数控机床精度检验共24页
- 格式:ppt
- 大小:2.87 MB
- 文档页数:1

一、数控机床的精度检验数控机床的高精度最终是要靠机床本身的精度来保证,数控机床精度包括几何精度和切削精度。
另一方面,数控机床各项性能和性能检验对初始使用的数控机床及维修调整后机床的技术指标恢复是很重要的。
1. 几何精度检验几何精度检验,又称静态精度检验,是综合反映机床关键零部件经组装后的综合几何形状误差。
数控机床精度的检验工具和检验方法类似于普通机床,但检测要求更高。
几何精度检测必须在地基完全稳定、地脚螺栓处于压紧状态下进行。
考虑到地基可能随时间而变化,一般要求机床使用半年后,再复校一次几何精度。
在几何精度检测时,应注意测量方法及测量工具应用不当所引起的误差。
在检测时,应按国家标准规定,即机床接通电源后,在预热状态下,机床各坐标轴往复运动几次,主轴按中等转速运转十多分钟后进行。
常用的检测工具有精密水平仪、精密方箱、直角尺、平尺、平行光管、千分表、测微仪及高精度主轴心棒等。
检测工具的精度必须比所设的几何精度高一个等级。
以卧式加工中心为例,要对下列几何精度进行检验:1)X 、Y 、Z 坐标轴的相互垂直度;2)工作台面的平行度;3)X 、Z 轴移动时工作台面的平行度;4)主轴回转轴线对工作台面的平行度;5)主轴在Z 轴方向移动的直线度;6)X 轴移动时工作台边界与定位基准的平行度;7)主轴轴向及孔径跳动;8)回转工作台精度。
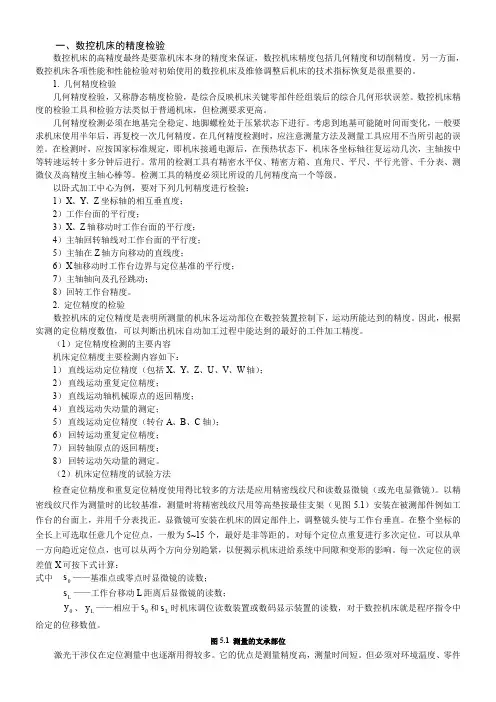
2. 定位精度的检验数控机床的定位精度是表明所测量的机床各运动部位在数控装置控制下,运动所能达到的精度。
因此,根据实测的定位精度数值,可以判断出机床自动加工过程中能达到的最好的工件加工精度。
(1)定位精度检测的主要内容机床定位精度主要检测内容如下:1) 直线运动定位精度(包括X 、Y 、Z 、U 、V 、W 轴);2) 直线运动重复定位精度;3) 直线运动轴机械原点的返回精度;4) 直线运动失动量的测定;5) 直线运动定位精度(转台A 、B 、C 轴);6) 回转运动重复定位精度;7) 回转轴原点的返回精度;8) 回转运动矢动量的测定。
数控机床精度检验内容数控机床是一种高精度、高效率的加工设备,其精度直接影响着加工零件的质量和精度。
因此,对数控机床的精度进行检验是非常重要的。
下面将介绍数控机床精度检验的内容。
首先,数控机床的精度检验包括几个方面,几何精度、运动精度和位置精度。
几何精度是指机床各轴线的几何误差,包括直线度、平行度、垂直度等;运动精度是指机床在运动过程中的动态精度,包括加工速度、加速度、减速度等;位置精度是指机床在停止状态下的定位精度,包括定位误差、重复定位精度等。
这些精度指标直接影响着数控机床加工零件的精度和表面质量。
其次,数控机床精度检验的方法主要包括几种,静态检验、动态检验和综合检验。
静态检验是指在机床停止状态下对各轴线的几何精度进行检测,可以通过测量仪器进行测量,如千分尺、角尺等;动态检验是指在机床运动状态下对运动精度进行检测,可以通过加工模拟零件进行加工,然后进行测量分析;综合检验是指将静态检验和动态检验相结合,对机床的整体精度进行评估。
另外,数控机床精度检验的标准主要包括国家标准和行业标准。
