机械连接钢筋丝头现场检查表最终版
- 格式:doc
- 大小:130.00 KB
- 文档页数:4
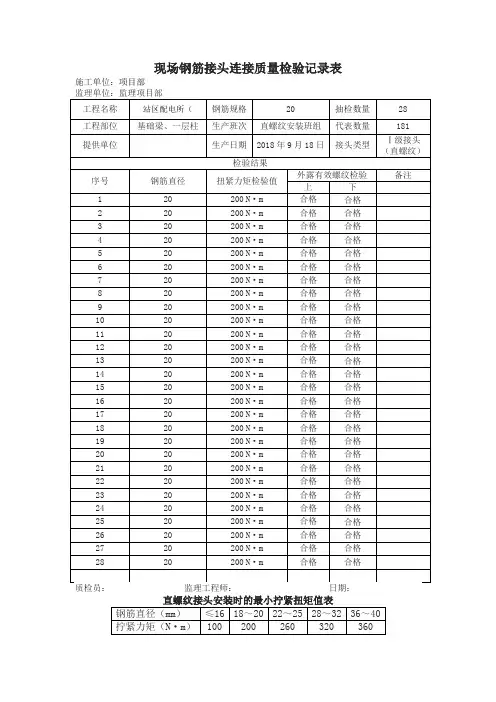
机械连接钢筋丝头现场检查表最终版————————————————————————————————作者:————————————————————————————————日期:工程名称宁波地铁3号线TJ3105标体育馆站钢筋规格C抽检数量工程部位部位钢筋接头类型直螺纹代表数量连接套筒长度(cm) 检查日期检验结果序号有效螺纹长度(cm)不完整螺纹长度(cm)环止规旋入量(<3P)环通规旋入量(cm)端头外观断牙裂纹已打磨第一次抽取频率数量合格率复检频率数量合格率全部检查合格率结论规定:1、钢筋端部应切平整或锉平后,再加工螺纹;2、墩粗头不得有与钢筋轴线相垂直的横向裂纹;3、钢筋丝头长度公差应为0~2.0P;4、通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3P;5、标准型接头安装后外露有效螺纹距不得超过2P;6、接头安装时最小拧紧力矩值(28~32)320N·m、(22~25)260N·m;7、钢筋端头离套筒中心不宜超过10mm;8、套筒不得弯曲、有肉眼可见裂纹、严重锈蚀、附着物。
9、随机抽检10%,检验合格率不小于95%,否则加倍复检,复检合格率仍小于95%时,应对全部丝头逐个检验,合格者方可使用,不合格者应切去丝头重新鐓粗、加工螺纹。
检查:记录:复核:审核:工程名称宁波地铁3号线TJ3105标体育馆站套筒规格C抽检数量工程部位接头类型直螺纹代表数量连接套筒长度(cm) 检查日期检验结果序号连接套筒长度(cm)塞止规旋入量(<3P)塞通规旋入量(cm)套筒外观弯曲裂纹锈蚀附着物规则第一次抽取频率数量合格率复检频率数量合格率全部检查合格率结论规定:1、钢筋端部应切平整或锉平后,再加工螺纹;2、墩粗头不得有与钢筋轴线相垂直的横向裂纹;3、钢筋丝头长度公差应为0~2.0P;4、通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3P;5、标准型接头安装后外露有效螺纹距不得超过2P;6、接头安装时最小拧紧力矩值(28~32)320N·m、(22~25)260N·m;7、钢筋端头离套筒中心不宜超过10mm;8、套筒不得弯曲、有肉眼可见裂纹、严重锈蚀、附着物。
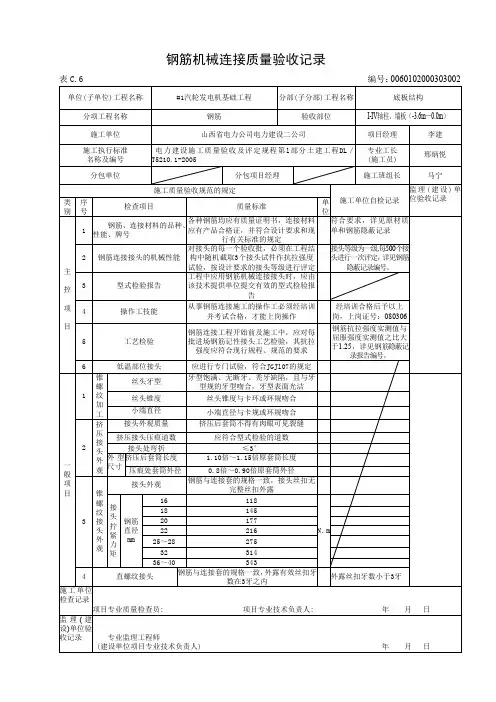
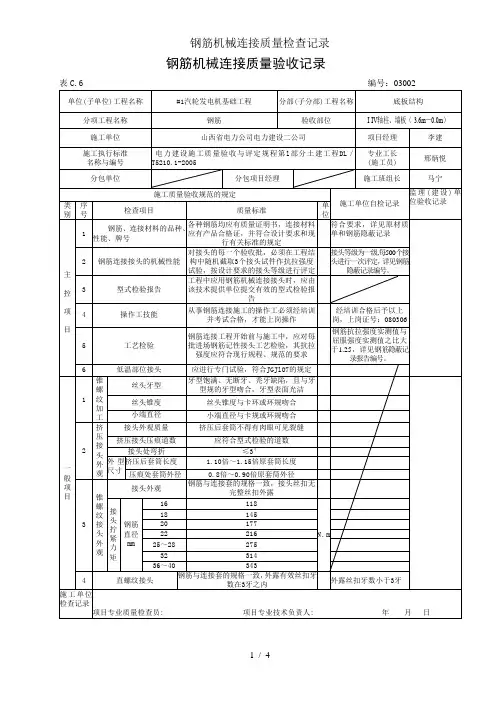
