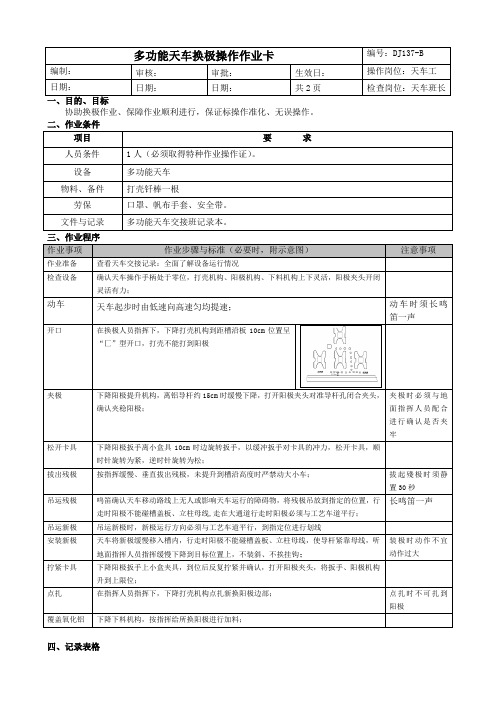
电池车间极片交接卡
- 格式:xls
- 大小:28.50 KB
- 文档页数:1


正极转移涂布作业指导书工序号3工序名正极涂布特殊特性●是○否页码共2页第1页版本号 2.0 操作流程类别序号项目操作内容注意事项产前准备①来料确认1、确认浆料是否为所要涂布的类型,是否超期,涂布前先目测每批次浆料外观,涂布时搅拌罐缓慢搅拌;2、确认箔材规格、厂家、型号是否符合涂布标准;3、确认箔材面密度,每次取三个样,并记录平均值。
1、箔材面密度★=箔材重量/箔材面积(标准小样面积20.0±0.1cm2)。
2、浆料保质期:A5E2、A5E2-1、高倍率铁锂(DY-1、T2、A11)、LD或LD-2系列的浆料保质期为48小时,其他系列的浆料保质期为72小时;②设备检查1、确认NMP溶剂回收系统风机是否正常运转;2、打开涂布机电源,进入系统打开前后压杆和纠偏,点击回机械原点;3、确认牵引带的穿带位置是否正确,并选择正确的放卷/收卷路径;4、自动上料机与自动加料机检查;5、检查涂布机气压是否正常,气压报警装置是否正常;6、检测匀浆机是否正常,并用酒精将搅拌桨清洗干净;机头匀浆时间应在30分钟以上(搅拌频率8-12Hz)。
1、涂布机开机前要开启NMP回收系统;2、正极涂布目前采用2级过滤,自动加料机与自动上料机采用100目或150目滤网过滤。
自动加料机过滤器每周至少清洗一次,换系列时必须清理后生产。
清洗要求:用回收NMP洗净后用干抹布擦干,放入烤箱120℃烘烤2h(可放入烤箱部分);上料罐(不可放入烤箱部分)干抹布擦净浆料后用酒精润湿的干抹布再充分擦洗3次,最后车间内晾干。
③电子天平检查使用标准砝码对电子天平进行校准,并且确保电子天平水平,能够正常使用。
④车间温湿度检查确认正极涂布车间机头机尾温湿度,每班记录2次。
正极涂布车间温湿度必须要控制在标准内,若温湿度不符合标准,则不能进行作业,待温湿度达到标准后才能进行作业。
⑤防护用具佩戴手套、口罩、劳保鞋、工作帽类别序号项目操作步骤技术要求注意事项作业实施①基本参数调节根据电芯制作工艺单设定涂布方式,涂布宽度、留白、边距(若为间隙涂布,调整削薄相关参数)。
蓄电池充电工交接班制度
1、蓄电池充电工必须严格执行交接班制度,并作到到口交口、手交手,必须保证完成充电任务和坚持八小时工作制,否则,按脱岗论处。
2、交接班时要认真检查设备情况和清点备件工具等有无损坏或丢失情况,交清当班设备运行情况和遗留问题,并认真填写交接班记录。
3、交接班期间发生的问题必须由双方共同处理好后交班者方可离岗,未经接班者同意交班者离岗按不交接班论处。
4、凡因交接班不清或不交接班造成影响安全或生产的责任者,根据情节轻重和后果大小给予处分或罚款,丢失工具、备件等一律按价赔偿。
5、未经接班者同意交班者离岗造成的后果由交班者负责,因交接不清经接班者同意交班者离岗后发生的问题由接班者负责。
6、接班者超过30分钟仍未到岗接班,交班者必须经区值班同意方可离岗,如发生问题由接班者负责。
7、交班者未将情况交清接班者有权拒绝接班,若发现接班者精神异常,交班者应拒绝交班,必须向区值班汇报。
矿灯充电工交接班制度一、接班人员必须提前到工作岗位,上班和下班人必须在工作场所交接。
二、下班人员必须向接班人员详细看记录本记录情况及遗留问题,并带领接班人员将工作场地巡回检查一周。
三、接班人员要详细看记录本记录情况,符合接班条件后,由双方在交接班本上,签字后,交班者方可离岗下班。
四、接班人员对交班人员交待不清的问题,可以当面提出来,交班人员须耐心解答,直到明白为止。
五、有下列问题交待不清者不交接:1、工具、材料、各件不齐全不交接。
2、记录上实际情况不符不交接。
