模具表面强化技术及其应用
- 格式:pdf
- 大小:129.96 KB
- 文档页数:3

模具型腔中表面强化技术的应用分析摘要:随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对模具制造行业的发展重视起来。
众所周知,模具型腔制作是我们在进行模具制作过程中的重点施工环节,而模具型腔表面强化就是其中的重中之重。
机械相关零件粗加工和机械相关零件细加工中的主要程序都是由模具成型来完成的。
对模具型腔表面强化技术进行科学合理研究,可以在一定程度上提高模具使用寿命。
关键词:模具型腔;表面强化技术;应用分析和探讨广义来讲,当前最为常用的模具使用类型包括塑性变形失效模具、磨损失效模具、疲劳失效模具和冷热疲劳失效模具以及断裂失效模具五种。
为了有效防止模具失效,我们应该对模具型腔表面进行强化,其中强化分为主要包括硬度强化、耐磨强化和耐腐蚀强化以及抗疲劳抗高温氧化强化措施等。
所以应在对模具材料进行正确全面选取之外还应该对模具型腔表面实施适当强化操作以保证模具制作效率。
本文从有关模具型腔表面强化方法和强化特点以及强化目的等方面进行分层阐述,并对模具型腔表面强化机理等作出解释。
1.模具型腔中表面工况概述根据对当前各种模具工况的研究与分析可以看出,其工作条件存在这很大不同,并且此时失效形式也是各不相同。
需要注意的是,在同一副模具上其损伤形式多种多样,此种损伤形式大多数情况是以交叉损伤形式产生的,并且其之间关系是相互联系且相互影响的,此时加速磨具会过早失效。
热作模具制作是当前我国模具生产中的重点生产环节,因为热作模具会受到负荷影响并会使其中的金属材料产生塑性变形状况,另外一种可能的情况就是会使温度较高的液体金属压铸得以成形且相对炽热非金属注射也会成型。
金属材料发生一定塑性变形时会对整体模具生产造成影响,一般来讲,固体金属材料塑性变形模具主要包括热锻模和热镦模以及相关热挤压模等。
模腔被破坏变形的主要原因是有模具生产中的实际生产环境所造成的,其同时也是相应成型部分可逆变形和成型部分磨损以及成型部分产生裂纹等。



模具表面强化技术的介绍一、扩散法金属碳化物覆层技术介绍1 、技术简介扩散法金属碳化物覆层技术是将工件置于特种介质中,经扩散作用于工件表面形成一层数微米至数十微米的金属碳化物层。
该碳化物层具有极高的硬度,HV 可达1600~3000 (由碳化物种类决定),此外,该碳化物履层与基体冶金结合,不影响工件表面光洁度,具有极高的耐磨、抗咬合(粘结)、耐蚀等性能,可大幅度提高工模具及机械零件的使用寿命。
2、与相关技术的比较通过在工件表面形成超硬化合物膜层的方法,是大幅度提高其耐磨、抗咬合(抗粘结)、耐蚀等性能,从而大幅度提高其使用寿命的有效而经济的方法。
目前,工件表面超硬化处理方法主要有物理气相沉积(PVD),化学气相沉积(CVD),物理化学气相沉积(PCVD),扩散法金属碳化物履层技术,其中,PVD 法具有沉积温度低,工件变形小的优点,但由于膜层与基体的结合力较差,工艺绕镀性不好,往往难以发挥超硬化合物膜层的性能优势。
CVD 法具有膜基结合力好,工艺绕镀性好等突出优点,但对于大量的钢铁材料而言,其后续基体硬化处理比较麻烦,稍有不慎,膜层就易破坏。
因此其应用主要集中在硬质合金等材料上。
PCVD法沉积温度低,膜基结合力及工艺绕镀性均较PVD法有较大改进,但与扩散法相比,膜基结合力仍有较大差距,此外由于PCVD 法仍为等离子体成膜,虽然绕镀性较PVD 法有所改善,但无法消除。
由扩散法金属碳化物覆层技术形成的金属碳化物覆层,与基体形成冶金结合,具有PVD、PCVD无法比拟的膜基结合力,因此该技术真正能够发挥超硬膜层的性能优势,此外,该技术不存在绕镀性问题,后续基体硬化处理方便,并可多次重复处理,使该技术的适用性更为广泛。
3、技术优势扩散法金属碳化物覆层技术在日本、欧洲各国、澳大利亚、韩国等国应用广泛。
据调查,许多进口设备上的配套模具大量地使用了该技术,这些模具在进行国产化时,由于缺乏相应的成熟技术,往往使模具寿命低,有些甚至无法国产化。
