电气类部品的检测标准和检测方法外包及自制部品检查流程PPT课件
- 格式:pptx
- 大小:557.99 KB
- 文档页数:18
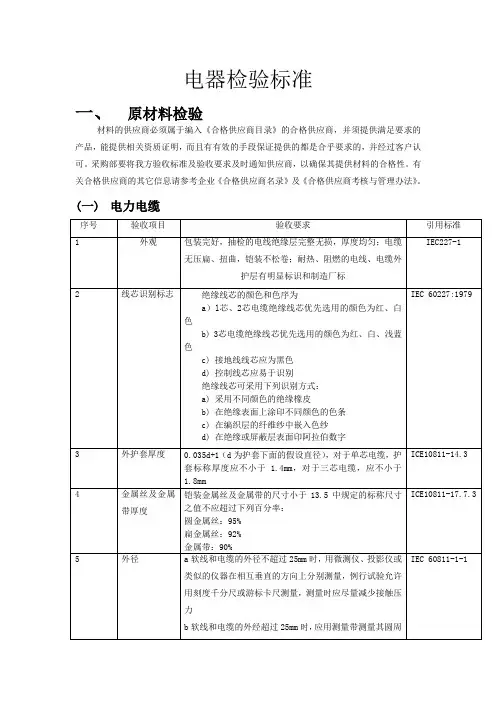
电器检验标准一、原材料检验材料的供应商必须属于编入《合格供应商目录》的合格供应商,并须提供满足要求的产品,能提供相关资质证明,而且有有效的手段保证提供的都是合乎要求的,并经过客户认可。
采购部要将我方验收标准及验收要求及时通知供应商,以确保其提供材料的合格性。
有关合格供应商的其它信息请参考企业《合格供应商名录》及《合格供应商考核与管理办法》。
(一)电力电缆仅从电线、电缆的几何尺寸,不足以说明其导电性能、绝缘性能一定能满足要求。
电线、电缆的绝缘性能、导电性能和阻燃性能,除与几何尺寸有关外,更重要的是与构成的化学成份有关,在进场验收时无法判定的,要送有资质的试验室进行检测。
(二)电柜高低压成套配电柜、蓄电池柜、不间断电源柜、控制柜(屏、台)及动力、照明配电箱(盘)应符合下列规定:1.查验合格证和随带技术文件,实行生产许可证和安全认证制度的产品,有许可证编号和安全认证标志,不间断电源柜有出场试验记录;外观检查:有铭牌,柜内元器件无损坏丢失、接线无脱落焊,蓄电池柜内电池壳体无碎裂、漏液,充油、充气设备无泄露,涂层完整,无明显碰撞凹陷2.成套配电柜、屏、台、箱、盘在运输过程中,因受振动使螺栓松动或导线连接脱落焊是经常发生的,进场验收时应重点检查,以利采取措施,使其正确复位3.电柜的金属框架及基础型钢必须接地或接零可靠,装有电气的可开启的门,门和框架的接地端子应用裸编织铜线连接且有标识。
4.电柜应有可靠的电击保护,电柜内保护导体应有裸露的连接保护导体的端子5.手抽,抽屉式成套配电柜推拉应灵活,无卡阻碰撞现象,动静触头应在同一中心线上,触头接触紧密,推入时接地触头先于主触头接触,拉出时后于主触头分开6.电柜间线路的线间和线对地绝缘电阻值馈电线路必须大于0.5MΩ,二次回路必须大于1 MΩ(三)元件1.查验合格证和随带技术文件,实行生产许可证和安全认证制度的产品,有许可证编号和安全认证标志2.外观检查:查看外包装是否有损坏,有破损时应特别注意里面元器件是否完好3.检查所购原件型号数量是否和采购清单一致(四)桥架1.检查产品包装是否在运输过程中受到机械损伤,产品标志是否清晰2.检查产品外包装的标志内容是否与设计相符;如产品的名称、型号、规格、制造厂、出厂日期、工程项目名称或代号、收货单位名称等3.检查装箱单、材质证明及出厂验收报告是否齐全4.外观质量:如桥架及附件有无扭曲、变形、毛刺、刃边、卷边现象5.尺度精度6.防腐厚度及附着力,如防护层有无剥落现象7.焊接表面质量,如焊缝表面均匀,不得有漏焊、裂纹、夹渣、烧穿、弧坑等缺陷8.热浸镀锌桥架锌层应均匀,无脱落现象二、生产过程检验(一)电柜检验1.开箱检查1)包装及密封应良好2)型号规格应符合设计要求,设备无损伤,附件备件齐全3)产品的技术文件齐全4)开箱检查应形成开箱检查记录表2.电柜的搬运及存放检查5)电柜在安装和存放时应采用防震,防潮,防止框架变形和漆面受损等情况发生6)电柜应存放在室内或能避雨,雪,风,沙的干燥场所;对特殊保管要求的电气原件和设备元件应按相关要求存放3.电柜的安装检查7)电柜的安装应在浇注基础型钢的混凝土凝固后进行8)电柜安装前应先按图纸规定的顺序将配电柜作标记,然后用人力将其搬放到安装位置9)电柜安装时可先把每个电柜安装到大致的水平位置,然后在精确的调整第一个电柜,再以第一个电柜为标准将其他电柜逐一进行调整;调整的顺序可从左至右也可从右至左或者从中间开始往两边调整。