西安市XXXXXXXXXXXXXXXXXX标钢筋直螺纹套筒连接检验记录表中铁XXXXXXXXX公司西安·二〇一五年说明钢筋机械连接技术规程JGJ 107-2010节选6 施工现场接头的加工与安装6.1接头的加工在施工现场加工钢筋接头时,应符合下列规定:1 加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定;2 钢筋接头的加工应经工艺检验合格后方可进行;直螺纹接头的现场加工应符合下列规定:1 钢筋端部应切平或镦平后加工螺纹;2 镦粗头不得有与钢筋轴线相垂直的横向裂纹;3 钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~p为螺距:4 钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p;抽检数量10%,检验合格率不应小于95%;锥螺纹接头的现场加工应符合下列规定:1 钢筋端部不得有影响螺纹加工局部弯曲;2 钢筋丝头长度应满足设计要求,使拧紧后的钢筋丝头不得相互接触,丝头加工长度公差应为-0.5p~-1.5p;3 钢筋丝头的锥度和螺距应使用专用锥螺纹量规检验;抽检数量10%,检验合格率不应小于95%;6.2接头的安装直螺纹钢筋接头的安装质量应符合下列要求:1 安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧;标准型接头安装后的外露螺纹不宜超过2p;2 安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表的规定;表直螺纹接头安装时的最小拧紧扭矩值3 校核用扭力扳手的准确度级别可选用10级;锥螺纹钢筋接头的安装质量应符合下列要求:1 接头安装时应严格保证钢筋与连接套筒的规格相—致;2 接头安装时应用扭力扳手拧紧,拧紧扭矩值应符合本规程表的要求;表锥螺纹接头安装时的拧紧扭矩值3 校核用扭力扳手与安装用扭力扳手应区分使用,校核用扭力扳手应每年校核1次,准确度级别应选用5级;套筒挤压钢筋接头的安装质量应符合下列要求:1 钢筋端部不得有局部弯曲,不得有严重锈蚀和附着物;2 钢筋端部应有检查插入套筒深度的明显标记,钢筋端头离套筒长度中心点不宜超过10mm;3挤压应从套筒中央开始,依次向两端挤压,压痕直径的波动范围应控制在供应商认定的允许波动范围内,并提供专用量规进行检验;4 挤压后的套筒不得有肉眼可见裂纹;7 施工现场接头的检验与验收工程中应用钢筋机械接头时,应由该技术提供单位提交有效的型式检验报告;钢筋连接工程开始前,应对不同钢筋生产厂的进场钢筋进行接头工艺检验;施工过程中,更换钢筋生产厂时,应补充进行工艺检验;工艺检验应符合下列规定:1 