抛光检验通用标准精选文档
- 格式:docx
- 大小:51.17 KB
- 文档页数:5
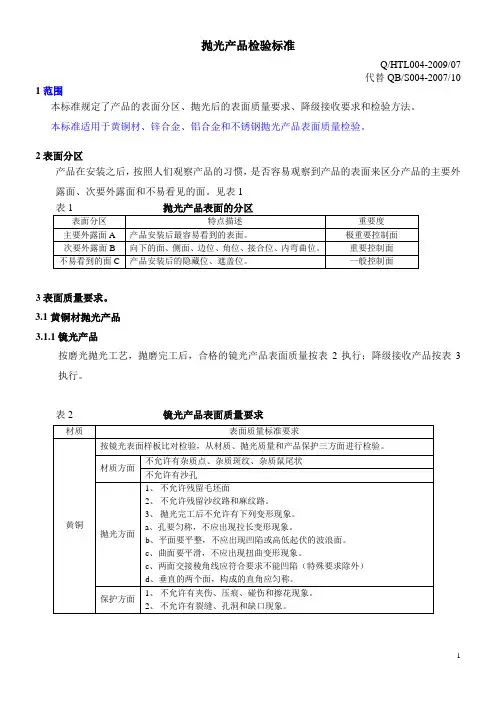
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
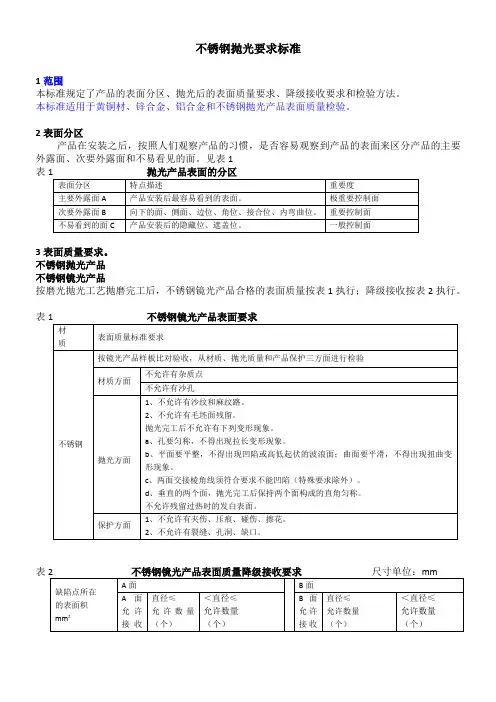
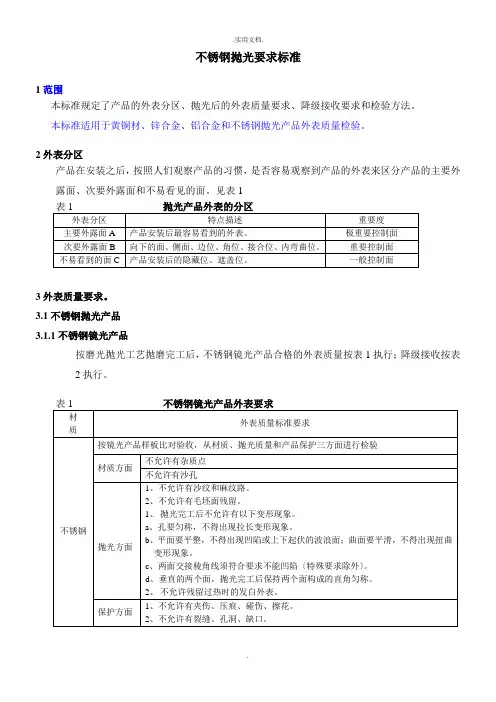
不锈钢抛光要求标准
1范围
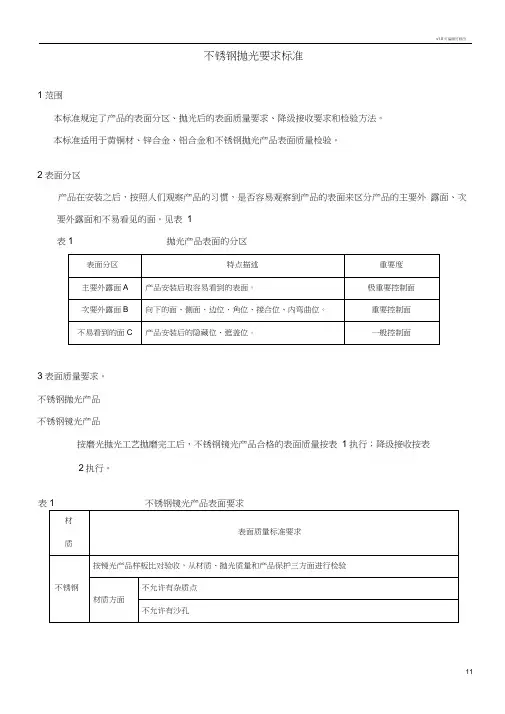
本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区
产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1
表
3表面质量要求。
不锈钢抛光产品
不锈钢镜光产品
按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表1执行;降级接收按表2执行。
表
表
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
不锈钢拉丝产品
按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表11执行,降级接收标准按表12执行。
表4
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
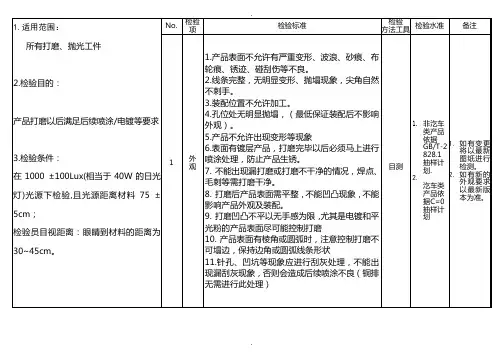
4检验方法
4.1.1目力测试,视力大于,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
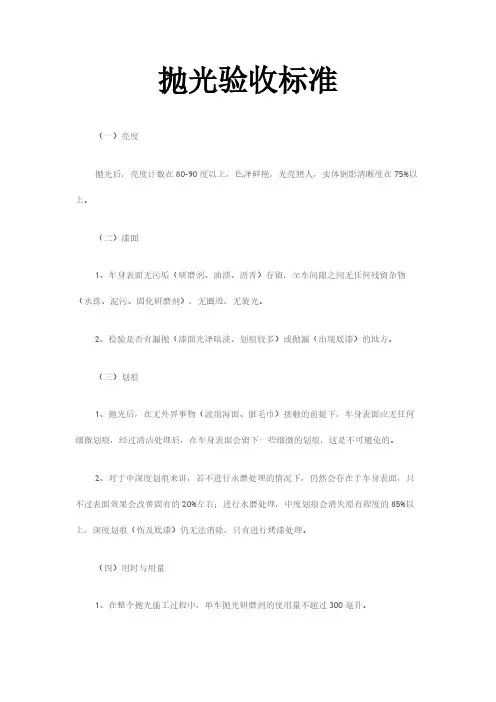
抛光验收标准
(一)亮度
抛光后,亮度计数在80–90度以上,色泽鲜艳,光亮照人,实体倒影清晰度在75%以上。
(二)漆面
1、车身表面无污垢(研磨剂、油渍、沥青)存留,全车间隙之间无任何残留杂物(水珠、泥污、固化研磨剂),无圈迹,无旋光。
2、检验是否有漏抛(漆面光泽暗淡、划痕较多)或抛漏(出现底漆)的地方。
(三)划痕
1、抛光后,在无外界事物(波浪海面、脏毛巾)接触的前提下,车身表面应无任何细微划痕,经过清洁处理后,在车身表面会留下一些细微的划痕,这是不可避免的。
2、对于中深度划痕来讲,若不进行水磨处理的情况下,仍然会存在于车身表面,只不过表面效果会改善固有的20%左右;进行水磨处理,中度划痕会消失原有程度的85%以上,深度划痕(伤及底漆)仍无法消除,只有进行烤漆处理。
(四)用时与用量
1、在整个抛光施工过程中,单车抛光研磨剂的使用量不超过300毫升。
2、有两个施工人员,车漆较软(日产车)的情况下,一般在1小时左右完成,如果车漆较硬(奔驰、宝马等)一般需要1.5小时左右完成施工。
不锈钢抛光要求标准1范围本标准规定了产品的外表分区、抛光后的外表质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品外表质量检验。
2外表分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的外表来区分产品的主要外露面、次要外露面和不易看见的面。
见表13外表质量要求。
3.1不锈钢抛光产品3.1.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的外表质量按表1执行;降级接收按表2执行。
