纸箱成品检验规范
- 格式:doc
- 大小:75.00 KB
- 文档页数:5
纸箱的检验方法及标准一、外观质量:1、印刷质量:图案、字迹印刷清晰,色度一致,光亮鲜艳;印刷位置误差大箱不超过7mm,小箱不超过4mm;2、封闭质量:箱体四周无漏洞,各箱盖合拢后无参差和离缝;3、尺寸公差:箱体内径与设计尺寸公差应保持在大箱±5mm,小箱±3mm,外形尺寸基本一致;4、盖折叠次数:瓦楞纸箱摇盖经开、合180度往复折叠5次以上,一、二类箱的面层和里层、三类箱里层裂缝长度总和不大于70mm;此外,要求接合规范,边缘整齐,不叠角,箱面不允许有明显损坏或污迹等.二、纸箱耐压强度及影响因素纸箱耐压强度是许多商品包装要求的最重要的质量指标,测试时将瓦楞纸箱放在两压板之间,加压至纸箱压溃时的压力,即为纸箱耐压强度,用KN表示。
1、预定纸箱耐压强度纸箱要求有一定的耐压强度,是因为包装商品后在贮运过程中堆码在最低层的纸箱受到上部纸箱的压力,为了不至于压塌,必须具有合适的抗压强度,纸箱的耐压强度用下列公式计算:P=KW(n-1)式中P----纸箱耐压强度,W----纸箱装货后重量,n----堆码层数K----堆码安全系数堆码层数n根据堆码高度H与单个纸箱高度h求出,n=H/h堆码安全系数根据货物堆码的层数来确定,国标规定:贮存期小于30d取K=1.6贮存期30d-100d取K=1.65贮存期大于100d取K=2.02、据原料计算出纸箱抗压强度预定了纸箱抗压强度以后,应选择合适的纸箱板、瓦楞原纸来生产瓦楞纸箱,避免盲目生产造成的浪费;根据原纸的环压强度计算出纸箱的抗压强度有许多公式,但较为简练实用的是kellicutt公式,它适合于用来估算0201型纸箱抗压强度。
3、确定纸箱抗压强度的方法由于受生产过程中各种因素的影响,最后用原料生产的纸箱抗压强度不一定与估算结果完全一致,因此最终精确确定瓦楞纸箱抗压强度的方法是将纸箱恒温湿处理后用纸箱抗压试验机测试;对于无测试设备的中小型厂,可以在纸箱上面盖一木板,然后在木板上堆放等量的重物,来大致确定纸箱抗压强度是否满足要求;4、影响纸箱抗压强度的因素1)原材料质量原纸是决定纸箱压缩强度的决定性因素,由kellicutt公式即可看出。
纸箱厂质量检验制度范本一、总则1.1 为了确保产品质量,满足客户需求,提高我厂产品竞争力,制定本质量检验制度。
1.2 本制度适用于纸箱厂生产过程中的质量检验和控制。
1.3 质量检验应遵循科学、严谨、公正、高效的原则。
二、质量检验机构与职责2.1 设立质量管理部,负责组织、监督和协调质量检验工作。
2.2 质量管理部应制定检验计划,并对检验过程进行监督和评估。
2.3 设立检验小组,负责具体的产品质量检验工作。
2.4 检验小组成员应具备相应的专业知识和技能,经培训合格后上岗。
三、质量检验流程3.1 原材料检验3.1.1 采购的原材料应符合国家相关标准和客户要求。
3.1.2 原材料到厂后,检验小组应立即进行检验,确认原材料的质量。