国家标准是指由国家相关部门颁布的针对数控机床精度的检验标准,如GB/T19001-2008《数控机床检验标准》等;行业标准是指由行业协会或企业制定的针对特定类型数控机床的检验标准,如《数控车床精度检验标准》等。
在进行数控机床精度检验时,需要严格按照相关标准进行检验,以确保检验结果的准确性和可靠性。
最后,数控机床精度检验的意义在于保证机床加工零件的精度和质量,提高加工效率和加工精度,降低加工成本,提高产品的竞争力。
通过定期对数控机床进行精度检验,可以及时发现机床的精度问题,进行调整和维护,确保机床的稳定性和可靠性,延长机床的使用寿命。
综上所述,数控机床精度检验内容包括几何精度、运动精度和位置精度,检验方法包括静态检验、动态检验和综合检验,检验标准包括国家标准和行业标准。
通过精度检验可以保证机床的加工精度和质量,提高产品的竞争力,具有重要的意义和价值。
数控机床精度检验(根据国家数控机床检验标准制定)☆数控双柱立式车床☆数控落地铣镗床☆数控龙门式铣床中 华 人 民 共 和 国武汉毅恒重工有限公司1123 2 60595958 435 458575756 657656555554879 8535210共27页 TK69 系列精 度 检 验 单第1 页预调检验 精度(mm) 序号 检验项目 检 验 示 意 图允 差 值 实测值G01床身导轨在垂直平面内的直线度在1000mm 长度内为:0.02 长度每增加1000mm 允差值增加0.005 最大允差:10000mm 长度内为:0.05 长度超过10000mm 为0.08局部允差:在任意500mm 测量长度上为:0.01911共27页 TK69 系列精 度 检 验 单第2 页预调检验 精度(mm) 序号 检验项目 检 验 示 意 图允 差 值 实测值G02床身导轨在垂直平面内的平行度0.02/10001052515150121113共27页 TK69 系列精 度 检 验 单第4页几何精度 精度(mm) 序号 检验项目 检 验 示 意 图允 差 值 实测值G1立柱移动在垂直平面内的直线度。
在1000mm 长度内为:0.02 长度每增加1000mm 允差值增加0.005 最大允差:10000mm 长度内为:0.05 长度超过10000mm 为0.12局部允差:在任意500mm 测量长度上为:0.015125049494814131514484747461615171646454544181719184443434220192120424141402221232240393938242325243837373626252726363535342827292834333332302931303231。
数控机床精度检验内容数控机床是一种高精度、高效率的自动化加工设备,广泛应用于各种工业制造领域。
而数控机床的精度检验是确保其加工质量和稳定性的重要环节。
本文将围绕数控机床精度检验的内容展开讨论,以帮助读者更好地了解和掌握数控机床的精度检验方法和技术要点。
首先,数控机床的精度检验内容包括几个方面,几何精度、运动精度、定位精度和重复定位精度。
几何精度是指数控机床在工作时各轴线的几何位置精度,包括直线度、平行度、垂直度等。
而运动精度是指数控机床在运动时的加工精度,包括加工表面的光洁度、尺寸精度等。
定位精度是指数控机床在定位时的位置精度,包括定位误差、回零精度等。