模具表面强化模具表面强化处理技术模具是作为制造业的重要工艺装备,它的使用性能,特别是使用寿命反映了一个国家的工业水平,并直接影响到产品的更新换代和在国际市场上的竞争能力。
因此,各国都非常重视模具工业的发展和模具寿命的提高工作。
目前,我国模具的寿命还不髙,模具消耗量很大,因此,提髙我国的模具寿命是一个十分迫切的任务。
模具热处理对使用寿命影响很大。
我们经常接触到的模具损坏多半是热处理不当而引起。
据统计,模具由于热处理不当,而造成模具失效的占总失效率的50%以上,所以国外模具的热处理,愈来愈多地使用真空炉、半頁•空炉和无氧化保护气氛炉。
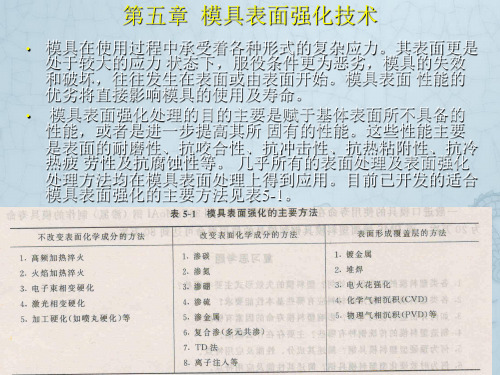
模具热处理工艺包括基体强韧化和表而强化处理。
基体强韧化在于提高基体的强度和韧性,减少断裂和变形,故它的常规热处理必须严格按工艺进行。
表面强化的主要目的是提髙模具表而的耐磨性、耐蚀性和润滑性能。
表面强化处理方法很多,主要有渗碳、渗氮、渗硫、渗硼、氮碳共渗、渗金属等。
采用不同的表而强化处理工艺,可使模具使用寿命提高几倍甚至于几十倍,近几年又出现了一些新的表而强化工艺,本文着重四个方面介绍,供同行参考。
一、低温化学热处理1. 离子渗氮为了提高模具的抗蚀性、耐磨性、抗热疲劳和防粘附性能,可采用离子渗氮。
离子渗氮的突岀优点是显箸地缩短了渗氮时间,可通过不同气体组份调节控制渗层组织,降低了渗氮层的表而脆性,变形小,渗层硬度分布曲线较平稳,不易产生剥落和热疲劳。
可渗的基体材料比气体渗氮广,无毒,不会爆炸,生产安全,但对形状复杂模具,难以获得均匀的加热和均匀的渗层,且渗层较注,过渡层较陡,温度测立及温度均匀性仍有待于解决。
离子渗氮温度以450-520°C为宜,经处理6〜9h后,渗氮层深约0.2〜0.3mm。
温度过低,渗层太薄:温度过髙,则表层易出现疏松层,降低抗粘模能力。
离子渗氮英渗层厚度以0.2〜0.3mm为宜。
磨损后的离子渗氮模具,经修复和再次藹子渗氮后,可重新投入使用,从而可大大地提髙模具的总使用寿命。
浅析常用模具表面强化处理技术DOI:10.16660/j。
cnki.1674-098X。
2017。
11。
052摘要:现代模具工业有“不衰亡工业"之称,模具设计与制造技术已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、企业效益和新型产品的开发能力,而模具的工作环境直接影响其使用寿命。
除合理选择模具材料、制定正确的制造加工方法以外,需对模具零部件采取相应的表面强化处理技术,提高模具质量,延长其服务年限.关键词:模具模具寿命表面强化处理技术热处理方法中图分类号:TG162.4 文献标识码:A 文章编号:1674—098X(2017)04(b)-0052—02模具作?橐恢指咝?率、高精度的生产工具,广泛用于电子、机械、农业、化工等各个行业。
模具的工作条件恶劣,在使用过程中常承受着各种各样的力的作用,常因磨损、腐蚀、断裂等形式而报废失效,而模具的失效一般都是由表面磨损开始的,模具失效将直接影响到成型产品质量、企业生产经济效益等。
模具质量决定一切,那么正确制定制造加工方法、合理选择模具材料及热处理方法,对模具零部件进行相应的表面强化处理,延缓模具材料的表面破坏将有效提高模具质量,延长模具的使用寿命,促使产业利益最大化。
1 模具表面强化处理模具表面处理的目的是使模具基体材料表面获得原本没有的性能,或者是进一步提高模具原本具备的性能,这些性能主要是指模具材料表面的耐磨性、抗氧化性、抗咬合性、抗冲击性、抗热粘附性、抗冷热疲劳性及抗腐蚀性等。
模具强化处理归纳总结为化学热处理强化、表面热处理强化、表面镀覆强化、高能束表面强化技术(高密度能表面强化)、模具钢的预硬化技术等五种强化技术。
2 化学热处理强化模具化学热处理强化是将模具加热到一定的温度与特定的活性介质起化学反应,使一种或几种元素渗入模具材料表层,从而改变模具材料表层的化学成分、组织和性能的热处理工艺。
模具的化学热处理方法可分为渗碳、渗氮、碳氮共渗、渗硼和渗金属等。