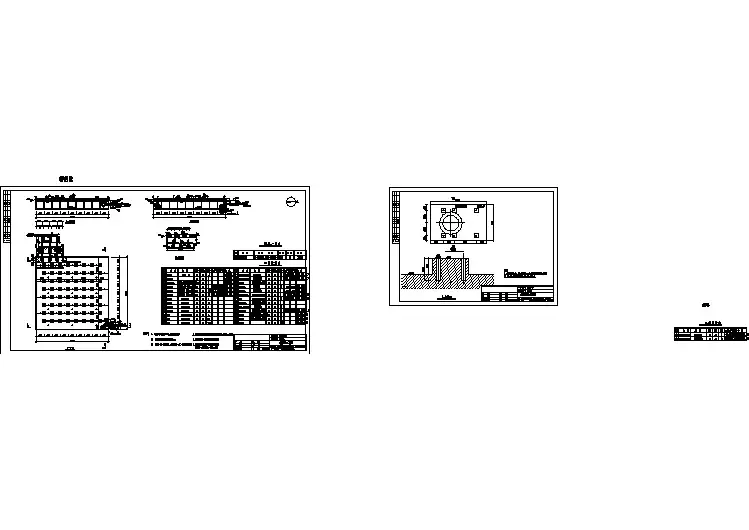
动力车间一层水池人孔盖做法大样
- 格式:pdf
- 大小:48.97 KB
- 文档页数:1
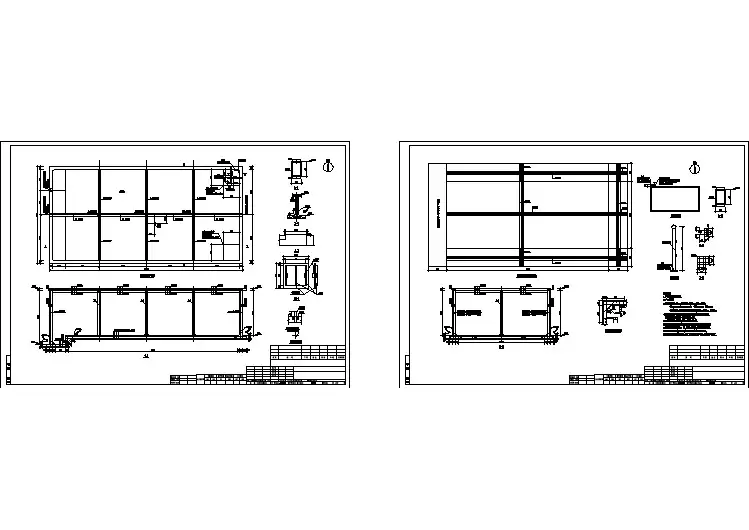
船舶舱口盖人孔盖布置图舱口盖人孔盖布置图人孔盖和小舱口盖是两种在船舶上广泛使用的舱室出入口启闭装置。
船舶上一般都设有众多的液舱(如燃油舱、滑油舱、淡水舱、压载水舱等),以及某些因船体结构或管系检修的需要而平时人员不需出入的舱室(如艏尖舱、尾尖舱、隔离空舱等),这些舱室有的在干舷甲板或中间平台下,有的在双层底,通常在围蔽这些舱室的甲板、平台、内底板和舱壁上开一些人孔,并设置人孔盖,供施工和检修人员出入用,一但作业完成人员离开之后即用人孔盖予以关闭。
船舶的货舱、储物舱、某些不设固定值班人员的设备舱室(如舵机舱、侧推装置舱等)处所的甲板或平台出入口应设置小舱口盖,既可供人员出入,也可供体积较小的设备或物品出入。
船舶内部应急脱险通道在露天甲板出入口处,应设置两面均可启可闭的小舱口盖。
除非特殊设计,一般的小舱口盖不能用于液舱顶部。
风雨密舱口盖只能承受外来风浪的袭击,不能承受来自舱内的强大水压力,因此对于船舶破舱以后需要保持水密的甲板或平台,不应设置小舱口盖。
有关公约、规则和规范对人孔盖和小舱口盖有要求,具体详见《舾装设计手册》。
船用人孔盖按其形状可分为长圆形和圆形,其中长圆形人孔盖使用较为广泛。
按其密性可分为水密和油密,两者区别在于密封垫圈的材料,油密应采用耐油橡胶,水密则应采用耐海(淡)水橡胶。
按其安装后是否高出开孔表面可分:突出式和埋入式。
船用突出式人孔盖分为A型、B1型、B2型,船用埋入式人孔盖分为四种C1型(长圆带罩)、C2型(椭圆带罩)、D1型(长圆无罩)、D2型(椭圆无罩)。
船用小舱口盖按其形状可分为方形、矩形、圆形和长圆形。
按其风雨密性可分为风雨密、非风雨密和油密。
按其安装后是否高出开孔表面可分为:突出式和埋入式。
小舱口盖主要由围板、盖板、铰链、夹紧装置、制止器、锁扣、把物和密封件组成。
较大的小舱口盖为了减轻盖板的开启力,还设有平衡块或弹簧铰链。
风雨密的舱口盖分为A、B、C、D型。
(1)A型为方形或矩形突出式舱口盖。
船用人孔盖工艺文件一、下料:1.清理下料现场,确保现场干净整齐、无杂物;2.核对下料尺寸与标准和图纸要求是否一致;3.根据产品所需的板厚、尺寸及形状选择适当设备的及作业方法。
a.根据盖的规格及型号相应的选择是手动氧气火焰切割下料还是运用液压摆式剪板机下料。
b.一般情况下盖板的下料方式是采用仿形气割机进行下料。
c.座圈采用仿形气割机下料,可确保下料的精度。
d.拉手采用型材切割机根据相应尺寸进行切割下料。
4.确保所下材料精度,外形偏差不得超过±2mm,确保无错下.漏下。
5.对首件下料应仔细核对尺寸,确保尺寸符合标准和图纸要求。