3.1.3 原材料检验不合格的,应拒收并及时通知采购部门处理。
3.2 生产过程检验3.2.1 生产过程中,检验小组应按照检验计划对半成品和成品进行抽检。
3.2.2 检验项目包括尺寸、外观、结构、强度等。
3.2.3 生产过程中发现不合格品,应及时停机处理,直至合格。
3.3 成品检验3.3.1 成品检验应在成品出厂前进行。
3.3.2 检验项目、方法和标准应符合客户要求和国家相关标准。
3.3.3 成品检验不合格的,不得出厂,并通知生产部门及时处理。
3.4 质量记录3.4.1 检验过程中应做好质量记录,记录应真实、完整、清晰。
3.4.2 质量记录应包括原材料检验记录、生产过程检验记录、成品检验记录等。
3.4.3 质量记录应按照规定的保存期限保存。
四、质量改进与反馈4.1 对检验过程中发现的问题,应及时分析原因,制定整改措施,并进行跟踪验证。
4.2 客户反馈的质量问题,应及时响应,并采取有效措施解决。
4.3 定期对质量检验制度进行评审和改进,提高检验效率和质量。
五、奖惩制度5.1 对质量检验工作中表现优秀的员工,给予表彰和奖励。
5.2 对违反质量检验制度,造成质量事故的员工,按厂规予以处罚。
纸箱验收标准
为了确保产品的安全运输和储存,纸箱作为包装材料在现代物流中扮演着重要的角色。
因此,建立一套科学的纸箱验收标准,对于保障产品质量和减少损耗具有重要意义。
本文将针对纸箱验收标准进行详细介绍,希望能够为相关从业人员提供参考和帮助。
首先,对于纸箱的外观质量,验收人员应该仔细观察纸箱的整体外观,检查是否有明显的破损、变形或者潮湿现象。
同时,还需要检查纸箱的印刷质量,确保印刷清晰、完整,无错位或者模糊的情况。
其次,对于纸箱的尺寸和结构,验收人员需要测量纸箱的长、宽、高,确保符合产品的包装要求。
同时,还需要检查纸箱的结构是否牢固,胶水是否牢固粘合,纸板是否有裂痕或者变形现象。
另外,对于纸箱的承重能力,验收人员需要进行相关的实验测试,确保纸箱能够承受预期的重量,不发生破裂或者变形。
这一点对于一些重型产品的包装尤为重要,必须严格把关。
最后,对于纸箱的包装标识,验收人员需要检查包装标签是否
准确贴附,标识信息是否清晰可读,确保产品的追溯和识别能力。
总之,纸箱作为产品的包装材料,在产品运输和储存中起着至关重要的作用。
建立科学的纸箱验收标准,可以有效提高产品的包装质量,减少损耗,保障产品的安全。
希望本文介绍的纸箱验收标准能够为相关从业人员提供帮助,推动纸箱包装行业的健康发展。

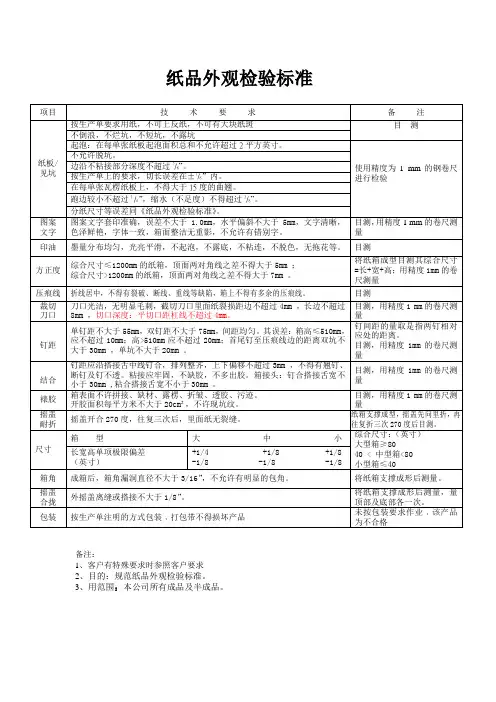