每种规格钢筋的接头试件不应少于3根;2 每根试件的抗拉强度和3根接头试件的残余变形的平均值均应符合本规程表和表的规定;3接头试件在测量残余变形后可再进行抗拉强度试验,并宜按按本规程附录A 表中的单向拉伸加载制度进行试验;4 第一次工艺检验中1根试件抗拉强度或3根试件的残余变形平均值不合格时,允许再抽3根试件进行复验,复验仍不合格时判为工艺检验不合格;、接头安装前应检查连接件产品合格证及套筒表面生产批号标识;产品合格证应包括适用钢筋直径和接头性能等级、套筒类型、生产单位、生产日期以及可追溯产品原材料力学性能和加工质量的生产批号;现场检验应按本规程进行接头的抗拉强度试验,加工和安装质量检验;对接头有特殊要求的结构,应在设计图纸中另行注明相应的检验项目;接头的现场检验应按验收批进行,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,应以500个为一个验收批进行检验与验收,不足500个也应作为一个验收批;螺纹接头安装后应按本规程第条的验收批,抽取其中10%的接头进行拧紧扭矩校核,拧紧扭矩值不合格数超过被校核接头数的5%时,应重新拧紧全部接头,直到合格为止;对接头的每一验收批,必须在工程结构中随机截取3个接头试件作抗拉强度试验,按设计要求的接头等级进行评定;当3个接头试件的抗拉强度均符合本规程表中相应等级的强度要求时,该验收批应评为合格;如有1个试件的抗拉强度不符合要求,应再取6个试件进行复检;复检中如仍有1个试件的抗拉强度不符合要求,则该验收批应评为不合格;现场检验连续10个验收批抽样试件抗拉强度试验一次合格率为100%时,验收批接头数量可扩大1倍;现场截取抽样试件后,原接头位置的钢筋可采用同等规格的钢筋进行搭接连接,或采用焊接及机械连接方法补接;对抽检不合格的接头验收批,应由建设方会同设计等有关方面研究后提出处理方案;质检负责人:检验员:检验日期:注:P-表示螺距;合格:√,不合格:×;C-表示螺纹周长;。
钢筋机械连接接头质量检查记录钢筋机械连接接头质量检查记录,这话听着就有点高大上,咋说呢,听起来像是工程师的专属用语,实际上它可跟我们的生活息息相关。
想象一下,建筑工地上,工人们挥汗如雨,跟钢筋打交道,恨不得能把钢筋都拧出花来。
可这个时候,接头的质量可得仔细检查,像一场“针锋相对”的较量,绝对不能马虎。
这些小细节关乎整栋楼的安全,真是“千里之行,始于足下”,可千万不能掉以轻心。
大家可能会想,检查到底怎么个检查法?先得有个“安检”流程,咱得先看材料是不是合格的,得是好钢筋。
你要是不认真,那最后盖起来的楼,可能就成了“纸上谈兵”的笑话。
