换向火花等级表
- 格式:doc
- 大小:16.50 KB
- 文档页数:3
第一章机车检查给油基本知识一、机车检查基本方法顺序检查、不错不漏,姿势正确、步伐不乱;锤分轻重、目标明确,耳听目视、仔细周到;测试工具、运用自如,手触鼻嗅、灵活熟练。
机车检查方法归纳起来主要有以下五种:(一)锤检法:锤检法分为锤击、锤触、锤撬。
1、锤击:锤击是靠检查锤敲击零部件时发出的音响及手握锤柄的振动感觉来判断螺栓的紧固程度或部件是否发生断裂,锤击适用于14mm以上的各紧固螺栓、弹簧装置以及适宜用锤击判别的容易发生断裂的部件。
使用锤击检查时应根据螺栓的大小,部件的状态和位置,用力适当,掌握好“轻重缓急”,不可用力过大,以免损伤部件,不准锤击带有压力的管接头以及摩擦工作面和光洁度较高的部件,14mm及其以下的螺栓、螺钉禁止锤击。
2、锤触:锤触主要适用于一些较细的管子和卡子,以及一些脆弱部件,也适用于14mm及其以下的螺栓、螺钉,视其是否松缓或裂损。
3、锤撬:用锤柄或锤尖拨动、撬动一些零部件的跳动量、横动量及间隙等。
(二)手检法:手检法分为手动、手触。
1、手动:对不适宜锤检的部件应用手动检查。
手动包括:晃、拍、握、拧。
适用于较细的螺钉、管接头、各种阀门及仪表、电器等。
采用“晃动看安装、手拧看松漏”的方法,视其是否松缓、泄漏、安装不牢固等现象,判断各油、水、风管路中阀门的正确位置。
2、手触:主要适用于检查有关部件的温度、管路的振动、高压油管的脉冲等。
在运行中不能进行手触温度检查的部件,应在停车后马上进行,手触时应先用手指感觉温度,再用手背判断温度,同时应避免烫伤及碰伤。
手背触及部件表面的持续时间与相应的温度可参照下表:(三)目视法:在使用锤检和手检的同时也要进行目视,做到手、眼、锤、灯配合协调,动作一致。
对各仪表指针的位置,检验日期的确认,各紧固件螺栓平垫及弹簧垫片状态,油水管路的漏泄程度,各油、水位的确认,电机火花等级的判定等均需要进行目视。
本检查程序中“目视”方法一律未加说明。
电机火花等级的判定可参照下表:机车直流牵引电动机在正常运行时的火花等级,根据国家标准规定不超过1.5级。

换向火花产生的原因换向火花产生的原因是多种多样的,必须在众多的因素中,找到主要原因,方能排除故障,改善换向。
检查换向恶化原因的方法,通常称换向条件正常化检查和调整,是直流电机换向事故处理中最常用方法,其原理如下。
一台直流电机在刚投入运行或过去运行中,换向一直是正常的,而在以后的运行过程中,逐渐变坏或突然恶化,说明电机在换向恶化前,其滑动接触、电机结构和电机各部件工作情况是正常的。
在电机运行过程中,某些部件的工作状态发生了改变,或周围环境发生变化,从而破坏了滑动接触,改变了正常的换向状态,而导致换向的恶化。
如果对这些影响电机换向的因素进行全面检查和调整,使其能恢复原来的正常状态,则换向即能恢复正常。
换向正常化检查是直流电机寻找换向事故原因和排除故障的常用方法,它包括如下主要项目:a.换向器片间电阻测量。
测量换向器片间电阻,能发现电枢绕组是否断线、开焊和匝间短路,升高片是否断裂以及是否存在换向器片间短路。
片间电阻检查通常采用压降法,也可采用专用片间电阻测量仪。
b.换向器摆度测量。
当换向器变形或偏心时,在运行时将会使电刷跳动,滑动接触就不理想,超过一定数值后,将导致换向恶化。
高速电机和多重路电枢绕组电机更为敏感。
