双导铝箔QC工程图
- 格式:xls
- 大小:56.50 KB
- 文档页数:18
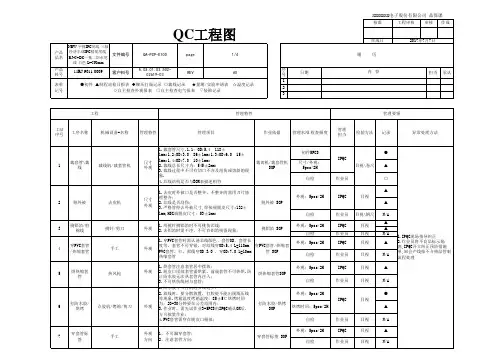

华扬电子文件编号QA-200909-1A2L 无卤料号321001容量频率板厚(1.0)千分尺铜厚(1/1)铜箔测厚仪外观符合来料检验规范目测大料尺寸41*49卷尺剥离强度≥6.0材料来料检查报告热冲击试验288℃ 10秒 三次材料来料检查报告翘曲度≤1.5材料来料检查报告燃烧性94V-0材料来料检查报告表面电阻率符合来料检验规范材料来料检查报告材料来料检测报告体积电阻率符合来料检验规范材料来料检查报告吸水率符合来料检验规范材料来料检查报告温度<40℃温度计2次每天 △湿度<70%湿度计2次每天存贮期六个月入库记录表1次每月入库检查记录表通知主管、PQA 工程师处理板厚检查符合MI 千分尺铜厚检查符合MI测铜厚仪外围尺寸检查符合MI 公差+2/-1mm钢尺●烘板温度150±5℃温度表1次每炉烘板时间4H 计时器1次每炉烘板厚度每叠50块烤箱300块每炉尺寸:符合MI 要求钢尺无凹痕、损边目视尺寸:符合MI 要求钢尺通知主管、IPQA 处理全检首板开料自主检验记录表烘烤记录流程栏记号:●工序名称 △检验点 *关键工序制表:陈智客户名称物料名称流程图审核:吴荣日期:2009/9/18评价/测量技术样本批准:控制方法日期:2009/9/18日期:2009/9/19控制标准加工设备名称来料检验报告四张每批AQL=0.65I (ACC=0Rej=1)一张每批不合格退还温湿度记录表立即调整首板退仓/全检分选/报废首件记录3-5片每批立即调整覆铜板检查切垫板华扬专供: 生益无卤素FR-413手动开料机烤箱2入库切铝片△开料异常处理方法管理项目开料机序号名称流程图评价/测量技术样本控制方法控制标准加工设备名称异常处理方法管理项目序号名称容量频率容量频率流程图评价/测量技术样本控制方法控制标准加工设备名称异常处理方法管理项目序号名称立即调整1次磨板机每日点检表每班容量频率流程图评价/测量技术样本控制方法控制标准加工设备名称异常处理方法管理项目序号名称通知PQA 工程锣板机一次每个PR 工序首板记录表流程图评价/测量技术样本控制方法控制标准加工设备名称异常处理方法管理项目序号名称废容量频率。
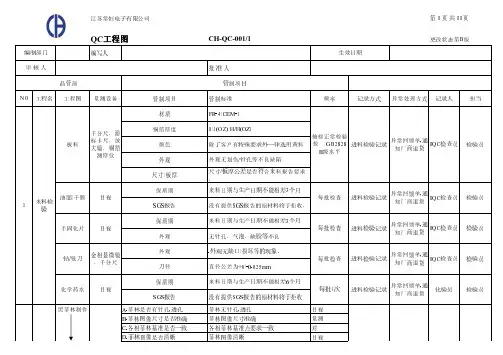

福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码1/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1 林光锦范金灿严文厚型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录1、材料检查○1PCB板检查目视铜箔部、线路、基材、镀金部、丝印、尺寸○1铜箔部:无明显的缺、伤(伤明显达到内层的为不合格)、氧化、异物;○2线路:无缺损、断路、短路、露铜、残留铜、少绿油、伤;○3基材;无少绿油、绿油偏或绿油薄、异物、残留铜、伤、基板连接处不可有断○4镀金部;无缺、偏、氧化不良○5丝印;丝印要可辨认目视IQCGB/2828一般检验水平Ⅱ取样,AQL=0.65检查表进料检验通知单部品检查方法书○2电子元件检查目视管脚、尺寸、整形、表面IQC 1 Sheet / Lot检查表进料检验通知单部品检查方法书YD2611D漏电测试仪YD2672耐压测试仪开关三极管分选仪YD2811LCR数字电桥○3机构成件检查目视外观、装配①外观:无破损、划伤、氧化、杂质、材质不均匀丝印可识别、无色差、②装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票游标卡尺尺寸按照材料承认书规格及要求游标卡尺IQC检查表进料检验通知单○4灯管件检查游标卡尺尺寸按照材料承认书规格及要求IQC 