得把这些钢筋的接头搞清楚,机器连接、手动连接,各有各的规矩。
每个接头都得好好检查,确保没有遗漏,像是“走马观花”就太不靠谱。
这个过程可得细致入微,真的就像给你的宝贝车检查一样,绝对不能有一丝一毫的马虎。
想象一下,万一接头不合格,那整栋楼可就跟“豆腐渣”一样,真是一场“如梦幻泡影”的悲剧。
每一处焊接,每一根钢筋,都是工人们辛苦的结晶,绝不能让它们“冤屈”了。
咱们这检查的工序,先来个“全方位”的“扫描”。
一看那连接是不是平整,接头的强度是否达标,这可不是随便说说,得用仪器检测,像医生给病人做CT一样,不放过任何细节。
还得看看有没有裂缝、气泡,真是“细节决定成败”啊。
仔细一瞧,还真能发现一些“蛛丝马迹”,这时候可得及时处理,不然后患无穷。
之后,还得做个“强度测试”,就像是给接头“上擂台”,看看谁能撑得住。
说实话,这时候有点小紧张,就像看球赛一样,你根本不知道结果会如何。
假如一切顺利,咱们就可以给接头贴上“合格”的标签,心里那个高兴,真是“如释重负”。
不过,如果有不合格的,那可得赶紧“扭转乾坤”,重做接头,绝对不能给安全留下隐患。
施工现场就是一场“生死时速”的较量,丝毫马虎不得。
咱们还得记录下每一步的检查结果,这就像日记一样,真实又详尽。
没记录可就跟“无头苍蝇”似的,乱糟糟的,啥也搞不清楚。
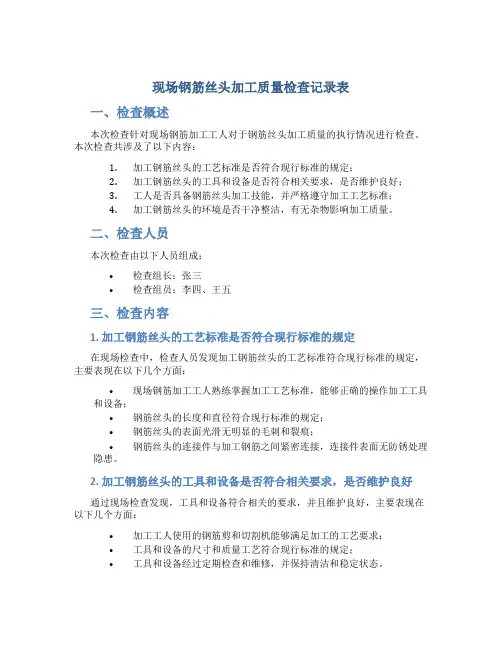
现场钢筋丝头加工质量检查记录表一、检查概述本次检查针对现场钢筋加工工人对于钢筋丝头加工质量的执行情况进行检查。
本次检查共涉及了以下内容:1.加工钢筋丝头的工艺标准是否符合现行标准的规定;2.加工钢筋丝头的工具和设备是否符合相关要求,是否维护良好;3.工人是否具备钢筋丝头加工技能,并严格遵守加工工艺标准;4.加工钢筋丝头的环境是否干净整洁,有无杂物影响加工质量。
二、检查人员本次检查由以下人员组成:•检查组长:张三•检查组员:李四、王五三、检查内容1. 加工钢筋丝头的工艺标准是否符合现行标准的规定在现场检查中,检查人员发现加工钢筋丝头的工艺标准符合现行标准的规定,主要表现在以下几个方面:•现场钢筋加工工人熟练掌握加工工艺标准,能够正确的操作加工工具和设备;•钢筋丝头的长度和直径符合现行标准的规定;•钢筋丝头的表面光滑无明显的毛刺和裂痕;•钢筋丝头的连接件与加工钢筋之间紧密连接,连接件表面无防锈处理隐患。
2. 加工钢筋丝头的工具和设备是否符合相关要求,是否维护良好通过现场检查发现,工具和设备符合相关的要求,并且维护良好,主要表现在以下几个方面:•加工工人使用的钢筋剪和切割机能够满足加工的工艺要求;•工具和设备的尺寸和质量工艺符合现行标准的规定;•工具和设备经过定期检查和维修,并保持清洁和稳定状态。