注:1、缺陷点所在的外表积是指A面、B面和C面的外表积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品外表的缺陷点总个数。
3、外表缺陷点大于2时,两缺陷点间距大于10-20毫米。
3.1.2不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品外表质量按表11执行,降级接收标准按表12执行。
注:1、缺陷点所在的外表积是指A面、B面和C面的外表积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品外表的缺陷点总个数。
3、外表缺陷点大于2时,两缺陷点间距大于10-20毫米。
4检验方法4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
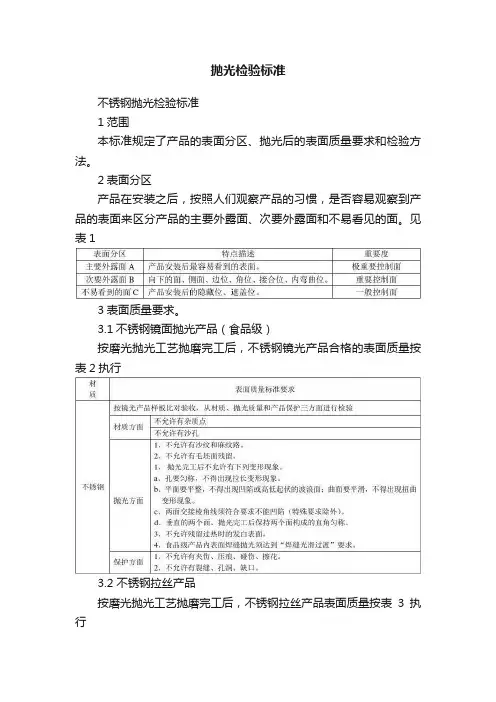
抛光检验标准不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行3.2 不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求4检验方法4.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5补充注意点5.1抛光严格按照图纸要求表面加工精度操作,除特殊标注之外,A面所有的抛光要求按照图纸要求,不能出现未抛光的部分,不能留有电焊后的黄黑色色斑。
×5.2抛光纹路必须保持一致,不能有乱纹。
比如料斗盖透气管周围的色差必须抛光一致。
5.3 A面不能有焊接留下的杂质,包含焊渣以及滴落凝固在表面的金属。
×5.4除标准法兰外的自制法兰表面属于易忽视部位,注意抛光。
×√×5.5 A面上焊缝内黑色杂质必须处理干净。
如若使用钝化膏处理必须擦拭干净所留痕迹。
×5.6料仓出料口处法兰与料仓桶体连接处焊缝必须抛光圆滑过渡,不能存在台阶,防止堆积物料。
5.7叶片螺杆叶片连接处抛光一致,不能留有痕迹。
5.8可拿取的人工加料盖,周围折边处,A面焊缝满焊后抛光圆滑,C面断续焊。
例如T17料斗上的人工加料盖。
5.9 C面焊缝不能有毛刺,必须打磨去除。
5.10料斗折弯痕迹,A面抛光光滑过渡,C面抛光(按照图纸要求)。
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
不锈钢抛光要求标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1表1 抛光产品表面的分区3表面质量要求。
不锈钢抛光产品不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表1执行;降级接收按表2执行。
表不锈钢镜光产品表面要求表2 不锈钢镜光产品表面质量降级接收要求尺寸单位:mm注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表11执行,降级接收标准按表12执行表3 不锈钢拉丝表面要求表4 不锈钢拉丝表面降级接收要求尺寸单位:mm注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