培训材料产品加工工艺及检验流程备料——进货检验——组装——组装检验——配线——配线检验——出厂检验——包装清洁——包装前检查——包装发运质量目标:1.顾客满意率为100%2.车间:按计划应为100%完成任务,一次合格率应为98%以上,出厂合格率应为100%3.物资进货应为100%,供应应为100%4.维护、质检应为100%5.设计差错率应为0%生产部职责1.生产计划的编制组织和落实2.生产设备环境的管理3.特殊工序技术参数的监控4.负责不合格品的返工5.负责半成品、成品的标识工作6.严格按照操作流程、生产工艺进行生产7.严格产品的自检、互检、专检制度8.按照规定保养设备,维护适宜的工作环境9.做好安全生产和劳动保护检验部1.定义:检验就是通过观察和判断,当时结合测量和实验进行符合性评价,根据产品标准对原材料进行检验2.质量检验:产品的质量特性进行观察测量实验并将结果和规定的要求进行比较以确定每项质量特性合格情况和技术性活动3.基本要点:1)要求依据2)质量是在产品实现过程中形成主要功能:A.鉴别功能:是把关的前提,检验的基础B.把关功能:剔除不合格品C 预防功能:1.通过过程能力、工序启动预防功能2.通过工序自己和巡检发现问题并及时更正D.控制有效性信息写出报告并报有关部门作出依据4.步骤1)根据仪表、步骤、方法准备检验,熟悉规范、标准2)检验的样品列出清单3)测量与试验4)记录:通过表格记载作为依据5. 比较与判定:根据记录进行比较判定是否合格6. 确认和处置:对确认的结果进行处置7. 产品验证:对产品实现过程中形成的产品进行观察测量试验后所提供的质量凭证8. 主要内容:1)检查提供的质量凭证2)检查、校验凭证有效性9 检验记录要求:1)如实、完整、清晰2)产品名称、型号、数量、编号3)检测的技术依据4)检测项目、技术要求的规定值、检测观测值5)检测的时间、人、核实签名、6)页数和页次10.检测报告的基本要求:1) 格式要统一,编号统一,日期、数据、环境编制通过负责人校核批准2) 检验报告有检测人编制,经审核人审核后有技术负责人批准,有权判定产品是否合格11 检验类别:1)自检:由操作者对自己所加工的本道工序按《工艺操作规程》进行检验2)互检:操作者可请同道工序或下一道工序人员互相检验,二人操作时二人互检3)专检:自互检合格后交由专检人员进行检验,负责人应对本道工序负责4)成品:由专业检验人员进行检验,产品完工后由专职检验人员对产品的外观及性能进行全面的检验,并做好记录(不漏、错检)组装工艺要求1. 元部件外观完好、无缺损2. 选用合适的紧固件,紧固件无松动(弹垫平了为最佳)(平垫、弹垫、螺母固定后露出3-5扣最佳,特殊情况除外)3. 部件型号及数量与图纸要求一致4. 安装位置与图纸相符配线工艺要求1. 各种线缆按图纸要求使用并正确2. 线把顺直、平滑、外形美观、3. 线无损伤、无断线、无死弯4. 用对号器检查通断,配线应与图纸相符焊接工艺要求1.焊接无漏焊、虚焊、错焊2.焊点表面光洁圆滑而无毛刺、无焊瘤、锡点光亮、锡量适中3.锡和被焊物融合牢固,接触良好4.焊线后外观、绝缘无损伤总装工艺要求1.柜体内部及元部件表面清洁2.技术文件及附件与图纸要求一致3.技术文件与附件绑扎结实组装工艺过程1. 装配前,应按照安装图纸要求认真核查零、部、整件和元器件、紧固件的型号、规格、牌号、数量、是否与图纸要求相符,不符不用2. 按照图纸要求对各类装配件进行外观质量检查,外观不合格的装配件不能进行装配,测试性能不合格的装配件不能进行装配3. 合理安排装配件顺序4. 零部件安装过程中不允许出现裂痕、凹陷、翻边、毛刺和压痕等缺陷。