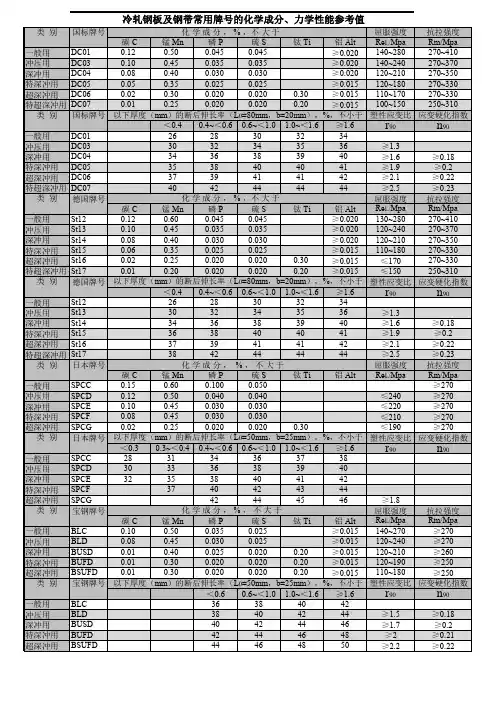
常用冲压材料的化学成分及力学性能参考表
- 格式:xls
- 大小:123.50 KB
- 文档页数:19
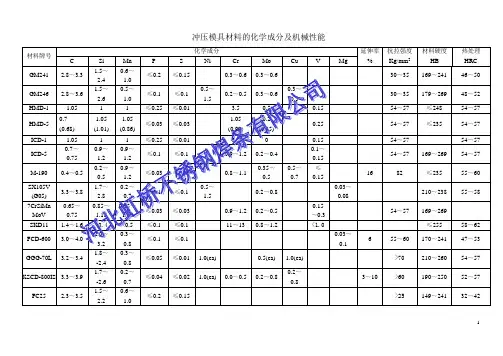
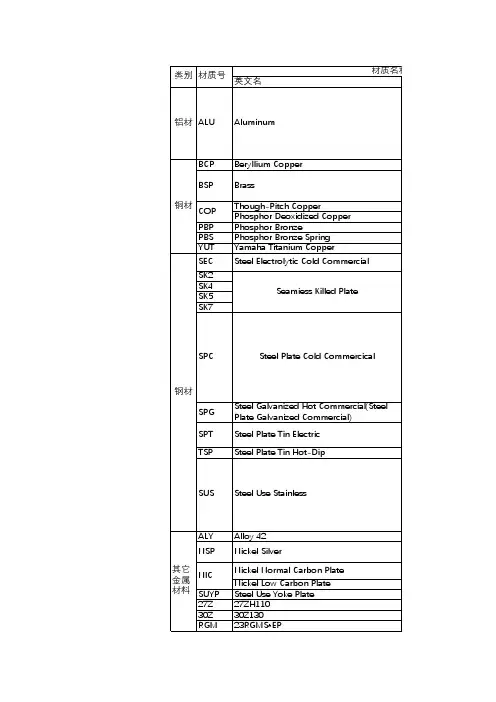
冲压模具材料的化学成分及机械性能铸铁用焊条DMA-100 铸铁修补接合使用铜合金硬面堆焊焊条2模具在汽车、运输、机械、电器产品、家庭用品、办公用品、光学器材、玩具、建材、航空等几乎所有行业中都有应用,做为产品大量生产的母体手段,日益发挥着重要作用,为保证工厂的生产效率和产品质量方面的要求,对各种模具在经久耐用、生产精度上的要求更加严格。
影响生产。
即使是造价便宜的模具,采用修补方式,也会将原来的使用寿命提高1—2能够掌握的。
供技术支持,我们的焊接材料适用于冲压模、拔丝模、连铸模、塑胶模、锻造模等冷热作模具刃口工具等。
冷作冲压模具使用焊接材料应用规范及注意事项专用焊条冲压模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
合金工具钢含碳量和其它元素较多,为较易淬火材料,焊接时多发生裂纹。
这是模具钢本身所要求的材料特性所决定的。
另一方面,铸铁自身的延伸率较差,焊接时热输入容易引淬硬和开裂,同时易产生气孔,为较难焊接材料。
鉴于上述原因,模具钢的焊接非常困难,我们应该注意如下事项:1.1.为防止开裂,应依据模具钢母材或焊接材料,进行预热并控制层间温度。
必要时进行后热并缓冷。
2.2.预热尽可能将温度控制在均一的水平,只能进行局部预热的情况下,在焊接部周围50mm的范围内均一加热;加热时使用长而弱的火焰,在大面积范围内缓慢地加热到100℃左右。
3.3.为了防止气孔的发生,要完全清除焊接部的锈迹、油污,使用焊条要烘干。
4.4.焊接尽量使用低电流,使熔深较浅,这样不仅可以得到应有的性能,而且可以防止气孔、咬边现象。
5.5.为了防止开裂,焊道的起始端尽量避免在角落,要用圆头榔头锤敲击每条焊道,从焊接终点开始往起点处敲击,大力敲击最好敲击到焊道平整光滑,模具堆焊的缺陷及对策(铸铁)模具焊接的注意事项模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
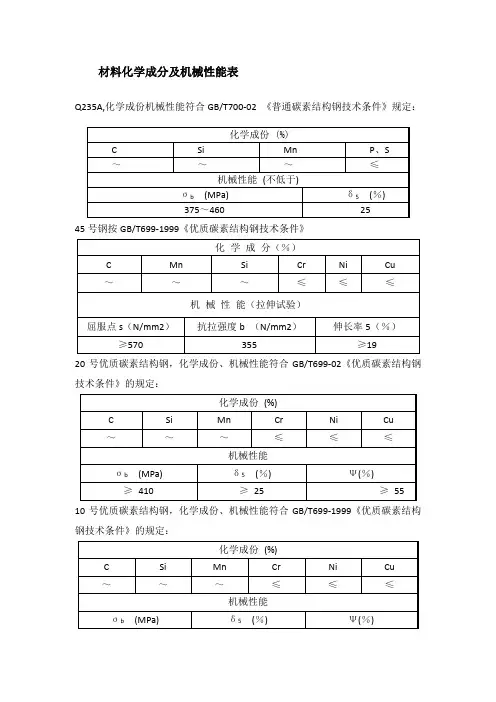
材料化学成分及机械性能表
Q235A,化学成份机械性能符合GB/T700-02 《普通碳素结构钢技术条件》规定:
45号钢按GB/T699-1999《优质碳素结构钢技术条件》
20号优质碳素结构钢,化学成份、机械性能符合GB/T699-02《优质碳素结构钢技术条件》的规定:
10号优质碳素结构钢,化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:
铸造碳钢ZG270-500化学成份
铸造碳钢ZG270-500机械性能
QAl9-4化学成份:
CuNi2Si的化学成份
CuNi2Si的机械性能
QAl9-4化学成份:
QAl9-4机械性能