4检验方法4.1.1目力测试,视力大于,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45 ±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
抛光外观检验作业指导书
一、外观要求
抛光表面不得有瑕疵,需要满足以下要求:
1. 表面光洁度高,无毛刺,无氧化物、水渍、指纹等污渍现象。
2. 表面无沙眼、气泡、裂纹、夹渣等缺陷。
3. 表面无机械划痕、磨痕等损伤现象。
4. 表面无氧化变色、变形、表面结构受损等不良现象。
二、检验方法
本检验指导书采用“目视检查法”进行检验。
检验过程应在黄光或白光补光下进行,以确定表面的外观瑕疵以及粗糙度参量等。
三、判定标准
1. 表面粗糙度:抛光表面的粗糙度不得超过规定的要求值。
2. 表面瑕疵:抛光表面的任何一处瑕疵不得影响使用功能或外观美观,并不得超出规定的标准范围。
如若瑕疵影响使用功能,则应当更换产品。
3. 品质判定:如若表面存在粗糙度不良、瑕疵超过标准范围等不良现象,则此次检验结果判定为“不合格”,否则为”合格“,此检验结果为该产品的唯一检验结果。
四、记录要求
1. 记录检验日期、检验员名称、是否合格等信息,并签字确认。
2. 记录每个测试点的详细检测结果,说明其合格或不合格原因。
3. 登记记录表格编号,并将本次检测结果归档存档。
抛光产品通用检验标准编号:HYL/QMS-03-05 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于锌合金,铁,不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1注:可接收的A级面、B级面、C级面、缺陷不能影响装配和功能,否则仍判不合格。
3表面质量要求。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
4检验方法4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为25±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5.1锌合金压铸,不锈钢精铸抛光产品5.1.1锌合金压铸,不锈钢精铸镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表25.1.2锌合金压铸,不锈钢精铸拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表3执行。
5.2.1金属冲压件镜光产品按磨光抛光工艺抛磨完工后,金属冲压件合格的表面质量按表4执行;5.2.2金属冲压件拉丝产品按磨光抛光工艺抛磨完工后,金属冲压件拉丝产品表面质量按表5执行。
抛光要求标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求表3 黄铜镜光产品表面沙孔或杂质点降级接收要求尺寸单位:mm注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
抛光检验标准————————————————————————————————作者:————————————————————————————————日期:ﻩ不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1表1 抛光产品表面的分区表面分区特点描述重要度主要外露面A 产品安装后最容易看到的表面。
极重要控制面次要外露面B 向下的面、侧面、边位、角位、接合位、内弯曲位。