游标卡尺检查表进料检验通知单作业指导票电火花真空测试仪器慢漏、死灯、破管、漏白、色温电火花真空测试仪器IQC检查表进料检验通知单福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码2/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1林光锦范金灿严文厚2型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器及辅助材料·管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录2、前加工投入(A灯头)3、前加工投入(B插件)○4灯管件检查目视、装配外观、配合外观:无破损、灯丝无断,装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票○5胶类检查小批量试作目视IQC 全数作业指导票SLP-1S274-02-002 ○6包材件检查直尺尺寸按照材料承认书规格及要求直尺检查表SMQIV-QA-016目视组装配合、密封性达到要求目视IQC○7灯头操作移印机塑壳外观、印记、钢板塑壳:无破损、变形印记:标识清晰、印刷完整、位置正确钢板:放置方向与打印一致、与生产要求符合目视作业员全数作业指导票电烙铁锡丝无铅管理、焊接温度无铅管理:锡丝、电烙铁区分无铅及有铅品温度:无铅目视作业员全数作业指导票灯头机气压、胶量组长换机种作业指导票○8插件操作温度测试仪回流炉温度测试、氮气浓度的设定①150-180℃ 60~90S,②220℃ 30~42S③最高温度235~245℃15秒以内、氮气浓度:1500PPM温度计设备员换机时、1次/周温度曲线图作业指导票炉温参数一览表回流炉温度设定点检与测试温度曲线图相符目视组长换机种回流炉设定条件点检表电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视作业员全数焊锡炉温度设定点检与产品温度设定相符组长全数锡膏使用时间记录表作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码3/5变更记录记号来历日期姓名批准审核作成客户型号名日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录4、前加工投入(C 胶管)5、组装(A、B、C使用)○8插件操作万用表仪器校准设备员1/年仪器校准记录镊子首件品的确认不可有浮起、漏贴、侧立、偏位、连锡、反向、偏位、贴翻目视作业员全数DIP首件记录作业指导票○9胶管操作穿管定位、方向无变形、伤、异物、不能反向目视作业员全数作业指导票点胶压力、胶量目视作业员作业前、转机时作业指导票固化温度60℃目视作业员作业前、转机时设备点检记录作业指导票转速目视作业员作业前、转机时○10PCB板连接电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视目视焊接状态不可有虚焊、连焊、冷焊、包焊、焊尖、错位、锡珠、锡渣残留目视作业员全数作业指导票○11绕灯丝螺丝辟扭力灯丝绕圈数丝尾长度扭力:圈数:≥4长度:≤3㎜扭力器组长换机种/开线扭力测试记录表扭力要求参数一览表○12合盖目视位置、]PCB板元件整形位置:到位、压紧整形:元器件管脚不可相紧贴目视作业员全数作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码4/5变更记录记号来历日期姓名批准审核作成日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录6、包装○13中测自制电源器启动测试点亮、不可有短路、色差、死灯、阴阳管目视作业员全数作业指导票○14外观检查目视外观不允许有错件、漏件,灯头焊点处饱满、光滑、不允许有异物、铁皮、玻璃破损、锡渣锡珠残留,塑件整洁、无脏点、移印正确泡壳完好、无破损,内外无异物、胶残留,不允许有歪管、松管目视作业员全数作业指导票○15通电老化目视作业员全数工序移交单作业指导票工艺流程图○16泡壳打胶目视胶量、外观胶量:饱满,保证粘贴度目视作业员全数设备点检记录作业指导票○17清洁洗网水无纺布外观洁净。
