生产工艺文件汇编表格格式
- 格式:docx
- 大小:37.66 KB
- 文档页数:21
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
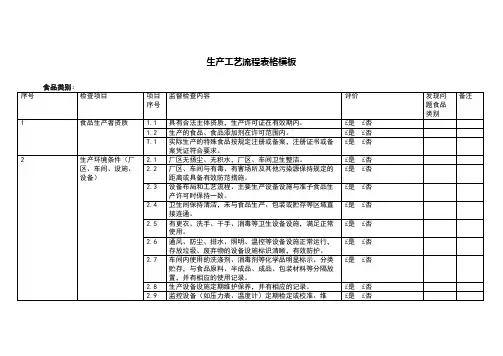
生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
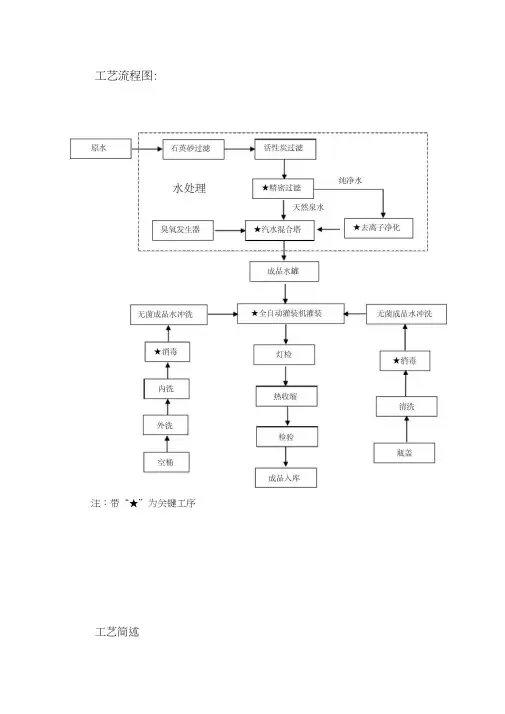
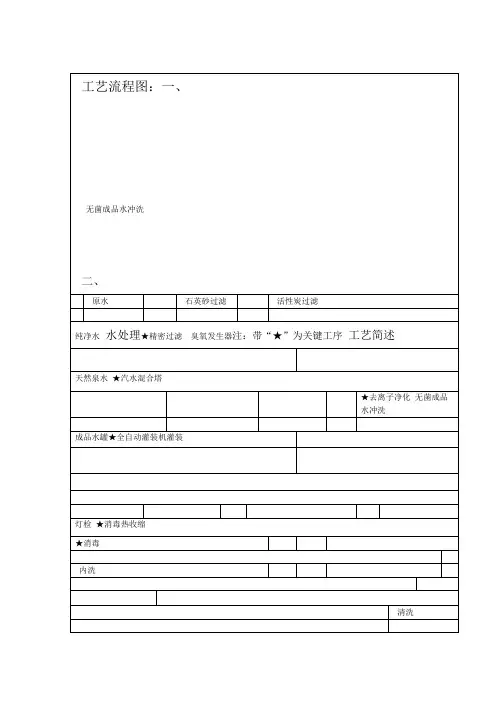
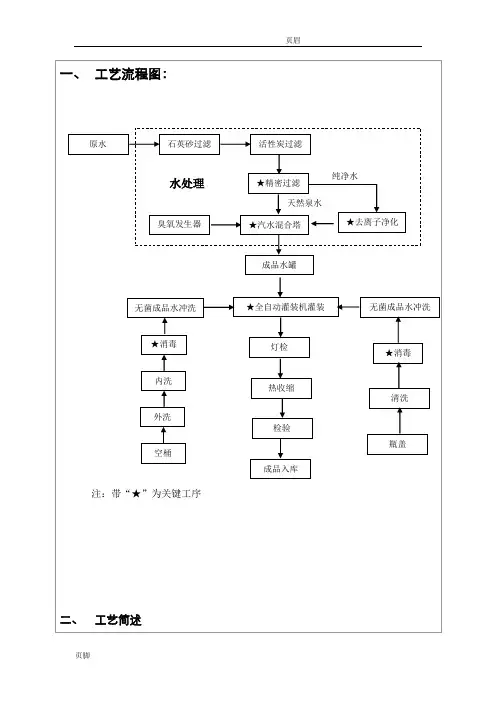
工艺流程图:注:带“★”为关键工序工艺简述数、大肠菌群的检验,每15天检验一次。
5.4保持设备外观清洁。
6、空压机6.1经常检查油面线,油面线不低于油窗底部c6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
活性炭过滤器操作规程1、本系统操作为手动方式(参照设备使用说明书示意图)2、运行打开阀门V0、VI、V4,关闭V2、V3,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,设备处于运行状态。
3、反冲洗当水流通过滤层的压差达到O.IMPa时,需要进行反冲洗。
打开V0、V2、V3阀门,关闭阀门V1、V4,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,滤器进入反洗状态,使反冲洗流量为2. 5〜3m3/h,约15〜20分钟,至水澄清为止。
4、正冲洗打开进水阀VI、排气阀门V0及排水阀门V5,关闭阀门V2、V3、V4,开启原水泵,滤器进入正冲洗状态,冲洗时间约15〜20分钟,滤器可重新投入运行状态。
建议每天至少正冲洗一次。
5、停机关闭原水泵,再关闭所有阀门。
6、保养:活性炭一般情况下使用1〜2年需进行更换。
a)未及时体检的员工应进行体检,体检不合格的,调离原工作岗位或不许上岗,未参加培训的员工应及时组织进行食品卫生相关知识的培训,考核合格后方可上岗。
b)受伤者应调离原工作岗位或重新分给其不接触产品的工作。
