生产工艺流程图
- 格式:doc
- 大小:83.76 KB
- 文档页数:5
(完整版)注塑生产工艺流程图 1 / 1
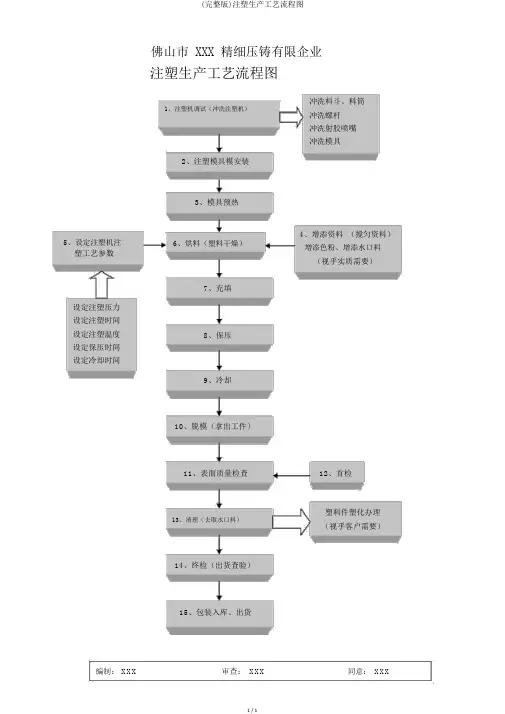
佛山市 XXX 精细压铸有限企业
注塑生产工艺流程图
冲洗料斗、料筒 1、注塑机调试(冲洗注塑机)
冲洗螺杆
冲洗射胶喷嘴
冲洗模具
2、注塑模具模安装
3、模具预热
4、增添资料 (搅匀资料)
5、设定注塑机注
塑工艺参数
设定注塑压力
设定注塑时间
设定注塑温度
设定保压时间 设定冷却时间 6、烘料(塑料干燥) 7、充填 8、保压
9、冷却 增添色粉、增添水口料 (视乎实质需要)
10、脱模(拿出工件)
11、表面质量检查 12、首检
塑料件塑化办理 13、清理(去取水口料)
(视乎客户需要)
14、终检(出货查验)
15、包装入库、出货
编制: XXX 审查: XXX 同意: XXX。
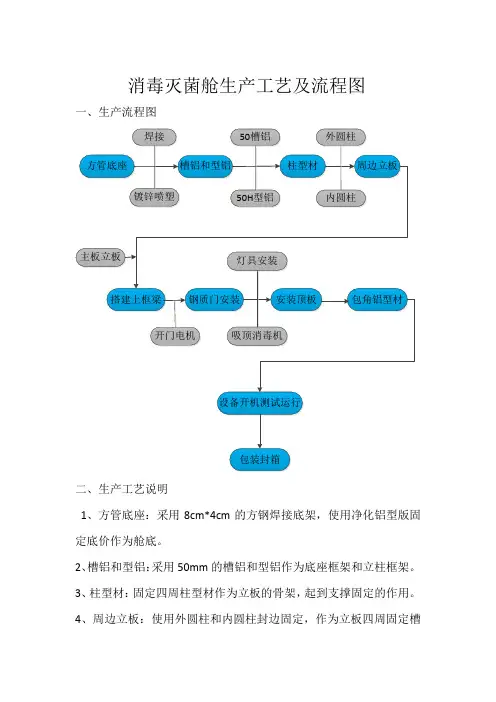
消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。

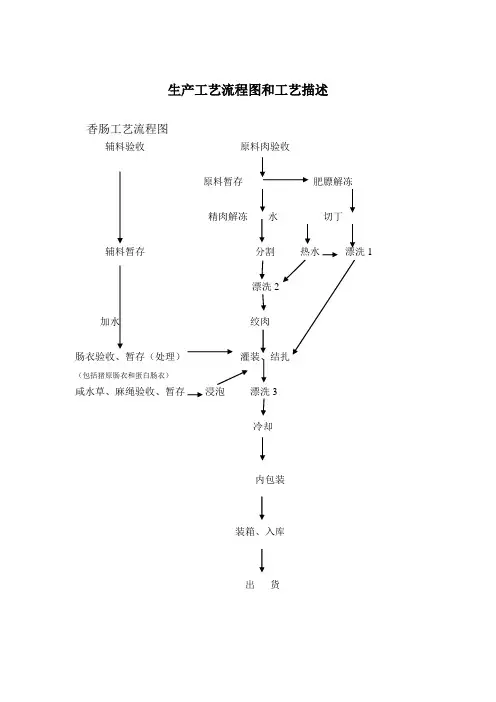
生产工艺流程图酱油生产工艺流程图一.主要设备:锅炉、夹层锅、冷却罐、灌装机、封盖机二.原料:发酵原油、食糖、食盐、味精、水、焦糖色、山梨酸钾三.工艺流程购、验内包装购、验添加剂购、验发酵原油输入自来水购、验外包装内包装库存添加剂库储存原料仓贮存外包装库存清洗/消毒加热/调配冷却装瓶封口/加盖灯检贴标/打日期装箱/打外包装成品仓库储存运输出口四.酱油生产工艺描述:1.验发酵原油:本厂在实施采购发酵原油时,必须派品检员、采购员到发酵原油生产厂进行实地考察评估。
确认生产厂卫生、设备设施是否符要求,原料是否符合本厂品质要求后才决定采购事宜。