5.2.2 纸板抗压强度5.2.3 纸板水份5.2.4 纸板耐折度5.2.5 纸箱感观指标5.3 制程管制标准5.3.1 纸板生产线5.3.1.1 制糊水温A.规格:冬春 32±1℃夏秋 30±1℃B. 检验方法:目视温度表或用温度计检测.C. 检验频率:每釜一次.5.3.1.2 制糊粘度A. 规格:17±2″B. 检验方法:观察浓度,待桶内泡末基本消失,用浓度杯及秒表连续进行测试2~3次,取平均值.C. 检验频率:每釜一次.D. 异常处理:调整5.3.1.3 纸板尺寸、压痕线、裁切、外观、翘曲、方正度.A. 规格a. 尺寸:纸板长、宽符合订单要求, 方正度≤2mm;b. 压痕线:单瓦楞纸箱压痕线宽度不大于12mm,双瓦楞纸箱压痕或宽度不大于17mm,压线居中、轻重适当,不得有破裂断线;箱壁不允许有多余压痕线.c. 裁切:刀口光洁、无毛刺;d. 外观:平整,无斑点、无污迹.e. 翘曲:单张瓦楞纸板上翘曲度≤15mm/m。
B. 检验方法:尺量、目视5.6.3 试验中应针对不合格项目对制箱材料、工艺及纸箱结构等进行改进,直至所试纸箱全部合格为止.6. 相关文件/资料6.1《CY-7006微电脑包装容器压缩试验机操作规程》6.2《纸和纸板水分测定》6.3《CY-6103A1破裂试验机操作规程》6.4《瓦楞纸板戳穿强度测定》7. 使用表单7.1《包装厂一工程质检表》HW-Q-3-135-01A7.2《包装厂二工程质检表》HW-Q-3-135-02A7.3《纸箱成品检验报告单》HW-Q-3-135-03A8. 附件8.1 附件一:内销产品耐破强度及戳穿强度标准(无特殊规定)8.2 瓦楞纸箱抗压强度的测定方法8.3 瓦楞纸板耐破强度的测定方法8.4 瓦楞纸板厚度的测定方法8.5 戳穿强度的测定方法包装厂一工程质检表班别:□早□中□晚日期: 年月日水温HW-Q-3-135-01A包装厂二工程质检表班别: 早班中班晚班日期: 年月管制标准1. 图案文字依样箱或样稿:图字位置正确,斜度不偏离水平线5mm. 2.套色:准确,正负偏差≤1mm 3.油墨:涂料均匀,不露底,不粘连.4. 色泽:依标准样箱,鲜艳,清晰,深浅一致.5. 压线:压线适中,易折,不龟裂,不断裂.6. 开槽:位置正确,槽位不偏离压痕线上下5mm,不残留纸屑,不毛边.7. 内尺寸(允许偏差: 一类箱:单瓦楞纸箱±3mm,双瓦楞纸箱±5mm ;二三类:①综合尺寸≤1000mm:单瓦楞±3mm双瓦楞±5mm②综合尺寸>1000mm:单瓦楞±4mm双瓦楞±6mm8. 钉合:搭接舌边宽度35~50mm,钉距:均匀,单钉40~55mm,双钉60~75mm,头尾钉距底面压痕边线6~20mm.9. 粘合:搭接舌边宽度≥30mm,粘合牢固,粘合剂不溢出纸面.设备名称品名规格(mm) 抽查时间图案文字套色油墨色泽压线开槽内尺寸钉合粘合备注部门主管: 主管: 填表人:HW-Q-3-135-02A纸箱成品检验报告单部门主管: 主管: 填表人:HW-Q-3-135-03A 文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
纸箱检验标准一、引言。
纸箱作为一种常见的包装材料,在物流运输和商品包装中扮演着重要的角色。
为了确保纸箱的质量和稳定性,对其进行检验是非常必要的。
本文旨在介绍纸箱检验标准,以便相关从业人员能够准确、全面地进行纸箱的检验工作。