c)个人卫生不符合要求的应及时纠正,班长或副班长应针对不符合情节影响程序采取适当措施,如上厕所之后或处理被污染的物品之后未按要求洗手消毒而进入车间作业时,报质量负责人确定处置方案。
四、记录《每日卫生检查记录》《车间清洁记录》《每周环境卫生检查表》《定期卫生检查表》1、清洁要求。
生产工艺规程* * * * 公司目录一.产品概述 (1)二.生产工艺操作要求和技术参数1.工艺流程图 (2)(原料药工艺规程为反应方程式与工艺流程图)2.岗位质量监控要点………………………………………………………**3.原辅料的前处理…………………………………………………………**4.工艺过程和工艺参数……………………………………………………**5.储存注意事项……………………………………………………………** 三.处方和处方依据……………………………………………………………** 四.质量标准1.原辅料质量标准…………………………………………………………**2.包装材料质量标准………………………………………………………**3.中间产品质量标准………………………………………………………**4.成品质量标准……………………………………………………………** 五.主要生产设备一览表………………………………………………………** 六.安全和劳动保护、“三废”处理…………………………………………** 七.劳动组织和生产周期………………………………………………………** 八.原辅料、包装材料消耗定额………………………………………………** 九.物料平衡计算………………………………………………………………** 十.变更记载……………………………………………………………………**一.产品概述文件格式补充说明:一、页面设置:A4,横向,左、右、上、下边距分别为2.5、2、2.54、2.54;行距:25磅,不含表格。
二、封面:1.“生产工艺规程”为宋体48号加粗,中间空一格。
2.表格外部框线:1磅;内部框线:0.5磅; “品名”等栏目为宋体四号,实际内容为楷体四号,有商品名的,通用名称写在商品名后的括号内;原料药的“规格”划为“——”。
3.新产品的制定人为相关课题人员,审核人(3个)为课题负责人、制造部车间主任或生产主管或制造部长、QA文件管理员,批准人为质管部长;老产品的制定人为车间主任,审核人(2个)为制造部生产主管或制造部长、QA文件管理员,批准人为质管部长。