表面处理--表面着色处理
- 格式:pptx
- 大小:98.82 KB
- 文档页数:3
金属表面处理工艺一、表面热处理1、表面淬火 n 表面淬火是指在不改变钢的化学成分及心部组织情况下,利用快速加热将表层奥氏体化后进行淬火以 强化零件表面的热处理方法。
感火焰加热 应加 热n 表面淬火目的: n ① 使表面具有高的硬度、耐磨性和疲劳极限; n ② 心部在保持一定的强度、硬度的条件下,具有足够的塑性和韧性。
即表硬里韧。
n 适用于承受弯曲、扭转、摩擦和冲击的零件。
轴 的 感 应 加加 热 表 面 淬淬 火n ①表面淬火用材料 n ⑴ 0.4-0.5%C的中碳钢。
n 含碳量过低,则表面硬度、耐磨性下降。
n 含碳量过高,心部韧性下降; n ⑵ 铸铁 提高其表面耐磨性。
机床导轨表面淬火齿轮n ②预备热处理 n ⑴工艺: n 对于结构钢为调质或正火。
n 前者性能高,用于要求高的重要件,后者用于要求不高的普 通件。
n ⑵目的: n 为表面淬火作组织准备; n 获得最终心部组织。
回火索氏体 索氏体n ③表面淬火后的回火 n 采用低温回火,温度不高于200℃。
n 回火目的为降低内应力,保留淬火高硬度、耐磨性。
n ④表面淬火+低温回火后的组织 n 表层组织为M回;心部组织为S回(调质)或F+S(正火)。
感应加热表面淬火 感应淬火机床n ⑤表面淬火常用加热方法 n ⑴ 感应加热: 利用交变电流在工件表面感应巨大涡流, 使工件表面迅速加热的方法。
感应加热 表面淬火示意图n 感应加热分为: n 高频感应加热频率为250-300KHz,淬 硬层深度0.5-2mm火传 感动 应轴 器连续 淬感应加热表面淬火齿轮的截面图n 中频感应加热 频 率 为 25008000Hz , 淬 硬 层 深度2-10mm。
中频感应加热表面淬火的机车凸轮轴各种感应器n 工频感应加热 n 频率为50Hz,淬硬层深度10-15 mm感应穿透加热各种感应器n ⑵ 火焰加热: 利用乙炔火焰直接加 热工件表面的方法。
成本低,但质 量不易控制。
不锈钢表面处理目前对不锈钢表面进行处理的方法:表面本色白化处理、表面镜面光亮处理、表面着色处理一、表面本色白化处理不锈钢在加工过程中,经过卷板、扎边、焊接或者经办人方温面火处理,产生黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NICR204和NIF二种E04成份,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。
但这种方法成本大,污染环境,对人体有害。
腐蚀较大,逐渐被淘汰。
目前对这种氧化皮处理方法有二种:(1)喷(丸)砂方法铸件一般会进行喷丸或喷砂处理,就是常说的shot blast and shot pe nningFigure 1 喷砂效果图喷丸与喷砂的对比喷丸不但除锈,除表面氧化皮,还提高表面粗糙度,去除零件机加工毛刺,消除零件内应力,减少热处理后零件变形,提高零件表面耐磨,受压能力等喷砂一般是手工操作来完成,其速度与抛丸相比要慢,而且假如使用的是砂石,在喷砂的过程中砂石与构件的撞击会产生一些砂石粉末,这些粉未会粘附在构件表面,而且喷砂对构件的表面粗糙度低于抛丸。
抛喷丸增强了工件的表面强度,延长工件的返锈时间。
喷砂只能起到表面的修饰作用。
(2)化学法用一种无污染酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理之目的。
基本上看上去是一目光的色泽。
这种方法对大型、复杂产品较适用,值得推广应用。
酸洗钝化方式根据操作方式不同,不锈钢酸洗钝化处理主要有浸渍法、膏剂法、涂刷法、喷淋法、循环法、电化学法等6种方法。
Figure 2 钝化前后效果图钝化机理:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显著下降的现象称金属的钝化。