T2纯铜的化学成分符合GB/T5231-1985《加工铜的牌号及化学分》,力学性能符合GB/T13808-1992《铜及铜合金挤制棒
铝合金6082化学成份
铝合金6082机械性能
ZL114A铸造铝合金,其化学成分符合GB/T1173-1995《铸造铝合金》的规定,机械性能符合GB/T1173-1995的规定。
06Cr19Ni10按GB/T1220-2007《不锈耐酸钢技术条件》
12Cr18Ni9按GB/T1220-2007《不锈耐酸钢技术条件》
锌锭化学成份符合GB/T470-97《锌分类及技术条件》规定,牌号不低于2号锌:。
冲压常用材料表、冲压件常用材料介绍内容来源网络,由深圳机械展收集整理!更多冲床及冲压自动化生产线技术,就在深圳机械展!冲压工艺对材料的要求1.首先要满足冲压件的使用要求:强度、刚度、导电性、导热性、重要性、耐腐蚀等。
2.满足冲压工艺条件应具有良好的塑性和表面质量、板料的厚度。
冲压板料的准备一般情况的毛毡都是较大的板料的带料,由剪板机按冲压工艺和工序情况进行剪切、剪成适合的形状、其中剪切的本要考虑的料的纤维方向。
常用冲压材料介绍常用的冲压材料通常有:各种钢板、不锈钢板、铝板、铜板以及其他非金属板材类其中钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他我们通常所说的冲压钢板板材,多是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷。
冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
简单来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。

各种材料成份及力学性能一、Q195A:【化学成分】(质量分数)(%)C:0.06-0.12Mn:0.25-0.50Si:≤0.30S:≤0.050P:≤0.045脱氧方法:F、b、Z【力学性能】抗拉强度(σb/MPa):315-430伸长率(δ5/%):≥33(钢材厚度或直径≤16mm),≥32(钢材厚度或直径>16-40mm)【主要特性】具有高的塑性、韧性和焊接性能,良好的压力加工性能,但强度低。
【应用举例】用于制造地脚螺栓、犁铧、烟筒、屋面板、铆钉、低碳钢丝、薄板、焊管、拉杆、吊钩、支架、焊接结构等.热处理规范及金相组织:热处理规范:热轧。
金相组织:铁素体+珠光体。
[8] 交货状态:一般以热轧(包括控轧)状态交货。
根据需方要求,经双方协议,也可以正火处理状态交货。
二、Q235A化学成份碳 C :0.14~0.22硅Si:≤0.30锰Mn:0.30~0.65硫S :≤0.050磷P :≤0.045铬Cr:允许残余含量≤0.030镍Ni:允许残余含量≤0.030铜Cu:允许残余含量≤0.030注:脱氧方法:F、b、Z力学性能抗拉强度σb (MPa):375~460屈服强度σs (MPa):≤16时:≥235; >16~40时:≥225; >40~60时: ≥215; >60~100 时: ≥205; > 100~150 时: ≥195; >150时: ≥185伸长率δ5 (%):≤16时:≥26;>16~40时:≥25;>40~60时:≥24;>60~100时:≥23;>100~150时:≥22;>150时:≥21试样尺寸:试样厚度(直径)热处理规范及金相组织热处理规范:热轧。