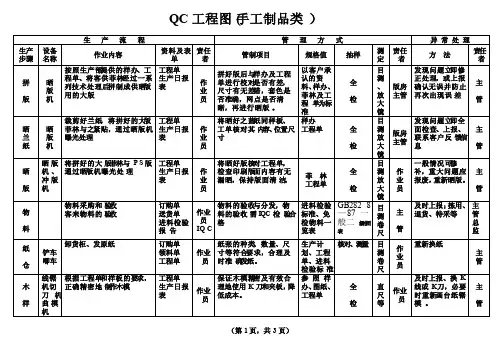
说明:抽检频率过程特性产品特性控制标准抽样数量生产品质来料确认物料规格投料单-生产前目视√√钴酸锂/三元烘烤温度150℃(钴、三元)/120℃(锰)全检查看显示值√烘烤时间4小时全检记录起始√导电剂型号参照投料单全检查看标识√冷却温度≤40℃全检激光测温√烘烤温度150℃全检查看显示值√PVDF烘烤时间2小时全检记录烘烤√烘烤温度150℃全检查看显示值√烘烤时间2小时全检记录烘烤√型号参照投料单全检查看标识√电子称用计量室确认重量的标准样进行称量,误差±0.02kg 每天一次标准样点校√ NMP电子称归零称量前目测√NMP用量参照投料单全检电子称√√PVDF用量参照投料单全检电子称√√搅拌速度公转30HZ 自传35HZ 全检查看设定√√搅拌时间2h-2.5h 全检查看设定√√真空度-0.08MPa±0.005全检查看设定√√外观无结块、悬浮全检目视√导电剂用量参照投料单全检电子称√√钴酸锂用量参照投料单全检电子称√√加料顺序先加导电剂再加钴酸锂/三元/锰酸锂最后进行稀释全检目视√筛网检查150目、无破损全检目测√浆料粘度7000-17000mpa.s 1次/锅料粘度计√浆料温度≤35℃1次/锅料红外线测温仪√√固含量参照相应体系工艺1次/锅料烤箱、电子称√QC铝壳通用电芯工程图<正极配料过程跟踪记录表>QRD-001A <烘烤状态标识卡>责任部门控 制 点点检表导电剂烘烤<烘烤状态标识卡>首件控制物 料流 程 图检验方法/工具<正极配料过程跟踪记录表>记录形式正极材料烘烤<正极配料过程跟踪记录表>QRD-001A正极制胶★正极配料★PVDF烘烤<烘烤状态标识卡>检验工序工序物料导入1314124★重点工序356说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序QMS-OP-08-024A 正极裁大片说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序负极耳说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序②破损 一般Ⅱ;0.65目视√<组装车间IPQC巡检《制片车间流转记2说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序<首件产品确认表>说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序带定位说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序冷却说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序说明:抽检频率过程特性产品特性控制标准抽样数量生品QC铝壳通用电芯工程图责任部门控 制 点首件控制物 料流 程 图检验方法/工具记录形式检验工序工序物料导入1314★重点工序。

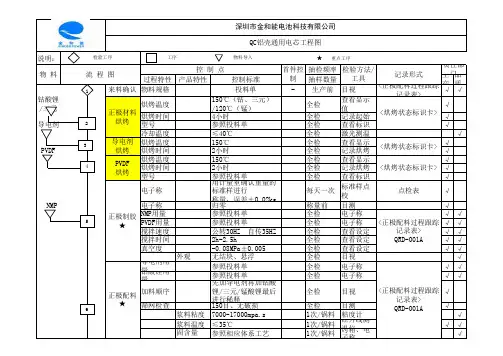
系统名称: 制程控制标准程序主题:铝壳电芯通用工程图-制片文件编号:版面共3页版本 A0说明:检验工序 工序物 料流 程 图控 制 点首件 控制 抽检频率 检验方法/工 具记录形式 责任部门异常处理方式 过程特性 产品特性 控制标准 抽样数量 生产 品质转料检验产品标识与生产计划相符 全检 目视 产品转交单√ √ 反馈QE 、PE正极片 辊压 ★千分尺 使用前归零使用前 目视√ √反馈计量 车间湿度晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度辊压机:30HZ√1次/h查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√生产调机压片厚度参照工艺标准 √ 5pcs/20min千分尺 《首件产品确认表》 《极片辊压厚度记录 表》√ √ 反馈上级/PE 处理负极片 辊压 ★千分尺 使用前归零 使用前 目视√ √反馈计量 车间湿度 晴天:25-40RH% 雨天:25-50RH%1次/h湿度计《温湿度记录表》√反馈技术部 对辊速度30Hz/s√1次/h 查看显示值 《首件产品确认表》《制片IPQC 巡检记录 表》√ 生产调机压片厚度参照工艺标准√ 5pcs/20min 千分尺 《首件产品确认表》《极片辊压厚度记录 表》√ √反馈上级/PE 处理正极 裁大片极片毛刺 裁切铝箔,铝箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈技术部 极片长度参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录表》√ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 5pcs/h 钢尺 √ √ 反馈上级/PE 处理 外观 极片外观检验标准 √ 5pcs/h目视√ √反馈上级/PE 处理极片毛刺裁切铜箔,铜箔毛刺长度≤ 该产品所用隔膜厚度的1/2√目视、手感 《首件产品确认表》反馈工程部4 3 2 1 ★ 重点工序 物料导入负极 裁大片极片长度 参照工艺标准 √ 5pcs/h 钢尺 《首件产品确认表》 《制片IPQC 巡检记录 表》 √ √ 反馈上级/PE 处理 极片间隙尺寸参照工艺标准 √ 3pcs/h 钢尺 √ √反馈上级/PE 处理外观极片外观检验标准 √5pcs/h目视 √反馈上级/PE 处理铝带/高温胶纸正极分切小片分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》 《极片横切工序厚度抽检表》 √ √ 反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √-钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视√ √反馈上级/PE 处理负极分切小片 分切刀规格 参照工艺标准《首件产品确认表》《制片IPQC 巡检记录表》《极片横切工序厚度抽检表》√ √反馈技术/PE 处理极片毛刺 毛刺长度≤8um √目视、手感极片宽度 参照工艺标准 √- 钢尺√ √ 反馈技术/PE 处理 极片厚度 参照工艺标准5pcs/h 千分尺 √ √ 反馈技术/PE 处理外观极片外观检验标准 √5pcs/h目视 √ √反馈上级/PE 处理 正极片分档电子称极片重量 参照工艺标准,超出工艺标准档次范围的比例>3%,则该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE 负极片 分档 电子称 极片重量 参照工艺标准,超出工艺标 准档次范围的比例>3%,则 该批次极片全检√每批次抽检 10% 电子称《极片称重记录表》√极片称重全检/反馈PE、QE正极耳 焊接 极耳尺寸 参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置 参照工艺标准 √ 3pcs/h/台钢尺《首件产品确认表》 《制片IPQC 巡检记录 表》 √返工/反馈PE 处理 焊接牢固度 无虚焊√ 3pcs/h/台 手拉、 目视 √ √生产调机/返工 极耳外露尺寸参照工艺标准 √ 3pcs/0.5h/ 台钢尺 反馈上级/PE 处理焊接有效长度根据模具长度调整 √ 3pcs/h/台 目视√生产返工镍带/高温胶纸负极耳 焊接极耳尺寸参照SOP 标准 √ 《首件产品确认表》 √ √ 反馈PE 处理 胶纸尺寸 参照SOP 标准 √《首件产品确认表》√ √ 反馈PE 处理 焊接位置参照工艺标准√ 3pcs/h/台钢尺√返工/反馈PE 处理10 8 69 75 111 2514负极耳焊接焊接牢固度 手工检测是否虚焊 √ 3pcs/h/台 目视《制片IPQC 巡检记录 表》√ √ 生产调机/返工 