其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表面上的钝化膜。
这层膜成独立相存在,通常是氧和金属的化合物。
它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果。
表⾯处理基本知识表⾯处理基本知识前⾔⽤物理或化学⽅法来改变⼯件表⾯的状态,通过去除或添加⼀定的材料对⼯件表⾯进⾏⼀定的处理,从⽽获得所需要的⼀些表⾯的性能,如除油,防锈,装饰,抗氧化等等统称表⾯处理。
由于表⾯处理种类较多且受篇幅限制,仅对以下⼏种我司常见的表⾯处理作基本介绍。
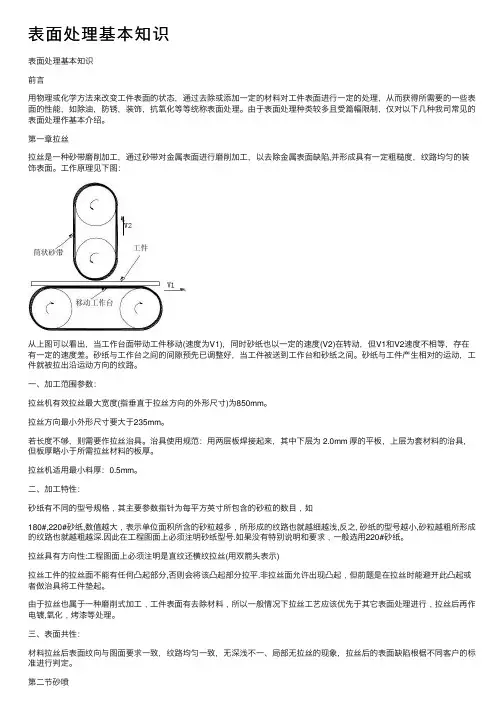
第⼀章拉丝拉丝是⼀种砂带磨削加⼯,通过砂带对⾦属表⾯进⾏磨削加⼯,以去除⾦属表⾯缺陷,并形成具有⼀定粗糙度,纹路均匀的装饰表⾯。
⼯作原理见下图:从上图可以看出,当⼯作台⾯带动⼯件移动(速度为V1),同时砂纸也以⼀定的速度(V2)在转动,但V1和V2速度不相等,存在有⼀定的速度差。
砂纸与⼯作台之间的间隙预先已调整好,当⼯件被送到⼯作台和砂纸之间。
砂纸与⼯件产⽣相对的运动,⼯件就被拉出沿运动⽅向的纹路。
⼀、加⼯范围参数:拉丝机有效拉丝最⼤宽度(指垂直于拉丝⽅向的外形尺⼨)为850mm。
拉丝⽅向最⼩外形尺⼨要⼤于235mm。
若长度不够,则需要作拉丝治具。
治具使⽤规范:⽤两层板焊接起来,其中下层为 2.0mm 厚的平板,上层为套材料的治具,但板厚略⼩于所需拉丝材料的板厚。
拉丝机适⽤最⼩料厚:0.5mm。
⼆、加⼯特性:砂纸有不同的型号规格﹐其主要参数指针为每平⽅英⼨所包含的砂粒的数⽬﹐如180#,220#砂纸,数值越⼤﹐表⽰单位⾯积所含的砂粒越多﹐所形成的纹路也就越细越浅,反之, 砂纸的型号越⼩,砂粒越粗所形成的纹路也就越粗越深.因此在⼯程图⾯上必须注明砂纸型号.如果没有特别说明和要求﹐⼀般选⽤220#砂纸。
拉丝具有⽅向性:⼯程图⾯上必须注明是直纹还横纹拉丝(⽤双箭头表⽰)拉丝⼯件的拉丝⾯不能有任何凸起部分,否则会将该凸起部分拉平.⾮拉丝⾯允许出现凸起﹐但前题是在拉丝时能避开此凸起或者做治具将⼯件垫起。
由于拉丝也属于⼀种磨削式加⼯﹐⼯件表⾯有去除材料﹐所以⼀般情况下拉丝⼯艺应该优先于其它表⾯处理进⾏﹐拉丝后再作电镀,氧化﹐烤漆等处理。
表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜 Fe铜、铜合金 Cu铝、铝合金 Al锌、锌合金 Zn镁、镁合金 Mg钛、钛合金 Ti塑料 PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀 Ep化学镀 Ap电化学处理 Et化学处理 Ct 3)化学和电化学处理名称的表示符号处理名称符号钝化 P(不能理解为元素符号磷)氧化 O电解着色 Ec磷化 Ph阳极氧化 A电镀锌铬酸盐处理 Ca.电镀锌光亮铬酸盐处理 C1Ab.电镀锌彩虹铬酸盐处理 C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理 C2C (彩虹型)常用d.电镀锌深色铬酸盐处理 C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.CuN15bCy0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。

不锈钢常用表面处理方法Revised by Petrel at 2021不锈钢常用表面处理方法:不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。
故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。