二、外观检验。
1. 纸箱外观应该整洁、平整,无明显的破损、变形或污渍。
2. 纸箱表面应该没有明显的划痕、裂纹或褶皱。
3. 纸箱印刷的文字、图案应该清晰可辨,无模糊或掉色现象。
4. 纸箱的胶水应该牢固,无脱落或渗漏现象。
三、尺寸检验。
1. 纸箱的尺寸应符合设计要求,长度、宽度、高度的偏差应在允许范围内。
2. 纸箱的结构应稳固,无明显的变形或松动。
四、承重检验。
1. 根据纸箱的规格和设计用途,进行相应的承重测试,确保其能够承受预期的重量。
2. 纸箱在承重测试过程中不应出现明显的变形、裂纹或破损。
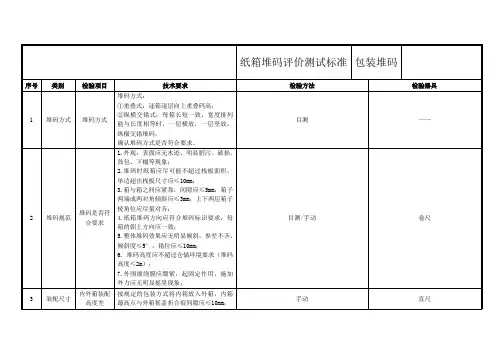
五、堆码检验。
1. 纸箱在堆码过程中应保持稳定,不应出现倾斜、塌陷或崩溃的情况。
2. 堆码高度和方式应符合设计要求,确保纸箱在堆码过程中不会受到损坏。
六、包装标识检验。
1. 纸箱的包装标识应符合相关法规要求,包括产品名称、规格、生产日期、生产厂家信息等。
2. 包装标识应清晰可见,无模糊或缺失的情况。
七、环保检验。
1. 纸箱应符合环保要求,不得含有有害物质,如重金属、有机溶剂等。
2. 纸箱的生产过程应符合环保标准,减少对环境的影响。
八、结论。
纸箱作为包装材料,其质量的稳定性对于商品的保护和运输安全至关重要。
通过对纸箱的外观、尺寸、承重、堆码、包装标识和环保等方面的检验,可以有效地保证纸箱的质量和稳定性,为商品的运输和储存提供保障。
因此,相关行业应严格按照纸箱检验标准进行检验工作,确保纸箱的质量符合要求,为商品的安全运输和包装提供保障。
以上就是对纸箱检验标准的介绍,希望能够对相关行业人员有所帮助。
原辅料验收标准,包括纸箱、原料接收、半成品、成品验收标准1、方底袋、塑料片、塑料袋、编织袋、打包袋、真空袋进厂验收标准1.范围本标准规定了方底袋、塑料片、塑料袋、编织袋、打包袋、真空袋的要求,检验方法和检验规则。
本标准适用于以聚乙烯塑料膜为原料加工的包装袋(片)。
2.要求2.1方底袋、塑料片、塑料袋、编织袋、打包袋、真空袋规格、尺寸、膜厚、外形符合合同规定。
2.2产品外观不得有气泡、水纹、条纹、暴筋、破漏、鱼眼僵块等疵病。
2.3方底袋、塑料袋、编织袋、真空袋粘合部分应均匀牢固、无破漏。
2.4印刷内容正确无误且牢固不掉色。
3.试验方法3.1规格尺寸以直尺或钢尺测量,厚度使用游标卡尺测量;3.2外观感官检验;3.3真空袋依抽真空的效果为依据,打包带依打包效果为依据。
4.检验规则4.1每批进厂产品随机抽取6(片)个进行检验,当外观有一项不符合要求时,加倍抽样检验,若仍有一项不合格时,则判定该批产品不合格。
4.2不符合本标准2要求时,判定整批产品不合格。
2、瓦楞纸箱进厂验收标准1.范围本标准规定了瓦楞纸箱的分类、技术要求、试验方法、检验规则、标志、标签及包装运输、贮存。
本标准适用于瓦楞纸箱的进厂验收。
2.分类本公司的瓦楞纸箱为内销纸箱和外销纸箱。
3.要求3.1纸箱规格(内尺寸)符合合同规定。