6.对于材料是运用氧气火焰切割的要去除表面流挂、夹渣等确保表面质量。
7.下料完备后,整理现场。
二. 装配1.清理现场,熟悉标准或图纸。
2.在装配前,先将拉手等需要整形的部件,整形好。
盖板需打眼的运用摇臂钻床根据标准或图纸打好眼。
3. 装配工应根据图纸要求对零件材料进行组装,如装配过程中出现变形要及时对其进行校正确保无错装漏装现象存在,相同产品同种零件间应可任意互换。
4.装配后清理作业现场。
三.焊接1焊接工艺评定管理执行公司焊接工艺评定控制,焊接工艺评定管理工作检验员负责实施,由车间焊接人员根据实际需要提出(规格、材质)提出申请,由技术质检部门批准能够覆盖整个工程焊接的工艺记录评定一览表,作为本公司焊接编制焊接工艺卡的依据及指导性文件来执行。
2、焊前准备a.母材管理由仓库负责,按公司质保程序,b.焊件坡口加工型式符合图纸及工艺卡要求.c.技术交底:焊接有关技术资料向焊工人员进行技术交底,焊工人员应作好技术交底记录d.施焊e.焊前检查:首只首批焊口见证点;f.焊接:焊工必须按焊接工艺卡要求施焊。
3.焊接人员必须持证上岗。
四.打磨1.打磨主要是为了去除焊渣飞溅、夹渣、焊瘤、毛刺、锈蚀、油污等,使焊接光滑平整匀称,喷漆时增强油漆的附着力。
2.打磨应确保表面无毛刺、锈蚀、焊渣等外观缺陷。
一个污水人孔的完整施工流程(包含降水)一个完整的人孔施工流程选用Zone 05,Road 12A,MH129为例子1 准备许可,摆放水码,签许可,开挖探槽(需要5个工人,耗时半个工作日探槽深1.5m,成九十度角)。
图1-1 try-pit2 在取得开挖许可后开始开挖,需要劳工6个人(其中包括1名JCB flag man)图2-1 开挖3 开挖支护采用胶合板(1*2.4)配合5到6m长的钢管支杆做支护图3-1 开挖支护4 开挖至水位后开始准备打降水:首先采用钻孔机钻孔,每节钻杆长1.5米,根据人孔深度选择钻杆根数,分节加长钻杆。
完成钻孔后,后增压泵配合6米钢管完成冲孔(钻孔需要2个劳工,冲孔需要6个劳工配合完成)。
图4-1 钻孔机钻孔图 4-2 降水系统完成5 降水系统完成后继续开挖,继续采用JCB配合人工开挖至原有旧管线,接by-pass,同时配合吊车移除原有旧人孔。
图5-1 接by-pass、6,移除旧人孔后测新建人孔标高,通知测量队放样图6-1 测标高整平7 人孔标高报检和blinding浇注砼:在现场工程师标高调整完成后通知测量队,在测量队到场后通知监理。
8 浇注blinding砼,养护期24h,刷防水黑油,贴两层bitu-plus ,每层都需要报检,待两层贴完,通知测量队,放样,标出中心点,进水口,出水口点;放样后做screed(沙浆层)。
9screeding完成后报检,通知监理,完成后到预制场吊装人孔到自卸车,由自卸车运到现场后,通知安全员,准备封路,疏导交通,准备吊装人孔。