不锈钢的应用发展前景会越来越广,但不锈钢的应用发展很大程度上决定它的表面处理技术发展程度。
1不锈钢常用表面处理方法1.1不锈钢品种简介1.1.1不锈钢主要成分:一般含有铬(Cr)、镍(Ni)、钼(Mo)、钛(Ti)等优质金属元素。
1.1.2常见不锈钢:有铬不锈钢,含Cr≥12%以上;镍铬不锈钢,含Cr≥18%,含Ni≥12%。
1.1.3从不锈钢金相组织结构分类:有奥氏体不锈钢,例如:1Cr18Ni9Ti,1Cr18Ni11Nb,Cr18Mn8Ni5。
马氏体不锈钢,例如:Cr17,Cr28等。
一般称为非磁性不锈钢和带有磁性不锈钢。
1.2常见不锈钢表面处理方法常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
1.2.1表面本色白化处理:不锈钢在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产生黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。
但这种方法成本大,污染环境,对人体有害,腐蚀性较大,逐渐被淘汰。
目前对氧化皮处理方法主要有二种:⑴喷砂(丸)法:主要是采用喷微玻璃珠的方法,除去表面的黑色氧化皮。
⑵化学法:使用一种无污染的酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理目的。
处理好后基本上看上去是一无光的色泽。
这种方法对大型、复杂产品较适用。
1.2.2不锈钢表面镜面光亮处理方法:根据不锈钢产品的复杂程度和用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来达到镜面光泽。
工厂常用不锈钢表面处理方法1、1. 预处理;A : 去毛刺,去焊疤; 使用手提打磨机,磨片有玻璃钢纤维基体树脂型和砂纸型.B : 去油污,尘埃,泥土,指印; 使用碱或酸洗或有机溶液洗,喷砂,滚光等方法.2. 抛光处理;A : 使用磨光轮进行抛光处理;[ 磨光轮就是用布片层叠而成的那种,在高速旋转下(20~35M/S即当使用Φ300的布轮时,其速度为2000r/min就可以了)在高速旋转下涂擦上抛光膏(有白,黄,绿,红色几种), 抛光不锈钢适宜绿色那种,可以产生镜面效果].B : 喷砂处理; 可以使表面获得较为精细美观之效果.①干喷砂处理; 1毫米厚度以下不锈钢适宜用石英砂(粒度为0.5~0.2/mm),气压为10个工业大气压,即0.5~0.1mpa,压缩空气为无水无油.②湿喷砂处理; 将石英砂与水混合为砂浆,适量加点亚硝酸钠,其它同上.③上述完成后对工件再进行清洗,干燥工序.3. 表面处理范围;不锈钢表面可以送去专门工厂进行加工;它可以电镀铬/铜/锌/锡/镉/钛/渗氮/氮碳共渗/电解饨化/着黑色/彩色/腐蚀加工/刻印花纹图案/浮雕精饰加工等.2、不锈钢表面处理过程常见问题及预防措施前言不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。
故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。
不锈钢的应用发展前景会越来越广,但它的应用发展很大程度上决定不锈钢表面处理技术发展程度。
一、常见不锈钢表面处理方法常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
二、不锈钢表面处理方法有如下几种:⑴化学氧化着色法;⑵电化学氧化着色法;⑶离子沉积氧化物着色法;⑷高温氧化着色法;⑸气相裂解着色法。
三、不锈钢表面处理加工过程中存在问题3.1 焊缝缺陷:焊缝缺陷较严重,采用手工机械打磨处理方法来弥补,产生的打磨痕迹,造成表面不均匀,影响美观。
