宽展
- 格式:doc
- 大小:108.50 KB
- 文档页数:4
项目五轧制过程中的横变形———宽展一、教学目标1.掌握宽展的定义。
2.掌握宽展类型及各类的特征。
3.了解宽展的组成。
4.掌握影响宽展的因素,能分析这些因素如何影响宽展。
5.学习计算宽展的经验公式。
6.分析经验公式中包含的影响因素。
7.查找资料做宽展的推算。
二、课时分配本项目共3个任务,安排4课时。
三、教学重点1.轧制过程中的横变形———宽展2.影响宽展的因素。
3.宽展计算的方法。
四、教学难点1.在宽展计算的经验公式中,选择适合的经验公式。
2.影响宽展的因素及影响规律。
任务一宽展的概念、类型和组成知识储备一、宽展的概念轧件在宽度方向上线尺寸的变化,即绝对宽展,直接称为宽展,用Δb表示。
Δb=b-B式中:B、b———轧制前、后轧件宽度,单位:mm。
二、宽展对实际生产的影响实际型钢轧制生产中,必须克服孔型未充满和过充满的现象,但是由于轧制过程的复杂性,还没有一个能适应多种实际情况下准确计算宽展的理论公式。
一般使用一些经验公式来适应各自的具体情况。
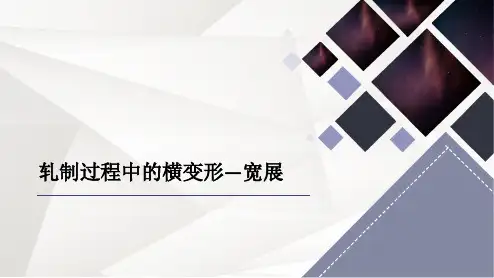
三、宽展种类1.自由宽展2.限制宽展3.强制宽展四、宽展的分布1.双鼓形2.单鼓形3.平直形4.实际意义任务二影响宽展的因素知识储备影响宽展的因素及影响规律1.压下量Δh基本规律:随着压下量的增加,宽展也增加。
2.轧辊直径基本规律:随着轧辊直径增大,宽展量增大。
3.轧件宽度基本规律:轧件宽度增大,即变形区平均宽度增加,横向流动阻力增大,宽展减小。
4.摩擦系数基本规律一般情况(短变形区),宽展随摩擦系数的增大而增大;对长变形区,随摩擦系数的增大,宽展可能保持不变。
5.轧制道次在总压下量相同的条件下,轧制道次越多,总的宽展量越小。
6.后张力基本规律:在后张力作用下,延伸增大,宽展减小,且宽展量随后张力的增大成线性。
7.工具形状工具形状对宽展的影响分为两方面,一方面是指轧制时所用的工具(圆柱形轧辊有利于轧件的延伸)形状不同于其他加工方式;另一方面是指孔型形状的不同对宽展所产生的影响也不同。

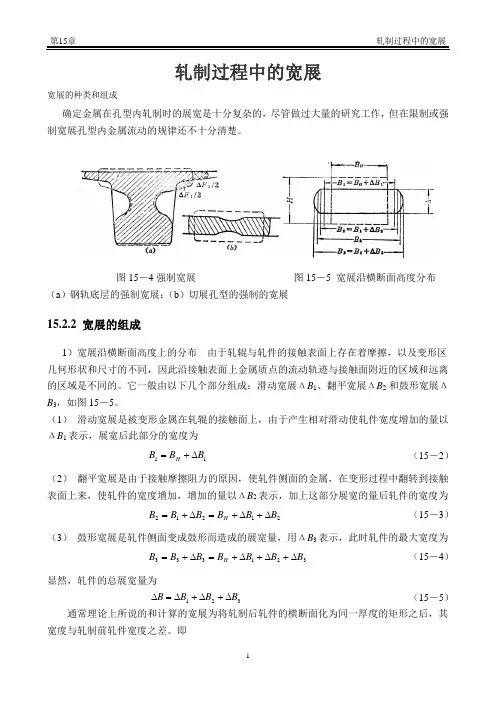
轧制过程中的宽展宽展的种类和组成确定金属在孔型内轧制时的展宽是十分复杂的,尽管做过大量的研究工作,但在限制或强 制宽展孔型内金属流动的规律还不十分清楚。
15.2.2 宽展的组成1)宽展沿横断面高度上的分布 由于轧辊与轧件的接触表面上存在着摩擦,以及变形区 几何形状和尺寸的不同,因此沿接触表面上金属质点的流动轨迹与接触面附近的区域和远离的区域是不同的。
它一般由以下几个部分组成:滑动宽展ΔB 1、翻平宽展ΔB 2和鼓形宽展ΔB 3,如图15-5。
(1) 滑动宽展是被变形金属在轧辊的接触面上,由于产生相对滑动使轧件宽度增加的量以ΔB 1表示,展宽后此部分的宽度为11B B B H ∆+= (15-2)(2) 翻平宽展是由于接触摩擦阻力的原因,使轧件侧面的金属,在变形过程中翻转到接触表面上来,使轧件的宽度增加,增加的量以ΔB 2表示,加上这部分展宽的量后轧件的宽度为 21212B B B B B B H ∆+∆+=∆+= (15-3)(3) 鼓形宽展是轧件侧面变成鼓形而造成的展宽量,用ΔB 3表示,此时轧件的最大宽度为321333B B B B B B B H ∆+∆+∆+=∆+= (15-4)显然,轧件的总展宽量为321B B B B ∆+∆+∆=∆(15-5)通常理论上所说的和计算的宽展为将轧制后轧件的横断面化为同一厚度的矩形之后,其宽度与轧制前轧件宽度之差。