金相组织:铁素体+珠光体。
交货状态:一般以热轧(包括控轧)状态交货。
根据需方要求,经双方协议,也可以正火处理状态交货。
Q235A与Q235B的区别Q235A和Q235B的区别:钢材皆属于碳素钢。
三常用冲压材料3.1 常用冲压材料类别3.2 常用金属冲压材料的力学性能,特性及尺寸规格3.3 钢材大全3.1 常用冲压材料类别常用的冲压材料分为:金属材料和非金属材料.1)非金属材料主要有:胶片,菲林,红快把等.2)金属材料主要分为:铁类,铜类和铝类三大类.其中: 铁类有电解镀锌钢板,光泊(单光料),不锈铁,软/硬不锈钢,硅钢片等;铜类包括青铜,磷铜,铍铜,红铜等;铝类包括铝,铝合金等.3.2.1 不锈钢,不锈铁(不锈钢板/STAINLESS STEEL)a.不锈钢板的力学性能与用途3.2.2 电解料(电解镀锌钢板/ELECTROLYIC ZINC )3.2.3 单光料(冷轧钢板/STEEL PLATE )3.2.4 白铁(镀锡钢板/TIN PLATE)3.2.5 铜料3.3 钢材大全一、我国钢号表示方法概述钢的牌号简称钢号,是对每一种具体钢产品所取的名称,是人们了解钢的一种共同语言。
我国的钢号表示方法,根据国家标准《钢铁产品牌号表示方法》(GB221-79)中规定,采用汉语拼音字母、化学元素符号和阿拉伯数字相结合的方法表示。
即:①钢号中化学元素采用国际化学符号表示,例如Si,Mn,Cr……等。
混合稀土元素用“RE”(或“Xt”)表示。
②产品名称、用途、冶炼和浇注方法等,一般采用汉语拼音的缩写字母表示,见表。
③钢中主要化学元素含量(%)采用阿拉伯数字表示。
表:GB标准钢号中所采用的缩写字母及其涵义二、我国钢号表示方法的分类说明1.碳素结构钢①由Q+数字+质量等级符号+脱氧方法符号组成。
它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(σs)为235 MPa的碳素结构钢。
②必要时钢号后面可标出表示质量等级和脱氧方法的符号。
质量等级符号分别为A、B、C、D。
脱氧方法符号:F表示沸腾钢;b表示半镇静钢:Z表示镇静钢;TZ表示特殊镇静钢,镇静钢可不标符号,即Z和TZ都可不标。
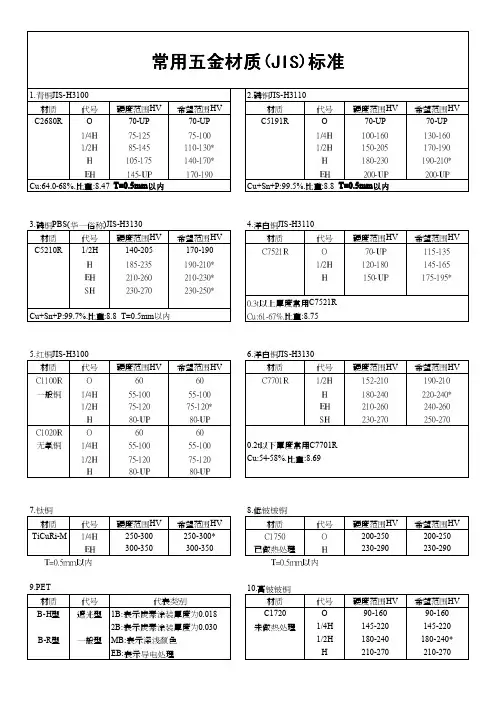
常用材质硬度标准及范围表
4. 成型工步结构设计
模具结构
及组立图
画好后,开
始成型工
步结构设
计。
即详细
绘出成型
工步的模
具结构,同
时验证成
型工步的
全理性及
可靠性。
(1) 成型
工步的结
构设计首
先要考虑
产品在成
型之后的
回弹。
回弹的表现形式有弯曲半径增大和弯曲件角度增大两个方面。
影响回弹的因素有材料的力学性能、相对弯曲半径、弯曲件角度、弯曲方式、模具间隙、工件形状及非变形区的影响等方面。
各因素在弯曲时会相互影响。
回弹的计算方法如下:
当R≤5 时,根据料厚及材质不同,提供下表以做回弹量取值的参考。
根据材质硬度不同,硬度越大,取值可偏大。