DIN50961-表面处理与国际标准组织ISO出版发行的国际标准ISO2081-1986和ISO2082-1986的关系请参见注释.1. 应用范围和用途本标准适用于在做过铬酸钝化处理和未做过铬酸钝化处理的钢铁材料上的镀锌层和镀镉层. 本标准为不同的高负荷等级规定了最低限度的耐腐蚀性, 并为此规定了推荐的层厚度. 镀层或镀层系统用做防腐蚀和/或用于装饰.本标准不适用于半成品.*1对于机械连接件, 适用DIN267第9部分.对于构件的螺纹应在协议中规定.*1 ―半成品‖含义参见DIN199第2部分注释: 使用本标准时应注意危险品的规定, MAK数值表, TRK目录, 和其它技术调节机构如UVV 电镀技术(VBG 57).2 概述2.1电镀层电镀层是金属层, 是在阴极从电解液中沉积到导电构件上(参见DIN50965/02.82).2.2 铬酸钝化处理铬酸钝化处理是通过含有铬化合物的并适用于此用途的溶液进行处理, 制造出基本由铬化合物组成的镀层.注释: 铬钝化处理层可用到锌电镀层和镉电镀层上, 以改善外观和提高耐腐蚀性.在镀层或类似的层面上, 一般通过铬酸钝化处理可提高对锌电镀层和镉电镀层的附着.2.3 基本面(功能面)参见DIN50982第9部分.如果没有另外的规定, 则所有能和20mm 直径的球接触的面都可认为是基本面.3. 表示式关于表示式的结构和在表示式中使用的缩写符号, 请参见DIN50960第1部分中的内容. 例子:对于按照DIN50961的规定, 在具有8μm厚锌镀层(Zn8) 的钢结构件(Fe)上进行了兰色铬酸钝化处理(B) 的锌镀层表示式:镀层 DIN 50 961 – Fe / Zn 8 B对于按照DIN50961的规定, 在具有12μm厚镉镀层(Cd12) 的钢结构件(Fe)上进行了黄色铬酸钝化处理(C) 的镉镀层表示式:镀层 DIN 50 961 – Fe / Cd 12C对于按照DIN50961的规定, 在具有12μm厚锌镀层(Zn12) 的钢结构件(Fe)上进行了橄榄色铬酸钝化处理(D) 并加以封闭(d)的锌镀层表示式:镀层 DIN 50 961 – Fe / Zn 12 D d对于按照DIN50961的规定, 在具有8μm厚锌镀层(Zn8) 的钢结构件(Fe)上进行了黑色铬酸钝化处理(F) 的锌镀层表示式:镀层 DIN 50 961 – Fe / Zn 8 F4. 订货说明订货时应提供第7节规定的负荷得等级, 并同时提供本标准的编号和镀层金属. 必要时还应提供铬酸钝化处理的规定和后处理的规定, 或者提供第3节规定的表示式.其它有关制造商和买方之间的协议的说明在DIN50960第1部分中规定. 5. 表面性质5.1 基本材料镀锌或镀镉的构件不应有材料的缺陷, 加工的缺陷或表面的缺陷. 这些缺陷将对镀层的外观和/或耐腐蚀性产生不利的影响. 例如用轧制产品制成的工件上的裂纹, 孔穴, 杂质和分层现象; 在铸件上的缩孔, 焊疤, 收缩裂纹, 缺口裂纹, 以及涡状孔, 和收缩孔穴等缺陷. 影响镀层厚度, 测量结果和腐蚀程度的因素包括表面性质, 和表面的微几何外形. 因此建议在制造商和买方之间订立协议予以规定.对于高强度材料, 无论是预处理时, 还是在镀锌或镀镉时, 都有可能出现氢诱发的脆裂现象(请参见DIN 50969*).* 目前处于起草阶段.5.2 镀层在镀锌或镀镉的构件在基本面上(参见第三节)应该没有可影响外观和耐腐蚀性的缺陷,确例如粗大的孔和裂纹(请参见DIN 50903), 粗糙表面, 斑点和非故意造成的污染. 镀层必须附着在构件上. 关于镀层附着能力试验方法的选择应该在制造商和买方之间订立协议予以规定.6. 镀层厚度6.1概述然而, 按照表1和表2中对于基本面所推荐的最小厚度并不能保证成品件的耐腐蚀性. 在规定基本面时, 应考虑与镀锌或镀镉的构件形状有关的镀层厚度分布.6.2镀层厚度测量镀锌层或镀层镉的厚度可通过破坏性或非破坏性方法测量. 