重复定位精度是指数控机床在多次定位时的重复性精度,即同一位置的重复性定位误差。
其次,数控机床的精度检验方法主要包括几种,测量仪器法、几何误差补偿法、动态误差补偿法和工件检验法。
测量仪器法是通过使用各种测量仪器对数控机床进行几何精度、运动精度、定位精度和重复定位精度的检测。
几何误差补偿法是通过对数控机床的几何误差进行补偿,以提高其加工精度。
动态误差补偿法是通过对数控机床的动态误差进行补偿,以提高其运动精度。
工件检验法是通过对数控机床加工出的工件进行检验,以验证其加工精度和稳定性。
此外,数控机床精度检验的技术要点包括几个方面,一是要选择合适的测量仪器和测量方法,以确保检验结果的准确性和可靠性。
二是要及时对数控机床的几何误差和动态误差进行补偿,以提高其加工精度和运动精度。
三是要定期对数控机床进行精度检验和校准,以确保其加工质量和稳定性。
四是要严格控制数控机床的使用环境和工艺参数,以减小外部因素对其精度的影响。
综上所述,数控机床的精度检验内容涉及几何精度、运动精度、定位精度和重复定位精度,其检验方法包括测量仪器法、几何误差补偿法、动态误差补偿法和工件检验法,而技术要点包括选择合适的测量仪器和测量方法、及时进行误差补偿、定期检验和校准、严格控制使用环境和工艺参数。
数控车床的几种精度检测数控机床进行检测验收时,评定产品精度状态及合格与否的主要依据是按照“精度检验”、“技术条件”、“质量分等”等有关标准所规定的内容和检项进行.一、静态检测内容及方法1、滚珠丝杠的窜动、回动检测(1)方法及要求在机床某一方向滚珠丝杠的轴端中心孔内放入一粒一级精度的钢球(选丝杠的约束止推端;中心孔一定要清洁干净;钢球用优质的黄油粘着上)。
将千分表吸合固定在刚性牢固的合适部位,表触头垂直接触到钢球的中心部位并表针刻度校零。
转动手摇脉冲发生器驱动丝杠向一个方向慢慢旋转的同时观察表针的摆动量,要求表针摆动值在3μm内时为合格。
此为丝杠的轴向窜动。
转动手摇脉冲发生器驱动丝杠向一个方向慢慢旋转并待表针相对稳定时突然反摇,观测表针的摆动值,要求表针摆动值在3μm内时为合格。
此为丝杠的轴向回动。
(2)超差时反映的主要问题:①丝杠支撑轴承的精度不够;约束止推端的轴承外环没有用端盖压紧或轴承内环没有用螺母背紧,致使轴承内、外环之间存有未消除的间隙。
②轴承在壳体内安装位置不佳、歪了或是丝杠三点支撑(进给箱、丝母座及轴承支座)之间的同轴度太差。
③此项精度超差会影响该进给轴的重复定位精度和定位精度,致使工件加工精度下降。
2、丝杠螺母处滚道的窜动、回动检测(1)方法及要求将千分表吸合固定在机床大拖板合适的部位,表触头接触到丝杠滚道一侧的中径处(与丝杠轴线呈45°角接触)并表针刻度校零。
同滚珠丝杠轴端的窜动、回动检测方式一样,摇动手要脉冲发生器进行检测,表针摆动值在3μm内时为合格。
(注:滚道的左、右两个侧面均要进行检测。
)(2)超差时反映的主要问题:①滚珠丝杠制造精度不良,丝杠与螺母之间有未消除的间隙。
②丝杠三点支撑之间的同轴度太差。
③螺母支座及螺母法兰盘处制造、安装精度差,改变了合格的丝杠精度。
同样,此项检测超差时会影响机床的重复定位精度和定位精度。
二、动态检测内容及方法(热性能检测)1、主轴的热性能车削检测(1)方法及要求将40件φ60mm的黄铜试料分成4组,每组10件。