经评估可实施采购的供应商,每季度提供原料及内包装材料各一份区(县)级卫生防疫站出具的《卫生检测报告》且符合国家卫生标准,每批来料到厂后,按“原料验收规程”及时抽样检验确认其品质是否符合本厂要求,合格的入库,不合格的退货。
2.原料仓库储存:发酵原油到厂经检验合格放原料仓储存。
由于发酵原油进厂前经加热杀菌,盐度在15%以上,所以只需常温保存,但避免阳光直射,保质期有半年。
3.购、验外包装料:外包装料主要包括有纸箱,进厂时仓务组长按“辅料验收规程”验收入库。
3.外包装仓库储存:验收合格的外包装料存放入原料仓库。
4.购、验内包装料:内包装料主要有玻璃瓶、塑料罐,采购前要先到供应厂家参观确认其卫生状况是否符合要求,进料时要供应商提供无毒害材料保证函或卫生防疫站的《卫生检测报告》且符合国标。
进厂时仓务组长按“辅料验收规程”验收入库。
5.内包装库储存:验收合格的内包装料摆放在内包装库内储存,6.购、验添加剂:添加剂一部份是通过国内代理商购入,但必须要求代理商提供生产厂商的《卫生许可证》及《卫生检测报告》或保函;进厂时品管组长按“辅料验收规程”验收入库。
7.添加剂库储存:添加剂是常温储存,库内保持干燥通风。
8.加热/调配:调配人员按照配方称量发酵原油、各种辅料和添加剂,然后将外购发酵原油、和水、盐、放到夹层锅里混合,开蒸汽加温至80—85℃,保持该温度20分钟,加入各种辅料和添加剂搅拌均匀。
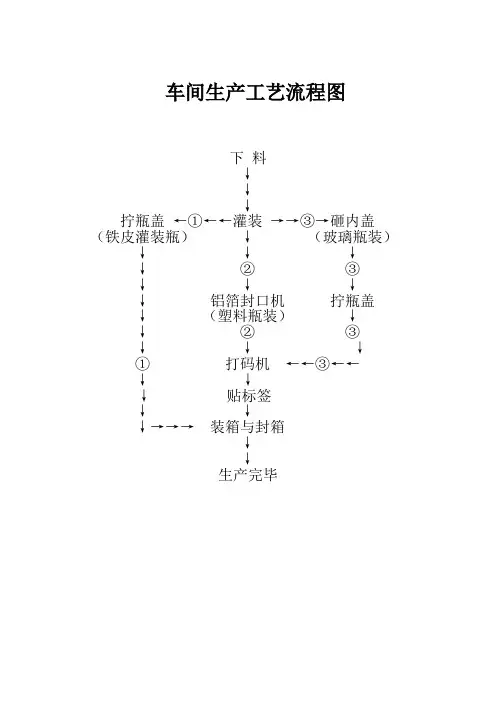
车间生产工艺流程图
下料
↓
↓
↓
拧瓶盖←①←←灌装→→③→砸内盖(铁皮灌装瓶)↓(玻璃瓶装)↓↓↓
↓②③
↓↓↓
↓铝箔封口机拧瓶盖
↓(塑料瓶装)↓
↓②③
↓↓↓
①打码机←←③←←
↓↓
↓贴标签
↓↓
↓→→→装箱与封箱
↓
↓
生产完毕