破坏性测量可采用以下方法: - DIN 50955 规定的库仑分析法.- DIN 50950 规定的显微镜法.- DIN 50933 规定的利用一个卡规进行差分测量的方法.- DIN 50988第一部分规定的重量分析法.- DIN 50988第二部分规定的容量分析法.*非破坏性方法测量可采用以下方法:- DIN 50981 规定的磁化方法.- DIN 50983 规定的利用β –反散射的方法.- DIN 50983 规定的利用X –射线荧光法.铬酸钝化处理层的厚度不予考虑.7. 负荷等级负荷等级用数值表示在使用电镀构件时和在必要情况下使用铬酸钝化处理层的构件时所期望的耐腐蚀程度:4 特别强3 强2 一般1 较弱在表1和表2中列出了在短时间试验中能达到最小稳定性的负荷等级与所推荐镀层厚度之间的关系(结果评价参见8.1节).表1: 关于镀锌层和铬酸钝化处理镀锌层的试验方法, 试验持续时间和推荐的最小镀层厚度(DIN 50980 规定的评价数字10)负荷等级DIN 50960 第一部分中规定的铬酸钝化处理方法的类别DIN 50018 – KFW 2.0 S* 规定的冷凝水坝- 气候变化的循环 DIN 50021 –SS* 规定的喷盐雾试验的持续时间(小时) 推荐的最小镀层厚度(μm)4 X ohne 7 192 25CD 10 3603 X ohne 3 96 12CD 5 1922 X ohne 2 48 8XABF 3 72CD 4 1201 X ohne 1 24 5XABF 1 48CD 2 72* 目前处于起草阶段.表2: 关于镀镉层和铬酸钝化处理镀镉层的试验方法, 试验持续时间和推荐的最小镀层厚度(DIN 50980 规定的评价数字10)负荷等级DIN 50960 第一部分中规定的铬酸钝化处理方法的类别DIN 50018 – KFW 2.0 S* 规定的冷凝水坝- 气候变化的循环 DIN 50021 –SS* 规定的喷盐雾试验的持续时间(小时) 推荐的最小镀层厚度(μm)4 X ohne 8 360 25CD 12 4803 X ohne4 192 12CD 5 2402 X ohne 2 72 8XABF 2 96CD 3 1201 X ohne 1 48 5XABF 1 72CD 2 96* 目前处于起草阶段.8. 短时间的腐蚀试验和评价对于承受负荷等级3和4的构件, 一般建议采用方法类别 C和D规定的铬酸钝化处理(参见DIN50960第1部分.). 这种铬酸钝化处理在短时间的腐蚀试验中可产生很高的保护值. 从短时间的腐蚀试验的结果中, 还不能马上对使用中的镀锌或镀镉的构件及铬酸钝化处理的构件的腐蚀表现下结论. 但能够对不同的层系统进行质量评定. 基本材料的腐蚀按照标准方式对照表1和表2试验的样品进行评价. 求值按DIN 50980的规定进行,还应当对允许的评价值达成协议,对于基本面小于25mm2的试样,应当对试样的数目和允许的评价值达成协议。
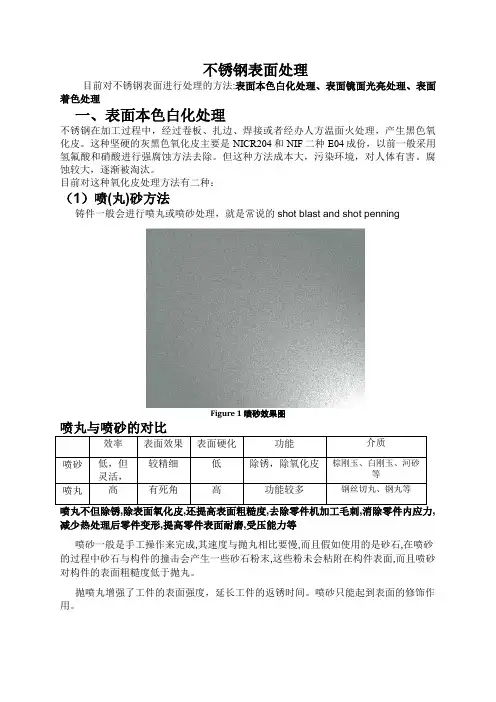
不锈钢表面处理目前对不锈钢表面进行处理的方法:表面本色白化处理、表面镜面光亮处理、表面着色处理一、表面本色白化处理不锈钢在加工过程中,经过卷板、扎边、焊接或者经办人方温面火处理,产生黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NICR204和NIF二种E04成份,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。
但这种方法成本大,污染环境,对人体有害。
腐蚀较大,逐渐被淘汰。