极耳外露尺寸 参照工艺标准 √ 3pcs/h/台反馈PE 处理 焊接有效点数≤35mm 的7个有效点 >35mm 的7-9个有效点√ 3pcs/h/台 手拉、 目视 √生产返工正极片 烘烤烘烤温度 80±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间8h1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃ 1次/层反馈PE 处理负极片 烘烤烘烤温度 40±5℃ 1次/0.5h 温度计《烘烤记录表》√ 反馈技术部 烘烤时间不烘烤,真空箱结存 1次/0.5h 起止时间记 录 √重新加烘 真空度 -0.08mpa ±0.005mpa1次/0.5h真空表 √反馈技术部换气频率 1次/1h 查看真空表标识参照此工序SOP全检 查看标识√ 生产返工冷却温度≤45℃1次/层批准:审核:制定:制定日期:1。
QC工程图工图制作人审核批准DST-QA-00006-00判定方法管制要求和BOM单,套料单相符ROHS物料标识正确,作好相关的ESD防护和BOM单,套料单相符符合产品相关要求和BOM单,套料单相符贴有IQCPASS标识才可使用和BOM单,套料单相符和BOM单,套料单相符机型、钢网、版本储存温度:0℃-10℃,使用前解冻4H程序正确,贴片无偏移、欠品、反面等每次换料,上料由IPQC进行确认,核对每日对设备及接地,线体静电点检,并记录正常的无铅制程温度,实际温度不超过240度设定温度不超过260度,链速60-70cm/min按要求对炉温曲线进行测试挂于指定地方每日对设备及接地,线体静电点检,并记录元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表所有人员佩戴静电手环作业目视QC检验报表100%目视目视冰箱站位表/BOM单锡膏厚度测试每换钢网/次4H/次5PCS/次2H/次1次/日4H/次2H/次4H/次1次/日目视1次/批评价/测量技术万用表/LCR电桥目视半导体测试仪AQL抽样标准检验频率生产设备LCR测试仪半导体测试仪万用表卡尺等来料检来料检验验领料人工电子称BOM单套料单IQCPASS标识等工作单号数量、单位、规格钢网与版本核对3当需SMT时印刷锡膏/机器贴装作业指导书人工SMT工艺流程图锡膏印刷机/红胶锡膏/红胶储存及钢网使用方法换料记录锡膏使用规定锡膏/红胶印刷贴片程式/位置换料确认设备点检/保养炉温设定参数每印5PCS擦拭一次钢网,不可擦板、连锡、溢胶等无尘棉布4当需SMT时过回流炉回流炉炉温测试仪作业指导书回流炉温度温度曲线设备点检/保养元件5当需SMT时QC全检放大镜牙签静电手环作业指导书PCBA检验规范上锡状况QC检查报表静电防护QC产品防护6当需SMT时工程图目视橡皮筋静电测试仪100%板间须用气泡袋阻隔,尤其注意晶振的防护产品标识清晰、正确、张贴规范包装时不可太松太紧,限定每扎数量包装人员佩戴静电手环作业元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表QA人员佩戴静电手环作业完全符合我司外发AI要求元件不可破损、欠品、错件AI位置正确,元件规格与BOM、AI表相符包装时不可太松太紧,限定每扎数量防挤压,防静电等与BOM单相符与BOM单相符,客户要求相符按作业指导书作业,不可错件等标识清晰,正确所有人员佩戴静电手环作业元件用错、不可破损、无欠品、错件按相应的作业要求、工艺进行及时、准确填写报表佩戴静电手环作业同一不良点出现3次,立即反馈生产拉长。