c.电刷中性面的检查,直流电机电刷中性线位置,一般应严格在主磁极几何中心线上,对于大型电机,可逆运行电机和高速电机尤其如此。
因为当电刷偏离主机中性线时,换向将发生超前和延迟。
纵轴电枢反应使电机的外特性发生变化,对可逆转电动机来说,两个转向下转速不同而且外特性也不同,两个转向时换向强弱也不同。
在电刷偏离中性位置较大时,由于换向元件进入主极磁通区,电机将产生空载火花。
d.极距、刷距和气隙的检查与调整。
直流电机各排电刷之间的距离,主极之间和换向极之间距离应力求相等。
因为刷距和极距不等则会造成各排电刷下被短路元件在磁场中位置不一样,换向极磁场和换向元件电抗电势波形不重合,各个刷架下火花不等会使电机换向不正常。
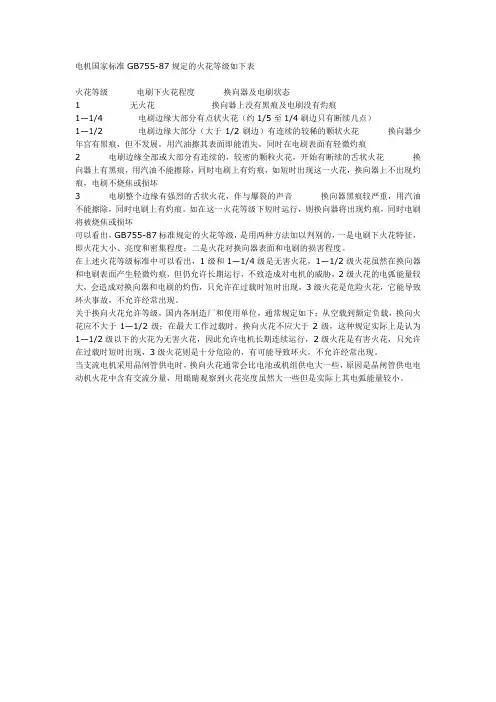
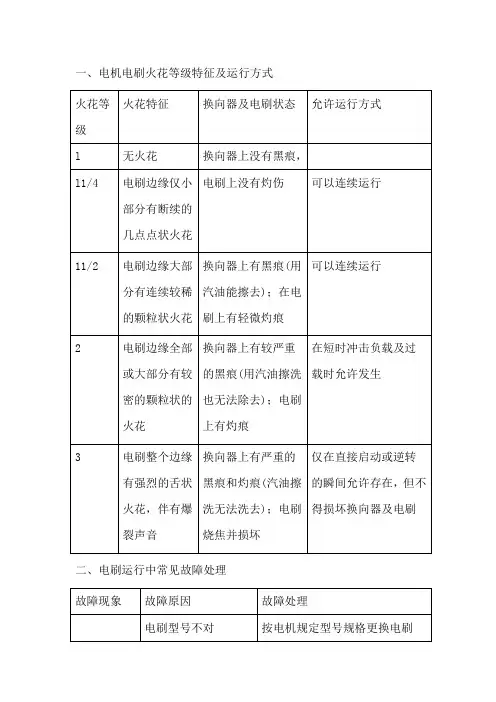
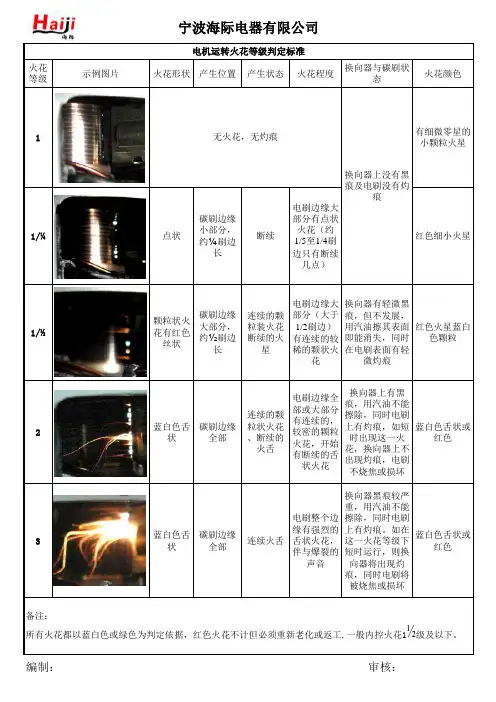
电机国家标准GB755-87规定的火花等级如下表火花等级电刷下火花程度换向器及电刷状态1 无火花换向器上没有黑痕及电刷没有灼痕1—1/4 电刷边缘大部分有点状火花(约1/5至1/4刷边只有断续几点)1—1/2 电刷边缘大部分(大于1/2刷边)有连续的较稀的颗状火花换向器少年宫有黑痕,但不发展,用汽油擦其表面即能消失,同时在电刷表面有轻微灼痕2 电刷边缘全部或大部分有连续的,较密的颗粒火花,开始有断续的舌状火花换向器上有黑痕,用汽油不能擦除,同时电刷上有灼痕,如短时出现这一火花,换向器上不出现灼痕,电刷不烧焦或损坏3 电刷整个边缘有强烈的舌状火花,伴与爆裂的声音换向器黑痕较严重,用汽油不能擦除,同时电刷上有灼痕。
如在这一火花等级下短时运行,则换向器将出现灼痕,同时电刷将被烧焦或损坏可以看出,GB755-87标准规定的火花等级,是用两种方法加以判别的,一是电刷下火花特征,即火花大小、亮度和密集程度;二是火花对换向器表面和电刷的损害程度。
在上述火花等级标准中可以看出,1级和1—1/4级是无害火花,1—1/2级火花虽然在换向器和电刷表面产生轻微灼痕,但仍允许长期运行,不致造成对电机的威胁,2级火花的电弧能量较大,会造成对换向器和电刷的灼伤,只允许在过载时短时出现,3级火花是危险火花,它能导致环火事故,不允许经常出现。
关于换向火花允许等级,国内各制造厂和使用单位,通常规定如下;从空载到额定负载,换向火花应不大于1—1/2级;在最大工作过载时,换向火花不应大于2级,这种规定实际上是认为1—1/2级以下的火花为无害火花,因此允许电机长期连续运行,2级火花是有害火花,只允许在过载时短时出现,3级火花则是十分危险的,有可能导致环火,不允许经常出现。
当支流电机采用晶闸管供电时,换向火花通常会比电池或机组供电大一些,原因是晶闸管供电电动机火花中含有交流分量,用眼睛观察到火花亮度虽然大一些但是实际上其电弧能量较小。


当火花>2级的时候,应该是带一点紫色并有红色的散火,更严重的是环火,具体的解决方法:1、机壳与碳刷架的配合(用游标卡尺检查)a、两个碳刷架是否对称并在几何中心线上,经验值≤0.1mm;b、碳刷架离换向器的距离单边在-2mm之间;c、碳刷与碳刷架配合间隙为0.1mm左右;2、转子的问题:a、检查偏槽与绕线方法:电钻、电圆锯、电刨类等看换向器端逆时针方向旋转的要采用反绕,正反转的采用超前1/3偏槽,单转的尽量超前换向片换向器;修边机、角磨、切割机类等看换