产成品检验流程图模板
- 格式:docx
- 大小:67.34 KB
- 文档页数:1
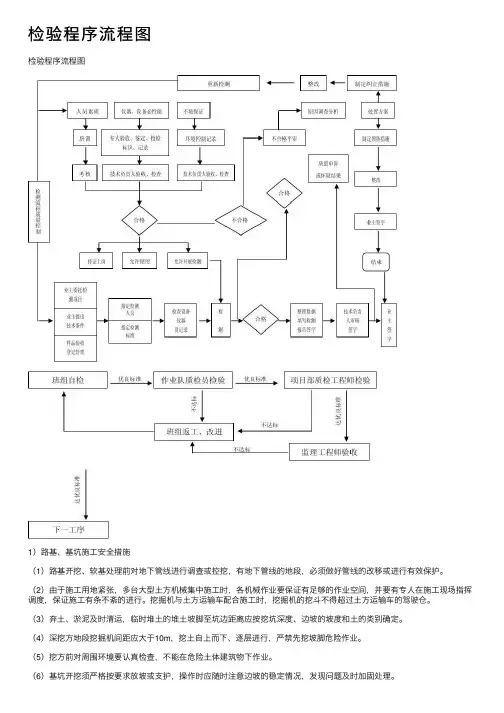
检验程序流程图检验程序流程图1)路基、基坑施⼯安全措施(1)路基开挖、软基处理前对地下管线进⾏调查或控挖,有地下管线的地段,必须做好管线的改移或进⾏有效保护。
(2)由于施⼯⽤地紧张,多台⼤型⼟⽅机械集中施⼯时,各机械作业要保证有⾜够的作业空间,并要有专⼈在施⼯现场指挥调度,保证施⼯有条不紊的进⾏。
挖掘机与⼟⽅运输车配合施⼯时,挖掘机的挖⽃不得超过⼟⽅运输车的驾驶仓。
(3)弃⼟、淤泥及时清运,临时堆⼟的堆⼟坡脚⾄坑边距离应按挖坑深度、边坡的坡度和⼟的类别确定。
(4)深挖⽅地段挖掘机间距应⼤于10m,挖⼟⾃上⽽下、逐层进⾏,严禁先挖坡脚危险作业。
(5)挖⽅前对周围环境要认真检查,不能在危险⼟体建筑物下作业。
(6)基坑开挖须严格按要求放坡或⽀护,操作时应随时注意边坡的稳定情况,发现问题及时加固处理。
2)脚⽤架、⽀架⼯程施⼯安全措施(1)钢管、扣件、螺栓的质量应符合规范规定。
不准使⽤锈蚀、弯瘪、滑⽛和有裂缝的⾦属杆件。
(2)脚⼿架纵、横距、步距应通过安全检算,满⾜结构安全需要。
(3)脚⼿架、⽀架搭设前,应对场地进⾏平整夯实、砼硬化处理,同时作好场地排⽔。
(4)脚⼿架、⽀架搭设完成后,应组织分段验收,合格后⽅准投⼊使⽤。
3)安全技术通⽤措施(1)在施⼯现场主要施⼯部位、作业点、危险区、主要通道⼝布设⾜够数量的警⽰牌、防护栏杆、标牌等,夜间设红灯警⽰,保证施⼯安全。
(2)详细编制各⼯种作业技术标准和安全操作细则。
杜绝违章⾏为,消除事故隐患,切实保障施⼯安全和重要设备不受损失。
(3)严格技术管理,在技术交底的同时,进⾏安全措施交底。
坚持⼯序技术交底制,并在施⼯中督促检查,使安全⼯作落到实处。
(4)施⼯机械在投⼊使⽤前按规定的安全技术标准进⾏检测、试运⾏和验收,确认能安全运⾏的⽅可投⼊使⽤,使⽤期间是悬挂“安全操作规程牌”,由专⼈持操作证使⽤,并定期维修。
6.4.2.3 主要分项⼯程施⼯质量保证措施1)施⼯测量(1)对所有施⼯⽤的测量仪器按计量要求定期到指定单位进⾏校定,施⼯过程中,如发现仪器误差过⼤,必须即时送修,并重新校定,精度满⾜要求之后,⽅可使⽤。
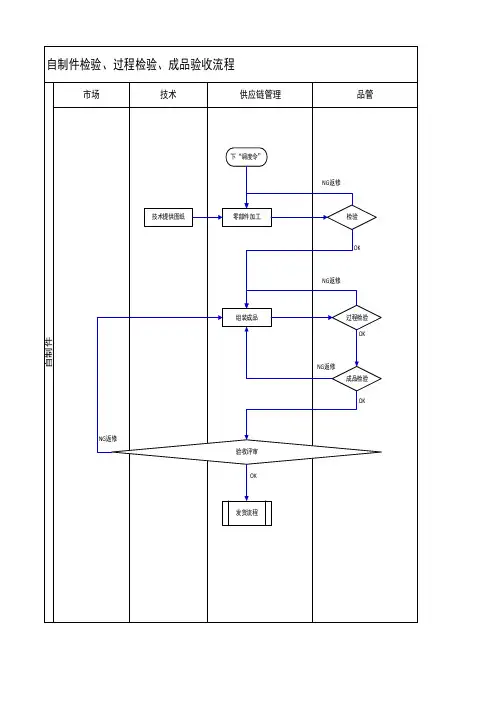
批准与签署版本控制1.流程概述1.1.流程说明本流程目的是统一并规范OEM成品到货检验业务,确保整个OEM成品检验环节有序、科学,实现OEM成品收货检验的统一管理。
