汽车标杆车车架数模验收规范
- 格式:docx
- 大小:592.31 KB
- 文档页数:4


1.目的为规范成品入库及出货检验标准,确保所出货产品符合客户的需求,杜绝不良品接收及流出,不断的提升产品品质,提高客户的满意度,特制定此检验标准。
2.范围2.1适用于本公司所有充电器产品。
3.定义3.1缺陷级别定义3.2检验面定义A 面:暴露在外,且正常使用时可直接看到的外表面,如正面。
B 面:暴露在外,且正常使用时不可直接看到的外表面,如顶部、侧面、背面。
C 面:不易看到的次要表面,或在维修及特殊操作状况下看到的表面,如电池盖内侧面。
3.3抽样标准3.3.1依据MIL-STD-105E正常检验单次抽样3.3.2检验水准:一般特性采用II级水准;特殊特性采用S-2级水准3.3.3允收水平:CR缺陷:AQL=0 ; MAJ缺陷:AQL=0.65 ; MIN缺陷:AQL=1.04.权责4.1.品质部:负责成品检验标准的制定及执行,异常信息的反馈及改善措施有效性验证;4.2.研发部:对品质部分析处理检验中发现的重大结构、性能或工艺性异常,给予技术支援协同处理,并完善修改相关技术性文件;5.作业内容:5.1检验条件(如下图):5.1.1照明条件:600~1000LUX日光灯;5.1.2观察角度:被检测面与视线在45°范围内旋转,转动15°范围;5.1.3观测距离:距被测物表面距离为300~350mm;5.1.4观察时间:5~10秒钟;5.1.5视力:裸视或矫正视力在 1.0以上且无色盲。
序号检验项目检验标准检验方法检验工具缺陷判定备注CR MAJ MIN1 包装外箱1.核对订单号、产品型号(SKU)、箱唛、数量是否一致。
目视/ √检验测量时参考产品图纸、标准样品、限度样品、SIP等作业。
2.无变形,划痕,破损。
目视/ √3.无潮湿,严重脏污。
目视/ √4.颜色,字样,要符合设计要求。
目视/ √5.无(设计指定贴附)之外的其它标示标贴。
目视/ √6.外箱尺寸管理:外径尺寸、内径尺寸、壁厚尺寸符合标准规格值要求,外箱毛重和净重与实际重量误差≤0.2kg。

长城汽车模具中心模具验收标准1.1模具设计技术条件1.1.1.D/L图设计和模具结构设计必须经客户认可。
冲压设备选用应符合客户提供的《冲压设备技术参数》和冲压生产布线要求。
1.1.2.社会承揽模具,应要求客户对冲压工艺方案、冲压设备选用情况、模具结构方岸进行认可性会签。
1.1.3.模具工作部分的材料选用原则及热处理要求:1.1.4.模具的安装应方便快捷,中大型模具采用托杆快速定位,应能使用快速安装夹紧装置。
1.1.5.所有模具应考虑到手工操作的安全合理性,便于操作、维修、搬运与存放,坯件的送进取出方便,坯件的定位可靠,废料的排出安全通畅;模具的零部件应考虑防松、防崩、防脱落、防冲击等措施;活动零部件应有安全措施,应有行程限制器、存放限制器、安全块、防护板、防护罩等。
1.1.6.模具的导柱均安装在下模座上,模具的起重和翻转应在设计时考虑。
1.1.7.模具的气动装置采用集管座结构,快速接头的安装位置及尺寸规格按客户要求,并应备有堵塞、换向阀和调压阀;接头插座的顺序排列为定位装置升起、下降、托料装置升起、下降。
进气管(及接头)深黄色,排气管(及接头)深白色。
1.2.模具制造技术条件1.2.1.件不应有过烧及机械加工不能去掉的裂纹夹层或凹坑。
1.2.2.卖方应对所采用的铸件进行消除应力处理(退火、振动失效等),以消除铸造内应力,并改善铸件的机械加工性能。
铸件退火后的硬度应在HRC170-241范围内;铸钢退火后的硬度应在HB142-229范围内。
1.2.3.卖方应向客户提供铸件的试棒及其它有关数据材料。
1.2.4.非标准铸件底板上的导柱孔、导套孔不允许直接铸出。
1.2.5.加工过的铸件工作表面不允许有裂纹及影响模具使用功能的砂眼及气孔。
1.2.6.铸件清理要求,铸件表面应光滑,不允许有非边和毛刺(铸钢件要去掉气割时的熔渣),在铸件的转角处和非工作的内腔表面不允许有粘沙和夹沙。
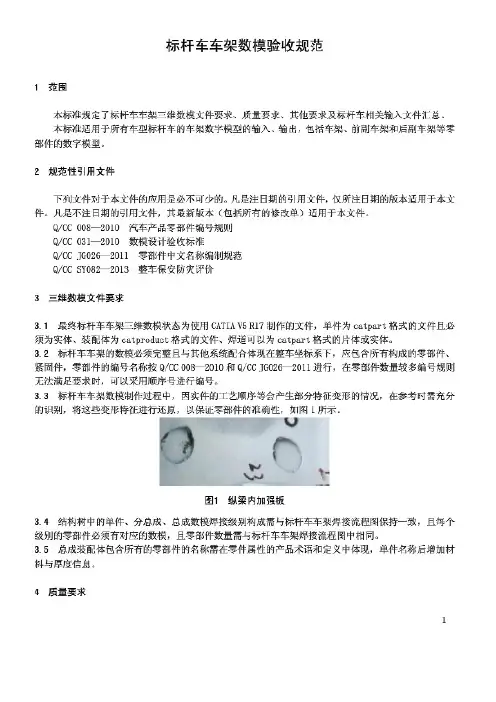
铸件内腔必须彻底清沙,内腔及不加工表面应涂漆。