向器端顺时针方向旋转的要采用正绕;绕线看的方法:2442绕法是转子转进绕线模的绕法为反绕,转子转出绕线模的绕法为正绕,三根单线的绕法(如是正绕),那应该是反绕的;如偏12片换向器正绕,那应该是反绕;b、检查有没有虚焊、短路现象;(电枢检查)c、换向器的跳动≤0.025mm,最好是用精车机,再看粗糙度,应该是表面看没有丝头,可以上磨床用干磨试验两只装配一下,或用精车机试验两只装配一下,或用车床加金钢刀车,跳动要保证≤0.025mm(顶尖跳动要在0.015mm内)d、开槽部位要清;3、碳刷问题:a、电阻值要小在8以下(可用万用表测)b、装配后的碳刷不能有焦痕或换向器表面粗糙,可能是碳刷过硬,更换碳刷4、定、转子参数会不会有问题(包括电流密度、安匝比等);5、定子有没有短路或两个线圈多、少圈;6、电机转速要如正反转≤28000r/min以下,单转的要在≤33000r/min以下;电机国家标准GB755-87规定的火花等级如下表火花等级电刷下火花程度换向器及电刷状态1 无火花换向器上没有黑痕及电刷没有灼痕1—1/4 电刷边缘大部分有点状火花(约1/5至1/4刷边只有断续几点)1—1/2 电刷边缘大部分(大于1/2刷边)有连续的较稀的颗状火花换向器少年宫有黑痕,但不发展,用汽油擦其表面即能消失,同时在电刷表面有轻微灼痕2 电刷边缘全部或大部分有连续的,较密的颗粒火花,开始有断续的舌状火花换向器上有黑痕,用汽油不能擦除,同时电刷上有灼痕,如短时出现这一火花,换向器上不出现灼痕,电刷不烧焦或损坏3 电刷整个边缘有强烈的舌状火花,伴与爆裂的声音换向器黑痕较严重,用汽油不能擦除,同时电刷上有灼痕。

换向火花划分原则保持电刷与换向器良好的工作状态,保持优良的换向性能是保证直流电机安全运行的重要条件,通常情况下,电机无火花运行(或微弱的无害火花下运行),换向器表面氧化膜均匀而有光泽,电刷与换向器磨损轻微等均可认为是良好的换向性能的表现,相反,强烈的换向火花,换向器表面氧化膜破坏或异常,电刷与换向器之间滑动接触不稳定,电刷与换向器的异常磨损等都是换向不良的症状,将直接威胁电机运行。
火花是电刷与换向器之间的电弧放电现象,是直流电机换向不良的最明显的标志,由于轻微的电刷火花释放能量微弱,不会构成对电机运行的危害,故称无害火花。
较强的火花其能量将破坏电刷与换向器之间的滑动接触,灼伤电刷镜面和换向器表面的氧化膜,使两者磨损增加,并造成恶性循环。
这种火花属有害火花,更有甚者,由于强烈的电刷火花使电刷磨道上空气游离,因电弧飞跃而导致环火事故对电机机造成巨大的损失,构成对直流电机运行的威胁,不同的换向火花对直流电机运行的影响和危害不同,为了确定换向火花对支流电机运行的影响和危害,必须划分火花等级。
换向火花是电刷和换向片脱离接触时换向元件中释放电磁能量,以电弧放电形式表现出来。
根据对换向火花研究表明,它是一种频谱广阔的电磁波,其频谱主要范围是30KHZ到1MHZ,换向火花的危害性应根据火花的能量来确定,而火花的亮度和电压则是火花能量的标志,可以作为评价换向火花的标准,但由于火花测量十分复杂和困难,因而通常都是以火花亮度、密集程度和大小作为划分火花的依据。
世界各国对于火花的划分标准各不相同,但是所有这些标准都是根据换向火花的亮度、密集程度、大小以及对电刷和换向器的损害表现,来划分换向器等级的,由于至今尚未有某种机器可精确测量换向等级,都是由观察者目视来决定的,因而不可避免的带有火花观察者的某些主观因素。