3、卫生情况不好不交接。
4、防护用具(胶鞋、手套、防酸工作服、眼镜)不齐全,不接班。
5、防火器材、设施不够不交接。
6、因交接不清,而造成的责任事故,由在班人员负责。
矿灯充电工交接班制度(2)一、目的矿灯充电工是矿山中负责矿工矿灯电池充电的人员,他们的工作安全直接关系到矿工照明用灯的正常使用。
为了确保矿灯充电工职责的衔接和工作的连续性,制定本交接班制度,有利于保障劳动安全、提高工作效率。
二、适用范围本制度适用于所有从事矿灯充电工作的人员。
三、交接班内容1. 工作内容:交接班时,交接人要向接班人详细介绍当班的工作情况,包括平时工作的安排和特殊情况的处理等。
2. 安全事项:交接人要向接班人强调工作中的安全注意事项,特别是防止电池过充、过放和爆炸等情况的预防,并提醒接班人务必遵守相关的操作规程与规定。
3. 设备状况:交接人要向接班人介绍充电设备的使用情况,特别是注意设备的使用寿命和维护保养要求。
4. 工作记录:交接人要将当班的工作情况记录下来,包括充电电量、充电时间、充电设备的检查、故障情况等,并将记录交给接班人。
四、交接班时间和地点1. 时间:交接班时间为每班开始和结束时,即上午8点和下午8点。
2. 地点:交接班地点为充电工作场所。
五、交接班程序1. 上班交接班:(1)交接人在交接班前应检查好充电设备的正常运行情况。
(2)交接人向接班人介绍当班的工作内容和注意事项,并将相关工作记录交给接班人。
3.4.1 蓄电池安装应按设计图纸及有关技术文件进行施工。
3.4.2 蓄电池安装应平稳、间距均匀;同一排列的蓄电池应高度一致,排列整齐。
3.4.3 有抗震要求时,其抗震措施应符合有关规定,并牢固可靠。
3.4.4 温度计、液面线应放在易于检查一侧。
3.5 配液与充放电:3.5.1 配液前应做好以下工作:3.5.1.1 硫酸应是蓄电池专用硫酸,并应有制造厂产品合格证;3.5.1.2 蒸馏水应符合标准要求;3.5.1.3 蓄电油槽内应清理干净;3.5.1.4 做好充电电源的准备工作,确保电源可靠供电;3.5.1.5 准备好配液用具、测试设备及劳保用品。
3.5.2 调配电解液:3.5.2.1 配液是一项细致的工作,操作人员要严格按技术资料规定及注意事项进行,以防误操作;3.5.2.2 在调配电解渡时,将蒸馏水放到已准备好的配液容器中,然后将浓硫酸缓慢的倒入蒸馏水中,同时用玻璃棒搅拌以便混合均匀,迅速散热;3.5.2.3 严禁将蒸馏水往硫酸内倒,以防发生剧热爆炸。
3.5.3 电解液调配好的密度应符合产品说明书的技术规定,见表2-37、表2-38。
铅酸蓄电池用材质及电解液标准表2-37指标名称浓硫酸使用中电解液蒸馏水硫酸 (H2SO4) 含量(%) ≥92 40~15灼烧残渣含量(%) ≤0.05 ≤0.02 ≤0.01锰 (Mn)牶? (%) ≤0.0001 ≤0.00004 ≤0.00001铁 (Fe) 含量(%) ≤0.012 ≤0.004 ≤0.0004砷 (As) 含量 (%) ≤0.0001 ≤0.00003氯 (Cl) 含量(%) ≤0.001 ≤0.0007 ≤0.0005氮氧化物 (以N计) 含量(%) ≤0.001还原高锰酸钾物质 (O) 含量(%) ≤0.002 ≤0.0008 ≤0.0002色度测定(ml) ≤2.0透明度(mm) ≥50 透明无色无色透明电阻率(25℃) (俜cm) ≥10×104硝酸及亚硝酸盐 (以N计) (%) ≤0.0005 ≤0.0003铵 (NH4) 含量(%) ≤0.005 ≤0.0008铜 (Cu) 含量(%) ≤0.002碱土金属氧化物 (CaO计) (%) ≤0.005二氧化硫 (SO2) 含量(%) ≤0.007碱性蓄电池用电解液标准表2-38专业技术负责人:交底人:接受人:。