3. 工人是否具备钢筋丝头加工技能,并严格遵守加工工艺标准在现场检查中,检查人员观察了工人的作业过程,发现工人具备钢筋丝头加工技能,并且严格遵守加工工艺标准,主要表现在以下几个方面:•工人熟练掌握加工工艺技能,能够根据图纸要求加工钢筋丝头;•工人严格按照加工工艺标准进行操作,确保加工质量符合现行标准的规定;•工人对于加工中可能存在的风险有清晰的认识,并做好安全防护措施。
4. 加工钢筋丝头的环境是否干净整洁,有无杂物影响加工质量现场钢筋加工的环境干净整洁,无杂物影响加工质量,主要表现在以下几个方面:•工作区域环境清洁,通风良好;•工作现场整洁无杂物,不影响钢筋丝头加工质量;•加工钢筋丝头的材料都摆放在指定区域,有序管理。
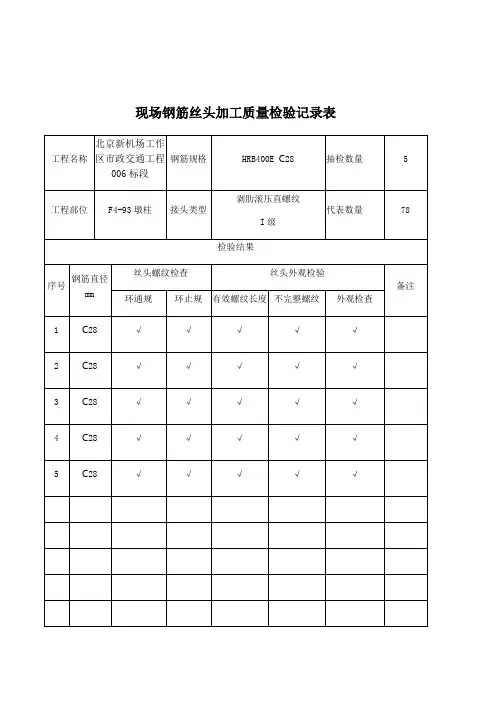
现场钢筋丝头加工质量检验记录表北京新机场工作 工程名称 区市政交通工程 钢筋规格 006 标段HRB400E C28抽检数量5剥肋滚压直螺纹 工程部位 F4-93 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表北京新机场工作工程名称 区市政交通工程 钢筋规格 HRB400E C28 抽检数量 5006 标段剥肋滚压直螺纹 工程部位 F4-94 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
-- --
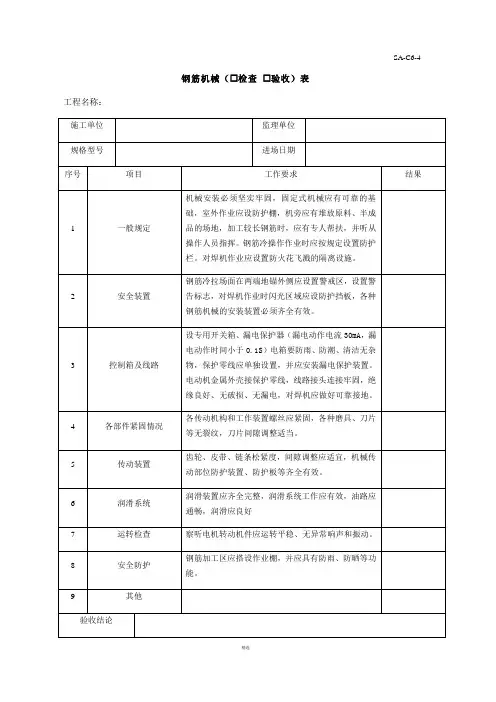
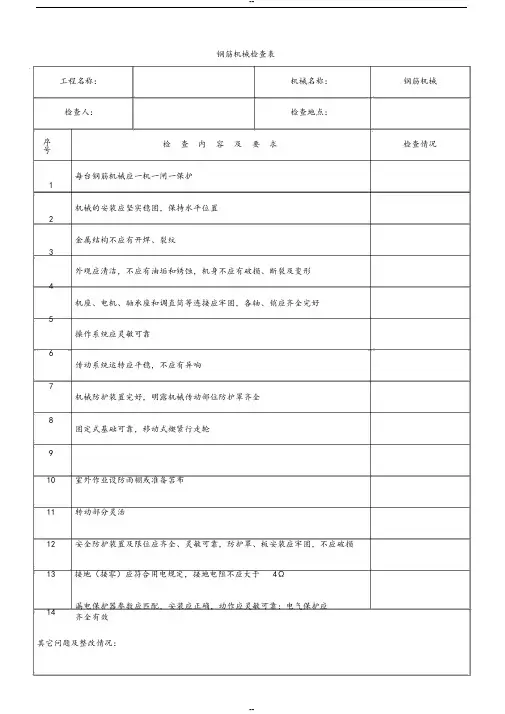
钢筋机械检查表
工程名称: 机械名称: 钢筋机械
检查人: 检查地点:
序号
1
2
3
4
5
6
7
8
9 检 查 内 容 及 要 求 检查情况 每台钢筋机械应一机一闸一保护 机械的安装应坚实稳固,保持水平位置 金属结构不应有开焊、裂纹 外观应清洁,不应有油垢和锈蚀,机身不应有破损、断裂及变形 机座、电机、轴承座和调直筒等连接应牢固,各轴、销应齐全完好 操作系统应灵敏可靠 传动系统运转应平稳,不应有异响 机械防护装置完好,明露机械传动部位防护罩齐全 固定式基础可靠,移动式楔紧行走轮
10 室外作业设防雨棚或准备苫布
11 转动部分灵活
12 安全防护装置及限位应齐全、灵敏可靠,防护罩、板安装应牢固,不应破损
13
接地(接零)应符合用电规定,接地电阻不应大于 4Ω 14
漏电保护器参数应匹配,安装应正确,动作应灵敏可靠;电气保护应齐全有效
其它问题及整改情况:。