目前对这种氧化皮处理方法有二种:(1)喷(丸)砂方法铸件一般会进行喷丸或喷砂处理,就是常说的shot blast and shot penningFigure 1喷砂效果图喷丸与喷砂的对比喷丸不但除锈,除表面氧化皮,还提高表面粗糙度,去除零件机加工毛刺,消除零件内应力,减少热处理后零件变形,提高零件表面耐磨,受压能力等喷砂一般是手工操作来完成,其速度与抛丸相比要慢,而且假如使用的是砂石,在喷砂的过程中砂石与构件的撞击会产生一些砂石粉末,这些粉未会粘附在构件表面,而且喷砂对构件的表面粗糙度低于抛丸。
抛喷丸增强了工件的表面强度,延长工件的返锈时间。
喷砂只能起到表面的修饰作用。
(2)化学法用一种无污染酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理之目的。
基本上看上去是一目光的色泽。
这种方法对大型、复杂产品较适用,值得推广应用。
酸洗钝化方式根据操作方式不同,不锈钢酸洗钝化处理主要有浸渍法、膏剂法、涂刷法、喷淋法、循环法、电化学法等6种方法。
Figure 2钝化前后效果图钝化机理:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显著下降的现象称金属的钝化。
其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表面上的钝化膜。
这层膜成独立相存在,通常是氧和金属的化合物。
它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果。
表面处理简介总则表面处理:它是通过机械和化学的方法处理后,能在产品的表面上形成一层保护机体的保护层.在自然界中能达到稳定状态,增加机体的抗蚀性和增加产品的美观,从而提升产品的价值.表面处理种类的选择首先要从使用环境,使用寿命,人为欣赏的角度出发,当然经济价值也是考虑的核心所在.表面处理的流程包括前处理,成膜,膜后处理.包装,入库.出货等工序,其中前处理包括机械处理,化学处理。
.机械处理包括喷吵,抛丸,打磨,抛光,打蜡等工序.机械处理目的使产品表面剔除凹凸不平,补救表面其它外观不良现象. 化学处理使产品表面的油污锈迹去除,并且形成一层能使成膜物质更好的结合或和化成活性金属机体,确保镀层有一个稳定状态,增加保护层的结合力,从而达到保护机体的作用。
第一章,铝材表面处理一,铝材常见的化学处理有铬化,喷漆,电镀,化学镀,阳极氧化,电泳等工艺。
.其中机械处理有拉丝,抛光,喷吵,打磨,等工艺:第一节铬化铬化会便产品表面形成一层化学转化膜,膜层厚度在0.5-4um,这层转化膜吸附性好,主要作为涂装底层。
外观有金黄色,铝本色,绿色等。
这种转化膜导电性能好,是电子产品的最好选项,如手机电池内导电条,磁电设备等.该膜层适合所有铝及铝合金产品.但该转化膜质软,不耐磨,因此不利于做产品外部件利用。
铬化工艺流程:脱脂铝酸脱铬化包装入库铬化适合于铝及铝合金,镁及镁合金产品。
品质要求:1)颜色均匀,膜层细致,不可有碰伤,刮伤,用手触摸,不能有粗糙,掉灰等现象。
2)膜层厚度0.3-4um。
第二节,阳极氧化阳极氧化:可以使产品表面形成一层均匀,致密的氧化层,(Al2O3。
6H2O俗名钢玉)这种膜能使产品的表面硬度达到(200-300HV),如果特种产品可以做硬质阳极氧化,产品表面硬度可达400-1200HV,因而硬质阳极氧化是油缸,传动,不可缺的表面处理工艺.,另外这种产品耐磨性非常好,可做航空,航天相关产品的必用工艺.阳极氧化和硬质阳极氧化不同之处:阳极氧化可以着色,装饰性比硬质氧化要好的多.施工要点:阳极氧化对材质要求很严格,不同的材质表面有不同的装饰效果,常用的材质有6061,6063,7075,2024等,其中,2024相对效果要差一些,由于材质中CU的含量不同,因此7075硬质氧化呈黄色,6061,6063呈褐色,但普通阳极氧化6061,6063,7075没多大的差别,但2024就容易出现很多金斑..一,常见工艺常见的阳极氧化工艺有拉丝雾面本色,拉丝亮面本色,拉丝亮面染色,雾面拉丝染色(可染成任何色系).抛光亮面本色,抛光雾面本色,抛光亮面染色,抛光雾面染色.喷吵亮面本色,喷吵雾面本色,喷沙染色.以上镀种均可用在灯饰器材上。