即H h B B B -=∆ (15-6)因此,轧后宽度b h 是一个理想值,但便于工程计算,必须注意这一点。
上述宽展的组成及其相互的关系,由图15-5可以清楚地表示出来。
滑动宽展ΔB 1、翻平宽展ΔB 2和鼓形宽展ΔB 3的数值,依赖于摩擦系数和变形区的几何参数的变化而不同。
它们有一定的变化规律,但至今定量的规律尚未掌握。
只能依赖实验和初步的理论分析了解它们之间的一些定性关系 。
例如摩擦系数f 值越大,不均匀变形就越严重,此时翻平宽展和鼓形宽展的值就越大,滑动宽窄越小。
轧件的宽展系数轧件的宽展系数是衡量金属材料在轧制过程中宽度拉伸程度的一个重要指标。
通过掌握宽展系数,可以有效预测和控制轧件的变形,提高生产效率和成品质量。
宽展系数是指材料在轧机中被拉伸的宽度与初始宽度的比值。
宽展系数越大,说明材料在轧制过程中容易发生宽度拉伸,而宽展系数较小则说明材料较难拉伸。
因此,宽展系数对于设计合适的轧制工艺和选择适合的轧制机械设备至关重要。
对于不同种类的金属材料,其宽展系数不尽相同。
一般来说,冷轧钢板的宽展系数较高,而铝及其合金材料的宽展系数较低。
这是由于材料的晶粒结构、成分和热处理等因素决定的。
在实际生产中,要根据不同材料的宽展系数特性来选择合适的轧制工艺,并且在机械设备的设计过程中充分考虑宽展系数对轧制过程的影响。
了解宽展系数的重要性,不仅可以帮助我们设计出更加合理的轧制工艺,还能引导生产操作者在实际操作中做出正确的判断和决策。
在轧制过程中,如果宽展系数较大,操作者可以适当提高轧制速度,加快材料的宽度拉伸过程,提高生产效率。
而当宽展系数较小时,应采取合适的控制措施,如降低轧制速度、增加辊缝之间的摩擦力等,以确保材料的宽度拉伸均匀,避免产生变形缺陷。
此外,了解宽展系数还可以帮助我们评估材料的可加工性。
宽展系数较大的材料通常具有较好的塑性和可加工性,更容易形成复杂的形状和结构。
这对于一些需要较高加工精度和复杂形状要求的行业,如汽车制造、航空航天等,具有重要的意义。
总而言之,轧件的宽展系数是一个重要的工程参数,对于轧制生产过程中的变形控制和产品质量提升起到关键作用。
我们应该深入了解不同材料的宽展系数特性,灵活运用合适的工艺和设备,以提高生产效率和产品质量。
【技术专题】轧制时候的宽展计算0.前⾔
今天,在计算轧制表,⼜翻出宽展的计算公式,特粘给⼤家,并对采⽤不同公式的计算结果贴出,供参考讨论。
1.古布⾦公式
此公式由试验数据回归得到,它除了考虑主要⼏何尺⼨外,还考虑了接触摩擦条件。
当
µ=0.40~0.45时,计算结果与实际相当吻合,因⽽在⼀定范围内是适⽤的。
2.巴赫切诺夫公式
此公式为忽略⼀些影响因素后理论导出的实⽤的简化计算公式。
考虑了摩擦系数,相对压下量,变形区长度及轧辊形状对宽展的影响。
实践证明该公式计算平辊轧制和箱型孔型中的⾃由宽展可以得到与实际相近的结果,因此可以⽤于⼯程变形计算中。
3.艾克伦德公式
4.柴⾥科夫公式
C—取决于轧件原始宽度与接触弧长的⽐值关系,按下式求出:
此公式理论根据⽐较严密,结果⽐较符合实际,可⽤于板带钢轧制变形的宽展计算。
5.计算结果对⽐
宽展(mm)
巴赫诺夫柴⾥科夫古布⾦艾克伦德
△b△b△b△b
1.9 1.1 1.3
2.04
2.7 1.6 1.9 2.99
3.6 2.1 2.6