3.2钉台瓦楞纸箱使用带有镀层的低碳钢扁丝,扁丝不应有锈斑、剥层、龟裂或它使用上的缺陷。
纸箱接头钉和搭接舌边宽度35-50cm,金属钉应沿搭接部分钉合,采用斜钉(与纸箱立地成45度角)或横钉箱应排列整齐、均匀、单排不大于80mm,钉距均匀,头尾钉距底面压痕边线不大于20mm,钉合接缝应牢、钉透、不得有叠钉、翘钉、不转角等缺陷。
3.3粘合瓦楞纸箱使用乙酸乙烯乳液或具有相同粘合效果的其它粘合剂,纸箱接头粘合搭接舌边宽度不小于30mm,粘合接缝的粘合剂涂布应均匀充分,以致面纸分离时接缝依然粘合不分,并不应有多余的粘合剂溢出接缝。

成品纸箱验收标准及检验方法1、适用范围:本标准规定了本公司纸箱检验方法及验收标准,适用于本公司产品运输包装所用的各种规格的瓦楞纸箱。
2、仪器设备:卷尺,目测。
3、检验人员:品质部4、外观要求:(1)纸箱表面应平整、干净无污渍,纸箱应无破损,无裂纹,纸箱切口应齐整。
(2)图案、文字印刷要求套印准确,墨色匀实,图案文字清晰,无错位、无重影,图案、文字边缘齐整,无毛齿。
(3)印刷内容正确,图案、文字应与封样样品一致。
套色准确,无颜色过浓或过淡现象。
(4)纸箱成型要求方正,无偏斜。
(5)纸箱尺寸(长、宽、高)应符合合同或订单要求。
(6)纸箱质量应均一,钉合接缝应钉牢,钉透,不得有叠钉、缺钉、断钉、翘钉等缺陷。
5、尺寸要求:将纸箱折叠成型,用盒尺测量外径尺寸,瓦楞纸箱尺寸公差为单瓦楞纸箱±2mm,双瓦楞纸箱±3mm。
6、检验规则:(1)检验以批为单位进行,以相同材料、相同工艺、相同规格、同一送货日期的产品为一批。
(2)纸箱检验采用随机抽样检验。
样品应从不同位置抽取具有代表性的纸箱,(3)送货数量未超过1000个时,抽样数量为5个,当送货数量在1000-5000个时,抽样数量为15个,当送货数量大于10000个时,抽样数量为30个。
7、合格批与不合格批的判定:(1)凡是有一项严重缺陷且严重缺陷纸箱不良率超过1%时,判该批纸箱不合格。
(2)凡是有2项或者2项以上严重缺陷,且严重缺陷纸箱不良率超过0.5%时,判该批纸箱不合格。
(3)凡是有2项或2项以上严重缺陷,严重缺陷纸箱不良率未超过0.5%,但含有3项以上轻微缺陷,轻微缺陷不良率超过10%时,判该批纸箱不合格。
8、异常处理:如果验收合格,通知仓储部进行盘数入库;如果验收不合格,通知采购部对本批次纸箱全数退回供应商。
1.验收项目和标准1.2.2提手衬片两孔边的距离为100±1mm(误差±1mm但不影响装箱),开孔宽度≤8mm。
1.2.3提手承重10kg;破坏性试验无断裂、损伤。
1.2.4提手内衬的开孔与纸箱开孔相匹配。
1.3 印刷要求:箱面印刷图字清晰,深浅一致,位置准确。
并以成品箱封样稿为准。
套印精度要求:胶印误差≤0.3mm;柔印误差≤1.5mm,凹印误差≤0.2mm。
1.4 瓦楞要求:瓦楞纸箱采用B或C型瓦楞,衬板采用B型瓦楞,楞型均为U型。