表面处理处理种类表面处理即是通过一定的方法在工件表面形成覆盖层的过程,其目的是赋以制品表面美观、防腐蚀的效果,进行的表面处理方法都归结于以下常用几种方法:1、镀(Plating)电镀(Electroplating) :将接受电镀的部件浸于含有被沉积金属化合物的水溶液中,以电流通过镀液,使电镀金属析出并沉积在部件上。
一般电镀有镀锌、铜、镍、铬、铜镍合金等,有时把煮黑(发蓝)、磷化等也包括其中。
2、热浸镀锌:通过将碳钢部件浸没温度约为510℃的溶化锌的镀槽内完成。
其结果是钢件表面上的铁锌合金渐渐变成产品外表面上的钝化锌。
热浸镀铝是一个类似的过程。
3、机械镀:通过镀层金属的微粒来冲击产品表面,并将涂层冷焊到产品的表面上。
一般螺丝多采用电镀方式,但用在电力、高速公路等室外的六角木螺钉等用热浸锌;电镀的成本一般每公斤为0.6——0.8元,热浸锌一般为1.5——2元/公斤,成本较高。
电镀的效果:电镀的质量以其耐腐蚀能力为主要衡量标准,其次是外观。
耐腐蚀能力即是模仿产品工作环境,设置为试验条件,对其加以腐蚀试验。
电镀产品的质量从以下方面加以控制:1、外观:制品表面不允许有局部无镀层、烧焦、粗糙、灰暗、起皮、结皮状况和明显条纹,不允许有针孔麻点、黑色镀渣、钝化膜疏松、龟裂、脱落和严重的钝化痕迹。
2、镀层厚度:紧固件在腐蚀性大气中的作业寿命与它的镀层厚度成正比。
一般建议的经济电镀镀层厚度为0.00015in~0.0005 in(4~12um).热浸镀锌:标准的平均厚度为54 um(称呼径≤3/8为43 um),最小厚度为43 um(称呼径≤3/8为37 um)。
3、镀层分布:采用不同的沉积方法,镀层在紧固件表面上的聚集方式也不同。
电镀时镀层金属不是均匀地沉积在外周边缘上,转角处获得较厚镀层。
在紧固件的螺纹部分,最厚的镀层位于螺纹牙顶,沿着螺纹侧面渐渐变薄,在牙底处沉积最薄,而热浸镀锌正好相反,较厚的镀层沉积在内转角和螺纹底部,机械镀的镀层金属沉积倾向与热浸镀相同,但是更为光滑而且在整个表面上厚度要均匀得多。
铝材表面处理分类 The document was finally revised on 20211、表面预处理(1)光亮化 brightening 用化学或电化学抛光的方法,使金属表面光亮的过程。
(2)光亮浸渍 bright dipping 金属在溶液中浸渍后,使金属表面光亮。
(3)抛光 polishing 减小金属表面粗糙度的过程。
(4)软轮磨光 buffing 金属表面通过旋转的软轮进行抛光。
轮上所用的磨料为含有细小研磨粒的悬浊液、膏体或粘性油脂。
(5)电解光亮化 electrobrightening 用适当的电解处理方法使金属表面光亮化。
(6)电解抛光 electropolishing 铝在适当的电解液中作为阳极的抛光处理。
(7)电解浸蚀 electrolytic etching 铝在适当的溶液中用电解法所进行的浸蚀。
(8)化学光亮化 chemical brightening 铝浸入溶液中使其表面光亮化的处理。
(9)化学抛光 chemical polishing 铝浸入化学溶液中的抛光处理。
(10)脱脂 degreasing 用机械、化学或电解方法除去表面的油脂。
(11)酸洗 pickling 通过化学作用(一般在酸里),除去表面的氧化物或其他化合物。
(12)清洗 cleaning 用弱酸、弱碱溶液、溶剂及其蒸气,清除表面油脂和污垢的处理方法。
这种处理可以采用化学或电解法。
(13)除灰 desmutting 除去附着在铝表面上的灰状物(例如:铝在碱洗之后再浸入硝酸溶液中的处理俗称出光)。
(14)去氧化物处理 deoxidizing 除去表面的氧化物。