4.19
4.7 2.8 3.4
5.72
6.1 3.7 4.6
7.75
9.1 5.67.112.38
11.0 6.98.915.08
10.9 6.88.813.78
9.8 6.17.911.51
12.58.010.514.65
13.78.811.915.32
14.99.813.415.95
15.910.715.016.28。
商标宽展的操作方法
商标宽展是指对于已注册商标在当前注册类别外的类别进行商标扩展。
其操作方法如下:
1.核查商标注册情况。
首先需要了解目标商标在当前注册的类别是否存在;
2.查看目标类别的分类情况。
将目标商标所需进行宽展的类别进行分类,了解其所属国际分类,确定是否与当前注册类别不同;
3.进行商标类别选择。
根据需要进行扩展的商标类别,选择与当前注册类别不同的类别进行扩展;
4.填写申请材料。
根据所需的商标宽展类别,填写相应的申请材料,包括商标宽展申请书、授权委托书、商标注册证书等;
5.提交申请。
将填写完整的申请材料提交至商标局进行审核;
6.等待结果。
对于商标宽展申请,需要等待商标局进行审核,若涉及商标撤销、异议等情况,则需要进行相应的处理。
总之,商标宽展的操作方法需要根据具体情况进行相关操作,需要遵循商标法规定及相关规定进行操作,以获得更优质的商标保护。
乌萨托夫斯基法宽展公式乌萨托夫斯基法宽展公式,这听起来似乎是一个让人感到有些陌生和神秘的名字。
不过别担心,咱们今天就来好好聊聊它。
我先给您讲讲我曾经遇到的一件事儿。
有一次在课堂上,我给学生们讲到了金属加工的相关知识,其中就涉及到了宽展的问题。
当时我在黑板上写下了乌萨托夫斯基法宽展公式,可把不少同学给难住了。
那一张张皱着眉头的小脸,就好像在说:“老师,这都是啥呀?”乌萨托夫斯基法宽展公式在材料加工和金属成型领域有着重要的应用。
它主要用于计算金属在轧制、锻造等过程中的宽展量。
简单来说,就是能帮助我们搞清楚金属在加工时会在宽度方向上发生多大的变化。
这个公式看起来可能有点复杂,但其实它背后的原理并不难理解。
就好比我们揉面团,把一块面团压扁的时候,它的宽度会发生变化,而乌萨托夫斯基法宽展公式就是用来计算这种变化程度的。
在实际应用中,我们得先搞清楚各种参数的含义。
比如说,金属的材质、加工的条件、工具的形状等等,这些都会影响到最终的宽展量。
咱们再回到之前提到的课堂上。
我看到同学们一脸迷茫,就决定换个方式来讲。
我拿起一块橡皮当作金属材料,用尺子比作加工工具,给他们演示起来。
“同学们,你们看,就像这样,橡皮在尺子的挤压下,宽度是不是发生了变化?这就是宽展。
”慢慢地,同学们的眼睛亮了起来,开始跟着我的思路思考。
通过乌萨托夫斯基法宽展公式,工程师们可以更精确地设计加工工艺,提高产品的质量和生产效率。
比如说,在制造汽车零件的时候,如果能准确计算出金属的宽展量,就能让零件的尺寸更加符合要求,汽车的性能也会更好。
而且啊,这个公式不仅仅在工业生产中有用,对于我们理解一些日常生活中的现象也有帮助。
比如我们常见的压面条,面条在压的过程中宽度的变化,其实也能和这个公式扯上点关系。
总之,乌萨托夫斯基法宽展公式虽然看起来有点复杂,但只要我们用心去理解,就会发现它其实很有趣,也很有用。
就像我们解决生活中的其他难题一样,只要多琢磨琢磨,多实践实践,就能把它拿下!希望大家以后在遇到相关问题时,能想起这个公式,用它来解决实际问题。
宽展(转载搜搜钢电子商务网)
创建时间:2008-08-02