OEM成品检验流程,是MM模块《委外加工采购收货流程》的下游流程。
当仓管员创建到货单时,系统会自动生成相应检验批,触发本流程。
此时该批次OEM成品库存状态为质检状态,库存不可使用,检验员可在系统中查询检验任务,打印《到货检验单》及《领料单》,根据系统预设的样品数量到仓库领取样品,并依据检验要求开展检测工作,检验完毕后在系统中录入各项特性结果。
若检验结果异常,依据《超标管理制度》开展复检,提取最终有效数据。
系统依据预设的判断标准自动判定是否合格,若结果合格,经质量部门负责人审批后,由检验员在系统中作出决策;不合格则转入《不合格品处理流程》进一步分析处理,得出最终结论后再作出决策。
决策完毕后转回《委外加工采购收货流程》,仓管员收到系统中检验员的决策信息反馈后,依据检验员实际取样数量,执行库存过帐,更改库存状态。
所属流程组:采购相关检验1.2.适用范围组织范围:触发事件:系统中创建OEM成品到货单。
1.3.详细描述1.3.1.术语解释和概念说明OEM成品检验:指针对外发加工的成品到货时所执行的检验,检验项目同时包括包材及膏体内容物。
针对OEM成品的到货检验,要求OEM厂家随成品附上批COA报告。
对于环亚公司有检验要求但由于条件限制无法进行测试的部分检验特性,必须在COA中体现,检验员只需核查结果,无须开展相关测试。
检验批:是一次检验任务的单据,其作为信息载体从报检到完成检验始终贯穿整个业务环节,其中包含检验对象、检验要求、检验时间等内容。
OEM成品检验批的定义以到货日期和OEM厂家的实际生产批号为判断标准,例如:同一天到货2个不同批次,须视为2个检验批,要求仓管员分别办理入库、检验员分别开展检验;不同时间到货的2个同一批次,也视为2个检验批。
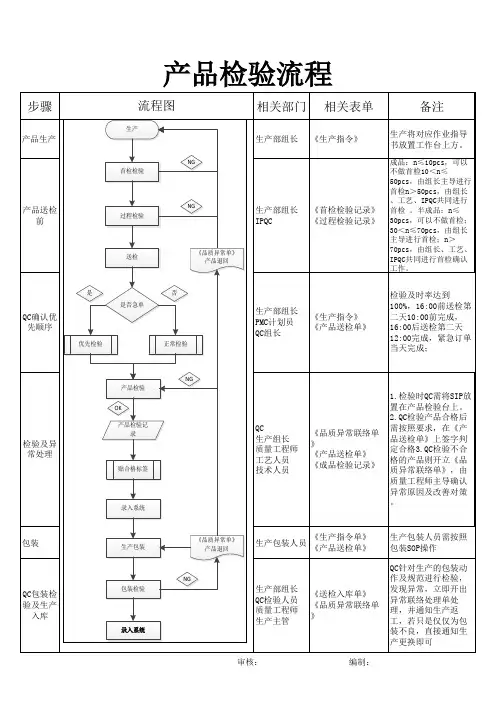
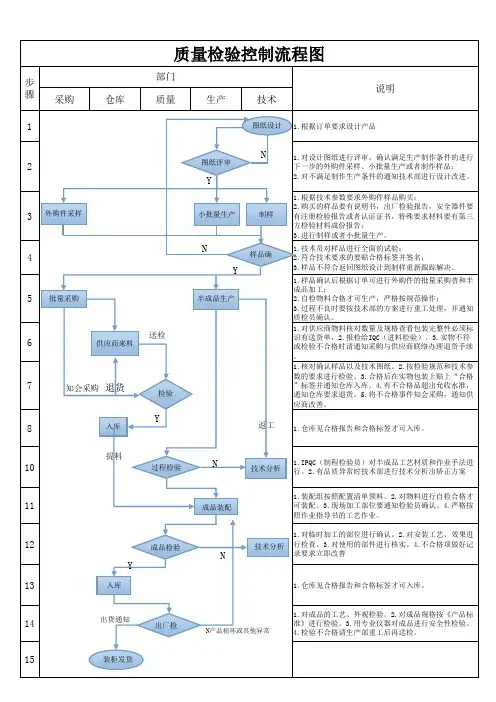
文件制修订记录1.0目的为了有效测量与监控产品从进料、制程、成品及出货各阶段检验作业能始终符合产品工程规范的各项要求。
2.0范围:适用于品管IQC、IPQC、QA过程作业。
3.0权责:3.1品管部:负责各阶段品质检验的执行、标识、追溯的管理、实际验货。
3.2工程部:产品作业标准的制定与检查。
3.3生产部:依生产计划、工程标准、验收标准执行生产作业。
3.4业务部:依订单需求验收出货数量。
3.5资材部:采购物料的外部联络。
4.0定义:无5.0作业内容:5.1进料检验5.1.1收料5.1.1.1供应商依据采购订单交货到公司仓库。
5.1.1.2仓管依据采购订单核对送货单是否一致,如若不符则退货并要求供应商重新交货,符合则点收数量并开出[进货单]。