其中C瓦楞楞高3.5~4.0mm,楞数36~40个/300mm;B型瓦楞,楞高2.5~3.0mm,楞数48~52个/300mm。
瓦楞纸板表面平整、清洁,不允许有缺材、薄边、裂纹、折痕等缺点。
瓦楞切边整齐,粘合牢固,其脱胶部分之和<20cm2/m2。
1.5 箱体方正,表面不允许有明显的损坏和污迹。
切段口表面裂损宽度不超过8mm。
1.6 瓦楞纸箱的压痕线宽度,单瓦楞纸箱不大于12mm,折线居中,不得有破裂断线,箱壁不允许有多余的压痕线。
压痕线深浅要适合摇盖的正常开合,不得压痕过深造成纸箱损坏;也不能压痕过浅导致摇盖无法正常开合。
1.7 瓦楞纸箱摇盖经开合内外各90度,往复5次以上,箱面层和里层都不得有裂缝。
1.8 瓦楞纸箱的空箱承压强度:空箱成型后,能承受产品堆垛平面压力,要求如下:1.8.1 250g×12纸箱抗压强度不能小于180公斤,堆码强度不能小于90公斤1.8.2 500g×8纸箱抗压强度不能小于200公斤,堆码强度不能小于100公斤1.8.3 500g×12纸箱抗压强度不能小于220公斤,堆码强度不能小于110公斤1.8.4 250g×20纸箱抗压强度不能小于180公斤,堆码强度不能小于90公斤2.试验方法2.1 测纸箱内尺寸时,把纸箱撑开成型相邻面夹角成90度,量取搭接舌边以外的、构成长宽两面间的距离(内尺寸)为箱长、箱宽,量取构成箱高的底、盖间的内距高为箱高。
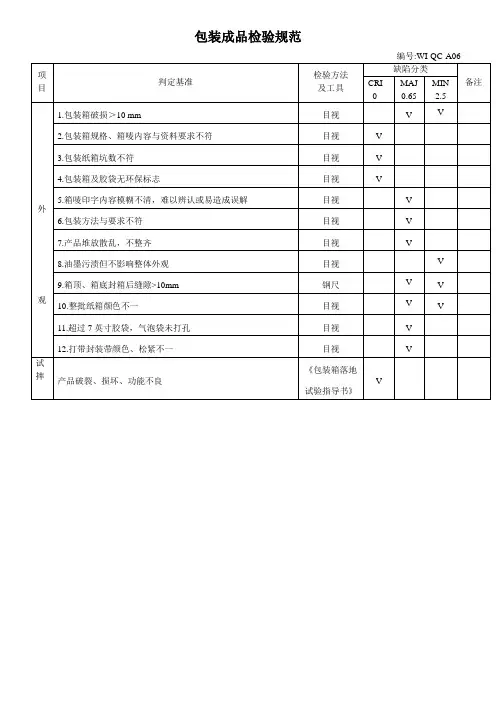
纸箱成品检验规范1.目的明确成品检验的内容和方法,确保产品满足客户要求。
2.范围适用于成品的最终检验。
3.定义3.1 严重缺陷:影响产品的使用功能的缺陷。
3.2 轻微缺陷:不致于丧失产品的使用功能的其它缺陷。
3.3 致命缺陷:丧失产品的使用功能。
3.4 A级版面:产品成型后直接面对客户的版面。
3.5 B级版面:A级版面的两侧及上端。
3.6 C级版面:A级版面的反面及下端。
3.7 D级版面:盒子成形后看不到的部位。
4.检验条件4.1目视距离:35~40cm,60W-100W白荧灯光下。
5.内容5.1 前置准备:核对工单、样品及相关资料、准备检测器具。
5.2 抽样计划:依据“MIL-STD-105E”抽样检查是否有烂字、烂页、漏印、印错、白页等现象。
5.3 检验方式:根据客户的不同要求,进行单次正常抽样检验或全检。
5.4 品质允收水准:客户有要求的按客户要求执行。
5.4.1 严重缺陷:0.655.4.2 轻微缺陷:1.05.4.3 致命缺陷:05.5检验项目:5.5.1 检查印刷品颜色尺寸是否与样品一致。
5.5.2 印刷品不得出现墨皮、纸毛、油渍、脏痕,要求清晰完整,不能出现漏印现象。
5.5.3 成品在摆放过程中,不能有混淆现象。
巡检QC在检验时不可拿走产品。
5.5.4 纸质要与客户要求一致,不可有爆裂现象。
5.5.5 一般彩盒的水分测量范围12%~18%之间,超出范围则水分超标。
可以改变环境温湿度来平衡,或采用抽湿、风干等措施进行改善。