控制点控制标准控制方法生产记录责任人检验、分析项目控制值检验设备检查标准检验记录责任人卷尺千分尺目视卷尺表面质量内控标准目测内控标准质量报表铝箔质检边部质量内控标准目测内控标准质量报表铝箔质检重量内控标准电子称内控标准质量报表铝箔质检合金成分内控标准直读光谱仪内控标准检验报告单光谱检验员力学性能内控标准拉伸试验机内控标准检验报告单性能试验室生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片生产日报序号工艺流程图工序设备名称过程控制检验1原材料检验铝箔坯料尺寸:厚度、宽度内控标准内控标准质量报表铝箔质检外观内控标准内控标准质量报表铝箔质检2铝箔轧制(1道次)铝箔粗轧机压下量铝箔工艺规程铝箔工艺规程铝箔轧机机操作手轧制速度铝箔工艺规程铝箔工艺规程张力铝箔工艺规程铝箔工艺规程厚度及厚度公差铝箔工艺规程铝箔工艺规程轧制油铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程铝箔工艺规程检验报告单性能试验室板形内控标准内控标准表面质量内控标准内控标准生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片生产日报生产卡片生产日报3铝箔轧制(2道次)铝箔粗轧机压下量铝箔工艺规程铝箔工艺规程铝箔轧机机操作手厚度及厚度公差铝箔工艺规程铝箔工艺规程表面质量内控标准内控标准轧制油铝箔工艺规程铝箔工艺规程板形轧制速度铝箔工艺规程铝箔工艺规程张力铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程铝箔工艺规程检验报告单性能试验室内控标准内控标准压下量铝箔工艺规程铝箔工艺规程生产卡片生产日报生产卡片生产日报生产卡片生产日报粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报4铝箔轧制(3道次)张力铝箔工艺规程铝箔工艺规程板形轧制速度铝箔工艺规程铝箔工艺规程厚度及厚度公差铝箔工艺规程铝箔工艺规程轧制油铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程铝箔工艺规程检验报告单性能试验室内控标准内控标准铝箔轧机机操作手表面质量内控标准内控标准压下量铝箔工艺规程铝箔工艺规程轧制速度铝箔工艺规程铝箔工艺规程铝箔中轧机、铝箔精轧机生产卡片生产日报生产卡片测厚仪生产日报电子天平粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片表面质量、目测、生产日报表面润湿张力检测试剂生产卡片暗室生产日报针孔箱生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片5铝箔轧制(成品道次)铝箔轧机机操作手张力铝箔工艺规程铝箔工艺规程厚度及厚度公差内控标准内控标准厚度及厚度公差内控标准内控标准质量报表铝箔质检轧制油铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程质量报表铝箔质检铝箔工艺规程检验报告单性能试验室板形内控标准内控标准针孔内控标准内控标准表面质量内控标准内控标准内控标准内控标准分卷工艺规程分卷工艺规程分卷机操作手针孔内控标准内控标准质量报表铝箔质检6成品剪切分卷机速度分卷工艺规程厚度及厚度公差内控标准内控标准厚度及厚度公差内控标准电子天平内控标准张力分卷工艺规程宽度及宽度公差内控标准卷尺内控标准质量报表边部质量内控标准内控标准边部质量铝箔质检质量报表铝箔质检宽度内控标准内控标准铝箔质检内控标准质量报表内控标准目测铝箔中轧机、铝箔精轧机生产日报生产卡片表面质量目测、生产日报表面润湿张力检测试剂生产卡片暗室生产日报针孔箱包装方式包装工序作业指导书包装工序作业指导书包装记录尺寸:宽度、卷径内控标准卷尺内控标准质量报表铝箔质检包装箱包装工序作业指导书包装工序作业指导书包装记录外观内控标准目测内控标准质量报表铝箔质检产品标识包装工序作业指导书包装工序作业指导书包装记录力学性能内控标准拉伸试验机内控标准检验报告单性能试验室实施日期修订原因批准123操作手边部质量内控标准内控标准边部质量铝箔质检内控标准内控标准质量报表内控标准质量报表铝箔质检内控标准目测针孔内控标准内控标准针孔表面质量内控标准内控标准7包装包装工作区修订日期修订人重量包装工序作业指导书审核表面质量内控标准目测内控标准包装工质量报表铝箔质检电子称产品标准内控标准内控标准质量报表铝箔质检。