电机国家标准GB755-87规定的火花等级如下表火花等级电刷下火花程度换向器及电刷状态1 无火花换向器上没有黑痕及电刷没有灼痕1—1/4 电刷边缘大部分有点状火花(约1/5至1/4刷边只有断续几点)1—1/2 电刷边缘大部分(大于1/2刷边)有连续的较稀的颗状火花换向器少年宫有黑痕,但不发展,用汽油擦其表面即能消失,同时在电刷表面有轻微灼痕2 电刷边缘全部或大部分有连续的,较密的颗粒火花,开始有断续的舌状火花换向器上有黑痕,用汽油不能擦除,同时电刷上有灼痕,如短时出现这一火花,换向器上不出现灼痕,电刷不烧焦或损坏3 电刷整个边缘有强烈的舌状火花,伴与爆裂的声音换向器黑痕较严重,用汽油不能擦除,同时电刷上有灼痕。
如在这一火花等级下短时运行,则换向器将出现灼痕,同时电刷将被烧焦或损坏可以看出,GB755-87标准规定的火花等级,是用两种方法加以判别的,一是电刷下火花特征,即火花大小、亮度和密集程度;二是火花对换向器表面和电刷的损害程度。
在上述火花等级标准中可以看出,1级和1—1/4级是无害火花,1—1/2级火花虽然在换向器和电刷表面产生轻微灼痕,但仍允许长期运行,不致造成对电机的威胁,2级火花的电弧能量较大,会造成对换向器和电刷的灼伤,只允许在过载时短时出现,3级火花是危险火花,它能导致环火事故,不允许经常出现。
关于换向火花允许等级,国内各制造厂和使用单位,通常规定如下;从空载到额定负载,换向火花应不大于1—1/2级;在最大工作过载时,换向火花不应大于2级,这种规定实际上是认为1—1/2级以下的火花为无害火花,因此允许电机长期连续运行,2级火花是有害火花,只允许在过载时短时出现,3级火花则是十分危险的,有可能导致环火,不允许经常出现。
当支流电机采用晶闸管供电时,换向火花通常会比电池或机组供电大一些,原因是晶闸管供电电动机火花中含有交流分量,用眼睛观察到火花亮度虽然大一些但是实际上其电弧能量较小。


运行操作规程运行操作规程第一章总则第一条为保证电站安全、经济运行,加强电站的运行管理,制定本规程。
第二条公司生产管理人员、工程技术人员、电站站长、电站运行值班人员及维护检修人员应熟悉本规程并认真执行本规程。
第二章基本技术要求和运行方式第一节基本技术要求第三条技术参数1号水轮机:2、3号水轮机:1—3号发电机:主变压器:第四条励磁电流、励磁电压铭牌上的励磁电流、励磁电压是发电机在额定出力下运行时,发电机转子磁场绕组所需的最大值。
励磁电流、电压的大小,是允许随负载与功率因数的变化的,但最高值不得超过铭牌规定的额定值。
如减小励磁电流、电压时,则应监视功率因数变化情况,防止发电机进相(即功率因数超前)运行。
第五条电压铭牌上的额定电压,是发电机在规定的各项技术数据下运行时连续工作的最高电压。
它是供电质量标准之一,电压高了会使发电机转子线圈、定子铁芯的温度升高,相反电压低了,不仅降低机组运行稳定,在并列运行时往往还可能引起脱步。
发电机运行电压允许变动范围在额定电压的± 5% ,而功率在额定值时,其容量不变。
发电机连续运行电压的最大允许变动范围不得超过额定值的±10%第六条频率频率也叫周波,它是在单位时(s) 内,发电机感应电势的方向及大小变化的次数。
发电机的周波为50Hz。
运行中发电机频率不能过高,也不能过低,否则都会对用户和机组本身带来不利,过低,造成发电机冷却条件变差;过高了影响转子机械性能,如不及时调整并会产生飞车等事故。
