刀在平面内作直线或曲线运动(进给运动),可用以加工内外圆柱面、端面、圆锥面、成型面和螺纹等。
车削圆柱面时,车刀沿平行于工件旋转轴线的方向运动;车削端面或切断工件时,车刀沿垂直于工件旋转轴线的方向水平运动。
若车刀的运动方向与工件的旋转轴线成一条斜角,那么可加工成圆锥面。
车削操作注意事项:(1)工作前先润滑车床,检验手柄是否到位,开慢车试运转5分钟,确认一切正常方能操作;(2)卡盘夹头要上劳,扳手不能留在其上;(3)工件和刀具要装夹牢固,刀杆不能伸出过长(镗孔除外),转动小刀架要停车,防止刀具碰撞卡盘,工件或划破手;(4)工件运转时,人不能正对着工件站立,身不靠车床,脚不踏油盘;(5)高速切削时,为确保安全,应使用断削器和挡互屏;(6)禁止高速反刹车,退车和停车要平稳;(7)清除铁屑时,应使用刷子或专用钩;(8)用锉刀打光工件,必须右手在前,左手在后;用纱布打光工件时,要用手夹等工具,以防绞伤;(9)一切再用的工、量、刃具均需放到附近安全位置,做到整齐有序;(10)在车头取下或测量工件时,要等车床停稳再操作;(11)车床工作时,禁止打开或卸下防护装置;(12)临近下班,应清扫和擦拭车床,并将尾座和溜板箱退到车床床身最右端。
车削加工的主要参数是背吃刀量和进给量。
背吃刀量指垂直于进给速度方向的切削层最大尺寸,一般指工件上以加工表面和待加工表面间的垂直距离。
进给量是指工件(或刀具)每旋转一周或往复一次,或刀具每转过一齿时,工件或工具在进给运动方向上的相对位移。
在粗车时,尽量使用大的背吃刀量和进给量以提高生产率,而在精车时,则选用较小的背吃刀量和进给量,以保证工件所要求的加工精度和表面质量。
2.铣削铣削和车削运动方式相反,它是利用旋转的多人刀具作旋转运动来切削工件,是高效率的加工方法。