5.1.1.3仓管将[进货单]连同要求供应商提供的相关文件(如材质报告、检验报告、测试报告等)交品管部,通知IQC进行检验。
5.1.1.4检验参照依据AQL表或依客户端需求作抽样检验。
5.1.1.5品管部IQC接到[进货单]后对供应商所提供的文件进行验证,(有法规环保类要求的产品必须依客户指定或经国家认可有检测能力机构出具的测试报告,如“SGS报告”等);品管部可以根据批量大小、价值贵重程度来对供应商所提供产品的材质进行一次确认。
5.1.1.5下列几项物料必须由品管部进料检验:a)生产性原材料。
b)外发加工产品。
c)包装材料等。
5.1.2需应用下列一种或多种方法进行验收、检验5.1.2.1接收检验及测试:a)核对材质证明(限自购原材料,样品或来料加工产品可不需要提供材质证明),核对供应商提供的相关文件。
b)依《检验标准书》逐项检验与填写[进料检验报告],无《检验标准书》时,依图面求或样板检验,检验结果可直接记录于[进料检验报告]上。
c)凡属客户提供来料进行加工,如无图面,依据客户提供的规格进行检验;如既无规格又无图面,IQC只针对其外观进行检验并记录于[进料检验报告]上。
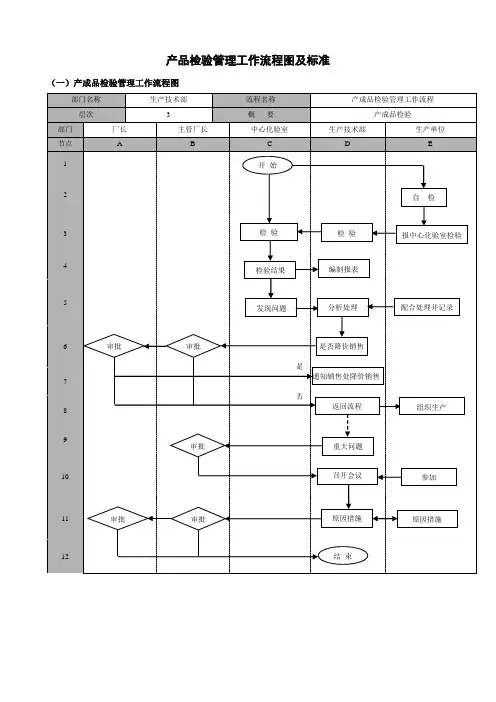
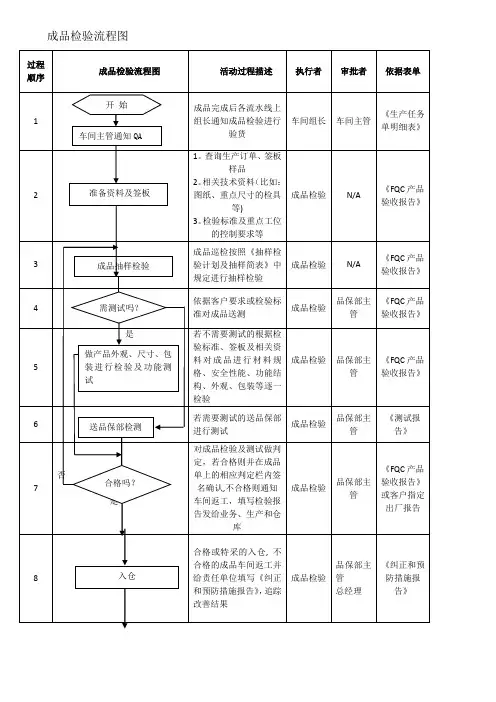
产品检验管理工作流程图及标准(一)产成品检验管理工作流程图部门名称 层次部门 节点厂长 A生产技术部 3 主管厂长 B流程名称 概要 中心化验室C产成品检验管理工作流程产成品检验生产技术部生产单位DE1开始2自检3检验检验报中心化验室检验4检验结果编制报表5发现问题分析处理配合处理并记录6审批7 8 910审批 审批是否降价销售 是通知销售处降价销售 否返回流程重大问题召开会议组织生产 参加11审批12审批原因措施 结束原因措施(二)产成品检验工作流程标准任务名称 检验过程问题判定降价销售需返回流 程重大问题 处理节点E2 E3 D3 C3C4 D4 C5 D5 E5D6 D7D8 E8D9 B9 D10 E10 D11 E11任务程序、重点、标准 程序 ☆ 生产单位对产品进行自检 ☆ 中心化验室按要求对成品进行检验 ☆ 生产技术部对成品质量进行监督检验 重点 ☆ 产品的检验 标准 ☆ 做到及时、准确 程序 ☆ 中心化验室检对产品进行检验,并将检验结果报生产技术部 ☆ 检验结果出现问题由生产技术部分析处理,生产单位配合处理 重点 ☆ 分析处理问题 标准 ☆ 及时、准确提出处理意见 程序 ☆ 判断产成品是否可以降价销售,写出处理意见 ☆ 可以降价销售的产品,经领导审批后,交销售处进行降价销售 重点 ☆ 判断是否进行降价处理 标准 ☆ 及时、准确的提出处理方案 程序 ☆ 不能降价处理的,采取返回流程处理 ☆ 生产技术部提出下发返回流程处理方案,生产单位组织实施 重点 ☆ 返回流程处理方案 标准 ☆ 做到及时、准确、可行 程序 ☆ 产品出现重大质量问题时,报主管厂长审批后,由生产技术部 组织召开会议,分析原因,提出整改措施。
☆ 生产技术部、生产单位有关人员参加会议,提出意见 ☆ 生产技术部起草会议报告,报主管厂长、厂长审核通过 重点 ☆ 产品重大问题的处理 标准 ☆ 及时、有效地解决产品重大问题时限 按规定 按规定依情况 即时1 个工作日内 即时依情况 1 个工作日内相关资料 《生产管理制度》 ISO9001 质量管理体系文件《生产管理制度》 ISO9001 质量管理体系文件《生产管理制度》《生产管理制度》生产管理制度 ISO9001 质量管理体系文件。
.;.深圳市尊雅印刷有限公司文件编号ZY-3-42 版本A/1/次文件名称生产工艺及检验流程图生效日期2014-3-17页次2/6;.;.深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次3/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员1 进料检验1.防尘2.防强光3.防潮1.规格型号2.尺寸外观性能等3.纸质卷尺、游标卡尺●检验规范IQC进料检验报告2 入库1.外观包装2.数量、出货标签及相对应的产品标识等目测●仓储作业指导书仓库出入记录;.3 切纸B1 切纸机1.防尘2.湿度60%—80%1.外观2.尺寸3.纸型号4.纸规格5.纸纹1.钢尺2.目测●●切纸作业指导书切纸机操作规程切纸机保养规范切纸机保养记录深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次4/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员4 拼版A1 拼版台1.温度摄氏25度±5℃。
2.湿度60%-80%。
3.防强光。
4.防尘。
5.防燥。
6.通风。