水轮发电机频率最大允许变动范围不得超过±0.5HZ(49.5——50.5HZ),在事故状态下,变动范围在短时期内,可允许适当增减。
第七条功率因数功率因数亦称力率,是发电机有功功率与视在功率的比值。
功率因数高,表示发电机有功分量大,反之,有功分量小。
发电机功率因数为0.8(滞后) 。
功率因数在0.8——1.0范围内运行,可以保证发电机的额定出力,一般应在滞后0.85运行为宜,不得超过0.95。
文件编号:版本:A/1制定日期:2014/09/30 修订日期:2016-01-08 拟案单位:品质部发行章:Revision History 修改記錄电动产品电机检验标准1.0目的:制定此文件其目的为了方便品管人员在检验中能有一个明确的指引,规范检验标准,确保来料品质.2.0 使用范围:本文件规定了电机的检验检测标准,适用于本公司所有电动类产品使用的电机。
(适用于签样、成品检与来料检).3.0定义:电机:电机是将电能转换成机械能的装置。
交流串激电机:串激(串励)电机就是定子绕组和转子绕组串联的电机。
永磁直流电机: 直流电机由永久磁铁产生磁场,DC电源供电方式.4.0测试所需提供资料4.1.1相关认证资料。
4.1.2电机图纸。
4.1.3 ROHS检测报告。
4.1.4检验标准及型式检验报告5.技术要求5.1外观检查5.1.1、转子:漆包线无破伤,换向器槽内无转子漆、铜砂等异物,轴上无破损及弯枝。
转子须有做平衡处理,平衡胶粘结牢固、高速运转时不能脱落!马达转向:从出轴端视与马达规格图纸符合(CW/正转 CCW/反转).5.1.2、定子:漆包线应整齐,无破伤,保险丝与温控器用扎带应扎平整,无松动。
定子表面不可有锈蚀,碰伤致变形,定子线圈不可超出及高出支架平面.直流电机定子: 永久磁铁粘接牢固、平齐,端盖铆紧无松动、护磁环方向须一致.5.1.3、外观:风叶无歪斜,电机表面光洁无锈斑,污物。
5.1.4、引线:表面光滑,无破损露铜,开线平整,焊线锡头不可外露,束带头不可高出定子平面, 不可破皮致裸线.引线尾部处理须符合图纸.5.1.5. 碳刷座/碳刷:不可松动,破裂; 碳刷不可:装反缺料斜边.5.1.6 EMC元件规格: 电容/电感元件与规格书图纸符合.5.1.7 风叶:1.铁扇叶:叶片不能变形,固定扇叶螺母必须拧紧牢固.2.塑胶风叶尺寸及颜色须与封样相同,另增加检测标准如下:5.2 标识5.2.1、标志需有厂家名称、型号、电源性质、额定工作电压、额定功率、认证标志及绝缘等级等标志。
换向火花等级
根据电刷下火花程度和换向器及电刷的状态,换向火花等级为5级
安装的规定:一般用途的直流电机在空载(不允许空载的电机从〔¼〕负载到额定负载,对正逆转要求的直流电机,应测量两个转向的情况下,换向火花等级应不超过1½级,在偶然过电流或短路时转矩(见7.1-7.2),火花应不超过2级,3级火花只有直流启动(没有启动变阻器)或逆转的瞬间,且换向器及电刷的状态仍能适应于以后的工作允许出现。
换向试验:
如电机需进行温升测试,换向试验在温升试验后立即进行,试验时间应在该类型电机的标准中规定。
电动机换向火花等级表
8.2火花等级的确定
电机在确定火花等级时,一般按电刷下的火花程度确认,如所有电刷下的火花均匀,可判定为一级,假如一边高一边低,则按火花较高一边判定。
以上节选自《电动机国家标准》GB/T 1311-1989直流电机试验方法IEEE 113:1973中火花等级表详细)。