车间生产流程简图
生产部通知单
↓
↓
生产科科长(主任)
↓
↓
↓↓
↓↓
配料组组长(配料)生产组组长(生产)↓↓
↓↓
凭领料单去仓库领料员工擦拭机器准备生产↓凭领料单去仓库领料
↓↓
配料完毕、做好标记按规定把箱子打好打扫卫生做好生产准备
↓↓
↓↓
搅拌完毕,抽料至沉降釜↓
沉降,并交接生产组→→→→→→交接完毕,开始生产
↓
生产完毕,准备入库
打扫卫生。
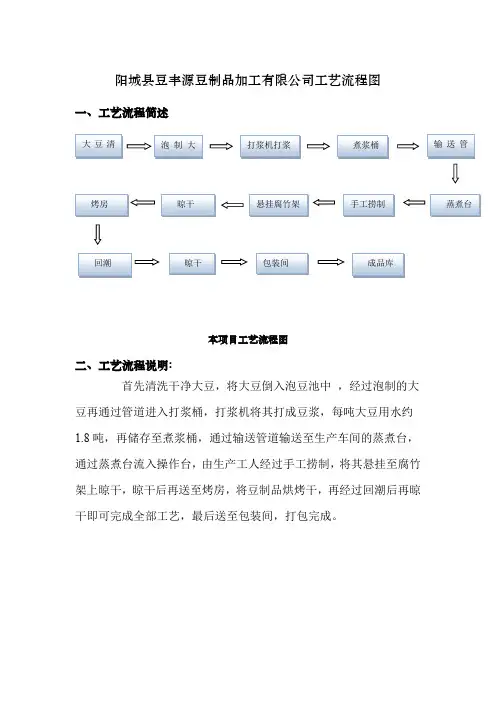
阳城县豆丰源豆制品加工有限公司工艺流程图
一、工艺流程简述
本项目工艺流程图
二、工艺流程说明:
首先清洗干净大豆,将大豆倒入泡豆池中 ,经过泡制的大豆再通过管道进入打浆桶,打浆机将其打成豆浆,每吨大豆用水约
1.8吨,再储存至煮浆桶,通过输送管道输送至生产车间的蒸煮台,通过蒸煮台流入操作台,由生产工人经过手工捞制,将其悬挂至腐竹架上晾干,晾干后再送至烤房,将豆制品烘烤干,再经过回潮后再晾干即可完成全部工艺,最后送至包装间,打包完成。
大豆清
洗 泡制大豆 打浆机打浆 煮浆桶 输送管道 蒸煮台 手工捞制 悬挂腐竹架 晾干 烤房 回潮 晾干 包装间
成品库。
生产工艺流程图
一、 PET 转移纸生产工艺流程图
涂料
铝丝※PET 基膜涂布模压镀铝
回用膜
粘接剂
入库包装剥离复合纸出库
原纸二、普通直涂纸(平光镀铝纸)生产工艺流程图
涂料
铝丝原纸底涂镀铝
分切
入库
包装回潮面涂出库
生产工艺流程图QW06-05A3
涂料三、 OPP 镭射纸生产工艺流程图
OPP基膜模压复合纸剥离/烘干镀铝
原纸
入库
包装回潮面涂
出库
涂料
四、柔印纸箱生产工艺图
牛卡纸
涂布白板牛卡纸柔印纸板线自动模切机
瓦楞纸
出库入库包装
1
四、胶印纸箱生产工艺图
牛卡纸瓦楞纸涂布白板牛卡纸
胶印裁切选纸纸板线出库入库包装自动模切/啤切裱纸。