1.规格型号2.网点3.内容4.尺寸、外观5.拼版位置6.拼版准确性1.放大镜2.钢尺3.目测●拼版作业指导书5 晒版A2 晒版机同上1.脏点2.掉网目测●晒版作业指导书晒版机操作规范晒版机保养记录;.6 洗版A3PS版显影液1.网点2.文字、图案3.外观目测●洗版作业指导书洗版操作规范PS版制版不良记录7 印刷B2 印刷机1.错版2.材质3.颜色4.文字稿5.套位、针位6.数量、外观7.规格、型号1.放大镜2.直尺3.色谱4.带表卡尺5.目测●●样版、制程首件印刷作业指导书印刷机操作规程印刷机保养规范1.印刷机保养记录2.生产日报表深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次5/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员8 IPQC 1.外观2.内容3.颜色4.套位、针位5.规格、型号6.数量目测●检验规范检验规范制程检验报告;.;.深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次1/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员13 粘盒G1G2压铁防强光1.粘盒强度2.外观3.组装4.色位直尺●●样版粘盒作业指导书粘盒操作规范生产日报表14 FQC 1.外观2.内容3.颜色4.组装目测●检验规范检验规范成品检验报告15 包装H 1.外观2.数量3.尺寸4.标签1.直尺2.目测●●包装作业指导书包装操作规程生产日报表1.1.17 入库I 1.数量2.标识3.标签与实物一致目测●仓储作业指导书出货成品入库单、库存成品入库单;.。
生产任务下达工作流程
质量管理流程
质量管理流程
进料工作流程图(品管)
原(辅)料领用、退库工作流程
产成品生产工艺线工作流程
物资(工器具、耗材)请买、验收、领用工作流程
工器具报损工作流程
生产统计成本统计工作流程
品控控制/ 品质提升工作流程
品管部:生产过程工作流程表
过程巡检问题处理工作流程
不合格品退库、报损工作流程
成品出货品控工作流程
新产品(研发)试产品控工作流程
不合格品品控控流程
记录、档案填写(审核、存档)工作流程
生产主管工作流程
质检(品控)主管工作流程
电工(安全员)工作流程
化验员工作流程
投料员工作流程
压榨操作工工作流程
粗滤操作工工作流程
冷冻、养(结)晶车间工作流程包装净化(吹瓶)操作工
灌装工工作流程
封盖、压盖操作工工作流程
倒立检验员工作流程
喷码、贴标工工作流程
包装在线检验员工作流程
折箱工工作流程
装箱、包装工工作程
值日卫生员工作流程
原辅材料、消耗统计员工作流程
码垛工工作流程
线上擦油、擦拟工工作流程
考核员
包装工段长、压榨工段长、灌装工段长工作流程
统计员(原辅材料、化验试验、设备备件、消耗消费品)质量主管化验员、质检员、原辅料检验员、采样员、。
对应单位
资材部(仓库)
制造部
品保部(QA)