(15)浸蚀 etching,etch 金属材料的表面在酸性或碱性溶液中,由于表面全部或局部溶解使其粗糙化。
酸浸蚀过程可以在通电或不通电的条件下进行。
这种方法也可用于电解电容器铝箔、印刷电路板和装饰性结构等特殊生产工艺。
(16)刷光 brushing 表面进行机械清理的一种方法,通常用旋转的刷子。
钢构件常用表面处理措施1.1 常见钢构件表面处理方法常用钢构件表面处理技术有以下几种处理方法:①表面本色白化处理; ②表面镜面光亮处理; ③表面着色处理。
表面本色白化处理:钢构件在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产生黑色氧化皮。
这种坚硬得灰黑色氧化皮主要就是NiCr2O4与NiF二种E04成分,以前一般采用氢氟酸与硝酸进行强腐蚀方法去除。
但这种方法成本大, 污染环境, 对人体有害腐蚀性较大, 逐渐被淘汰。
目前对氧化皮处理方法主要有二种:⑴ 喷砂(丸)法:主要就是采用喷微玻璃珠得方法,除去表面得黑色氧化皮。
⑵ 化学法: 使用一种无污染得酸洗钝化膏与常温无毒害得带有无机添加剂得清洗液进行浸洗。
从而达到钢构件本色得白化处理目得。
处理好后基本上瞧上去就是一无光得色泽。
这种方法对大型、复杂产品较适用。
1、2、2 钢构件表面镜面光亮处理方法: 根据钢构件产品得复杂程度与用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来达到镜面光泽。
这三种方法优缺点如下: 1、2、3 表面着色处理: 钢构件着色不仅赋予钢构件制品各种颜色, 增加产品得花色品种, 而且提高产品耐磨性与耐腐蚀性。
钢构件着色方法有如下几种:⑴化学氧化着色法;⑵电化学氧化着色法;⑶离子沉积氧化物着色法;⑷高温氧化着色法;⑸气相裂解着色法。
各种方法简单概况如下:⑴化学氧化着色法:就就是在特定溶液中, 通过化学氧化形成膜得颜色,有重铬酸盐法、混合钠盐法、硫化法、酸性氧化法与碱性氧化法。
一般“茵科法” (INCO) 使用较多, 不过要想保证一批产品色泽一致得话, 必须用参比电极来控制。
⑵电化学着色法: 就是在特定溶液中, 通过电化学氧化形成膜得颜色。
⑶ 离子沉积氧化物着色法化学法: 就就是将钢构件工件放在真空镀膜机中进行真空蒸发镀。
例如:镀钛金得手表壳、手表带,一般就是金黄色。
这种方法适用于大批量产品加工。
因为投资大, 成本高, 小批量产品不合算。
几种常见金属表面处理工艺文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]金属表面处理种类简介电镀金属或其他不溶性材料做,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
电泳电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。
电泳表面处理工艺的特点:电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。
电泳工艺优于其他涂装工艺。
镀锌镀锌是指在、或者其它材料的镀一层锌以起美观、等作用的表面处理技术。
现在主要采用的方法是热镀锌。
电镀与电泳的区别电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
电泳:溶液中带电粒子(离子)在电场中移动的现象。
溶液中带电粒子()在中移动的现象。
利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。
电泳又名——电着 (着),泳漆,电沉积。
发黑钢制件的表面发黑处理,也有被称之为发蓝的。
其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。