重要控制面不易看到的面C 产品安装后的隐藏位、遮盖位。
一般控制面3表面质量要求。
3.1不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行表2 不锈钢镜光产品表面要求材质表面质量标准要求不锈钢按镜光产品样板比对验收,从材质、抛光质量和产品保护三方面进行检验材质方面不允许有杂质点不允许有沙孔抛光方面1、不允许有沙纹和麻纹路。
2、不允许有毛坯面残留。
1、抛光完工后不允许有下列变形现象。
a、孔要匀称,不得出现拉长变形现象。
b、平面要平整,不得出现凹陷或高低起伏的波浪面;曲面要平滑,不得出现扭曲变形现象。
c、两面交接棱角线须符合要求不能凹陷(特殊要求除外)。
d、垂直的两个面,抛光完工后保持两个面构成的直角匀称。
3、不允许残留过热时的发白表面。
4、食品级产品内表面焊缝抛光须达到“焊缝光滑过渡”要求。
保护方面1、不允许有夹伤、压痕、碰伤、擦花。
2、不允许有裂缝、孔洞、缺口。
3.2 不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求材质抛光表面表面质量标准要求不锈钢拉丝按样板比对验收,从材质、抛光质量和产品保护三方面进行检验材质方面不允许有杂质点不允许有沙孔抛光方面1、纹路粗细一致均匀,产品每一面的纹路根据产品的设计要求,方向一致,产品的弯位允许有轻微的不影响产品外观的紊乱纹路。
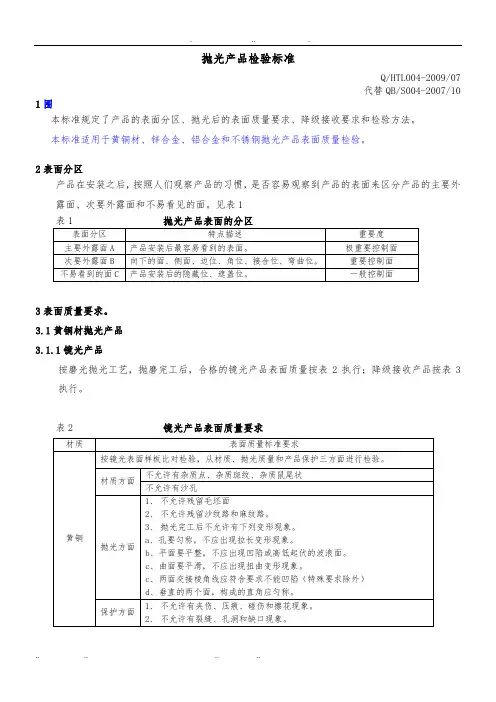
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
抛光检验通用标准精选
文档
TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
抛光产品通用检验标准
编号:HYL/QMS-03-05 1范围
本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于锌合金,铁,不锈钢抛光产品表面质量检验。
2表面分区
产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1
表1 抛光产品表面的分区
注:可接收的A级面、B级面、C级面、缺陷不能影响装配和功能,否则仍判不合格。
3表面质量要求。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺
陷点的总个数。
4检验方法
4.1.1目力测试,视力大于,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离
为25±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
锌合金压铸,不锈钢精铸抛光产品
锌合金压铸,不锈钢精铸镜光产品
按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表2
表2 锌合金压铸,不锈钢精铸镜光产品表面要求
锌合金压铸,不锈钢精铸拉丝产品
按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表3执行。
表3 锌合金压铸,不锈钢精铸拉丝产品表面质量要求
金属冲压件镜光产品
按磨光抛光工艺抛磨完工后,金属冲压件合格的表面质量按表4执行;
表4 金属冲压件镜光产品表面要求
金属冲压件拉丝产品
按磨光抛光工艺抛磨完工后,金属冲压件拉丝产品表面质量按表5执行。
表5 金属冲压件拉丝表面要求。