工程部业务部
对应表单
《送货单》 《生产排程
》
《入库单》 《出货明细》
《入库单》
“成品承认书及样品”《检验报告》《品质异常通知单》《返工通知单》《特采单
》
注明:
工程在评审时需对出货产品作风险性评估!“客户订单”“交货计划”
xxxxx
出货检验作业流程图
编制:
审核:
批准/日期:
说明: “MRB”表示不合格产品评审;
图中“ ”表示正常产品流程;“ ”表示特采产品流程; “ ”表示不合格产品处理流程MRB
不符合
成品测包
QA 检验
合格成品入库
特
采
业务/资材提出申请(管代裁决)
由品保部会同资材部、工程部、制造部共同进行MRB
物料员核对送检
符合
物料员
仓务员
出货检验
资材部依照订单交期(客户需求)作出货通知
成品出货
不符合
符合
仓务员
符合
不符合
不符合
编号:xxxx 版本:A0。
类 别安全项目(CRITICAL)关键项目(MAJOR)一般项目(MINOR)质量特性严重不符合规定;电子料的外观问题.一般机械材料(除塑胶壳及包装料)的外观问题.不影响装配的轻微尺寸偏差.表2 测量面的定义3. 术语定义表1 缺陷定义定 义不符合安全标准规定;对使用者有潜在的危险,如机械材料之锐利批峰。
重要的质量特性不符合规定1. 目的及适用范围为确保生产的电子烟质量稳定,符合国家标准并使客户满意,特制定本标准。
本规程适用于电子烟产品的成品检验(全检)及出货检验(抽检)。
2. 引用技术文件及标准GB/T.2828-2003 逐批检查计数调整型抽样程序及抽样表GB/T.2829-2003 周期检查计数抽样程序及抽样表表3 点大小的定义4. 抽样方案及判定标准抽样依据:按照国标《逐批检查计数抽样程序及抽样表 GB/T.2828- 2003》,其中:外观检验项目: 一般检查水平Ⅱ功能、性能检验项目 : 特殊检查水平S-3判定标准:以缺陷数为不合格品数,如果一个表面有多个不良,那么所有不良的总和来决定此表面不良是否超标。
对于划痕,则把所有划痕的长度相加之和来决定是否超标,对于圆形不良,则其直径和来决定是否超标)按以下标准判定检验结果。
a) 严重缺陷(CRI):Ac=0, Re=1 (无论批量大小)b) 重缺陷(MAJ): AQL=0.65c) 轻缺陷(MIN): AQL=1.5放宽或加严检验,亦按照GB/T.2828-2003标准规定执行。
5. 检验内容5.1 外观检验表4 划痕验收标准表5 点缺陷验收标准表6 组装缺陷验收标准注:其他外观不良如积漆、缩水、多喷、色差、手印、透底、熔接线、飞边、平整度或新出现的不良以实际不良限度封样为准验表7 电子烟5.3及包装检验表8 整机包。