宽展(spread)
轧件在轧制前和轧制后的宽度变化量。
金属在塑性变形前后的体积基本保持不变,当轧件在高度上被压缩时,其长度和宽度会有相应的变化。
按照金属沿宽度方向上流动的自由程度,宽展可分为3种,即强迫宽展、自由宽展和限制宽展。
影响宽展的因素很多,它们之间的关系也较复杂,在不同的条件下,宽展值可以是大于、等于或小于零。
宽展是进行孔型设计、压力计算和制订工艺规程的重要参数。
宽展的度量宽展值的大小与压下量、接触表面摩擦状况、变形区几何尺寸及形状等因素有关,通常用宽展量、宽展率和宽展系数表示。
宽展量一般宽展量包括滑动宽展量ΔB1、翻平宽展量ΔB2、鼓形宽展量ΔB3部分,即
ΔB=ΔB1+ΔB2+ΔB3。
滑动宽展量是变形金属在与工具的接触面上,由于产生相对滑动而使变形金属宽度增加的量;翻平宽展量是由于接触摩擦阻力的原因,变形金属的侧面在变形过程中翻转到接触表面上来,使轧件的宽度增加的量(见翻平);鼓形宽展量是变形金属侧面变成鼓形而造成的宽展量(见单鼓形、双鼓形)。
通常理论上和计算中所指的宽展量是将轧制后轧件横截面转化为同一厚度的矩形之后,其宽度与变形前宽度之差。
宽展率宽展量与轧件原始宽度之比的百分数(%),即,为表示相对宽展程度的变形程度。
宽展系数轧件变形后宽度和变形前宽度之比,即ω=B h/B H。
它同压下系数节和延伸系数产之间存在如下的关系:
宽展的计算宽展的计算受许多因素的影响,主要有轧件的初始厚度H和终了厚度h、压下量Δh、轧辊直径D、轧件的初始宽度B H、轧辊和轧件接触面上的摩擦系数f等。
精确确定各种因素的定量关系尚很困难,常用的计算公式多数建立在半经验半理论分析的基础上。
用于计算冷轧时宽展的公式
(1)采利科夫()公式(1953年)
式中ΔB为宽展值,R为轧辊的半径,f为摩擦系数,压下量Δh=H-h。
该式小考虑外区和轧件宽度的影响,并且认为前滑区的宽展很小,可以忽略。
如以弦近似地代替接触弧,则上式可以简化为:
为了考虑轧件宽度和外区张力的影响,采利柯夫公式有如下的形式:
式中σH为后张力,σs为屈服应力,C B和Cσ分别为宽度和张力的影响系数,e为自然对数的底。
(2)格利什柯夫()公式(1958年)
式中ε表示相对压下量。
用于计算热轧时宽展的公式(1)贝奇曼(H.Bechmann)公式(1950年)
(2)舒拉列夫(M.V.Shuralev)公式(1958年)
(3)斯帕林(L.M.G.Sparling)公式(1961年)
4)乌萨陶夫斯基(Z.Wusatowski)公式(1965年)
(5)海尔米和亚历山大(A.Helmi,J.M.Alexan—der)公式(1968年)
(6)巴赫契诺夫()公式(1950年)
(7)古布金()公式(1947年)
(8)艾克隆德(S.Ekelund)公式
式中t为热轧时轧件的温度,计算得到的是轧件在轧后的宽度的平方,经开方之后减去轧前的宽度才得到宽展值。
孔型轧制时宽展的计算孔时轧制时的宽展比在平辊轧制时复杂得多、要考虑下面的特点:孔型轧制时,沿轧件宽度上压下量的分布是不均匀的,其计算方法应有所不同;沿轧件的宽度上,轧件与轧辊的接触是从入口端开始逐渐扩展的,存在接触的非同时性以及非接触区域对接触区域的金属流动所起的抑制作用;孔型内有凸形辊面,又有孔型侧壁,强迫宽展和限制宽展会同时存在;沿孔型的宽度方向’牟L 辊的直径是变化的,轧件各部分的线速度有差别,这对宽展产生明显的影响,宽展等于零或小于零即负宽展的现象都可能出现。
相关词条:
宽展轧制原理。