图9-1 10t吊车图9-2 完成现场吊装后的人孔10 人孔墙身刷一层黑油,贴两层bitu-plus,一层bitu-board,分层报检图10-1 正在贴防水的工人图10-2完成第二层防水11 三层防水完成后接by-pass准备材料,通知管工到位图11-1 接by-pass12 回填,分层回填,每层二十公分,分层报检图12-1 回填,平板夯压实,角落地方由工人手工压实13 现浇第二部分砼。

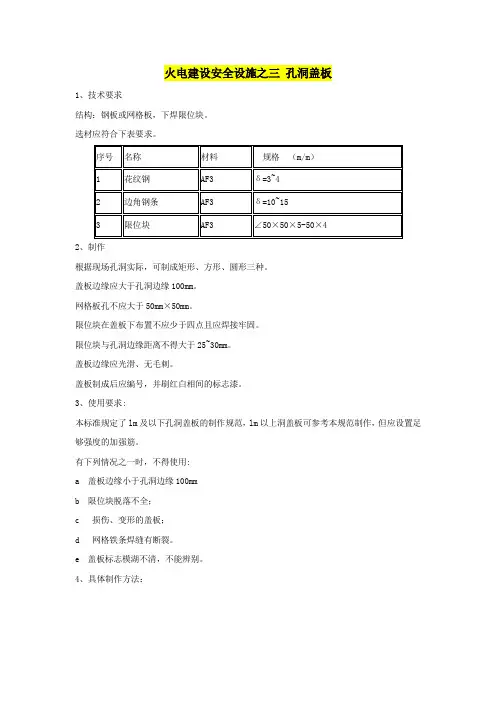
火电建设安全设施之三孔洞盖板
1、技术要求
结构:钢板或网格板,下焊限位块。
选材应符合下表要求。
2、制作
根据现场孔洞实际,可制成矩形、方形、圆形三种。
盖板边缘应大于孔洞边缘100mm。
网格板孔不应大于50mm×50mm。
限位块在盖板下布置不应少于四点且应焊接牢固。
限位块与孔洞边缘距离不得大于25~30mm。
盖板边缘应光滑、无毛刺。
盖板制成后应编号,并刷红白相间的标志漆。
3、使用要求:
本标准规定了lm及以下孔洞盖板的制作规范,lm以上洞盖板可参考本规范制作,但应设置足够强度的加强筋。
有下列情况之一时,不得使用:
a 盖板边缘小于孔洞边缘100mm
b 限位块脱落不全;
c 损伤、变形的盖板;
d 网格铁条焊缝有断裂。
e 盖板标志模湖不清,不能辨别。
4、具体制作方法:。
加油站改扩建工程人孔井集水井及加油泵岛施工技术方案
及措施
1.人孔井
人孔井采用碎浇捣施工,在碎浇捣施工前,应先拧紧油罐人孔法兰及接管法兰,并对丕锈钢波纹管及连接丝口用彩条布进行保护,以防施工时损坏油罐人孔内波纹管及连接丝口。
人孔井碎浇捣完成后,应进行盛水试验,以24小时水位不下降为合格,然后在井壁四周铺贴200X200白磁豉。
在碎车行道上人孔井盖,采用专用成品三件套复合塑料盖板,而在绿化带内人孔井盖,建议采用
3=Imm不锈钢罩,在达到防雨目的同时,减少工程成本支出。
2、集水井
集水井施工时,严格按设计通用图及施工规范施工。
根据我方多年的加油站建造经验,由于集水井比较深,且不能出现渗水现象,建议在集水井内底部设置1只600X600X800的封闭钢板,作为集水井的内壁模板,并与排水钢管开孔焊接,这样可确保集水井底部不渗水。
集水井碎浇捣,应严格按地下室底板、墙板施工法组织施工,集水井盖板建议采用成品复合材料井盖。
3、加油泵岛
加油泵岛施工应在场地道硝垫层压实、工艺及电气管道安装
完成后,方可开始组织施工。
泵岛四周包边钢板采用3=IOnInI钢板切割滚圆加工而成,每隔2m左右用N40X40X4角钢拉接,包边钢板顶面焊接DN40不锈钢管与包地坪间距为200mm,泵岛碎与场地地坪碎应同时浇捣。
泵岛面层采用300X300广场豉铺路,其表面应与不锈钢管面相平,以免广场砖损坏。
在整个工程竣工验收前,泵岛四周包边钢板除锈后,应刷两度红丹防锈漆及两度黑面漆,对加油站进出车辆,起到醒目警示作用。