FANUC 刀具寿命管理
- 格式:pdf
- 大小:250.77 KB
- 文档页数:3
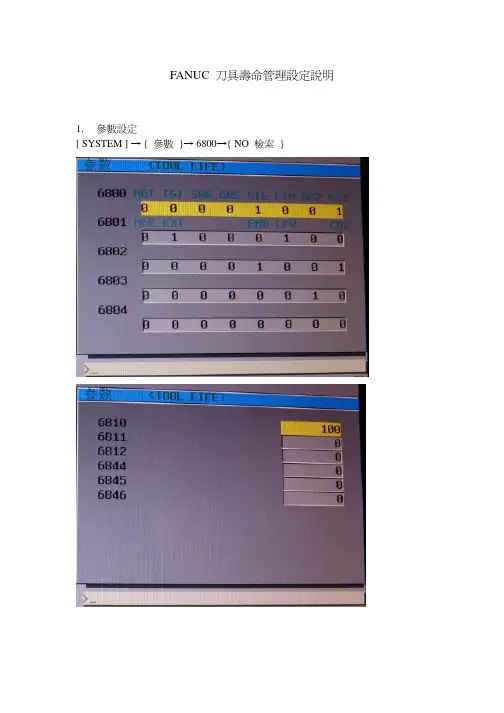
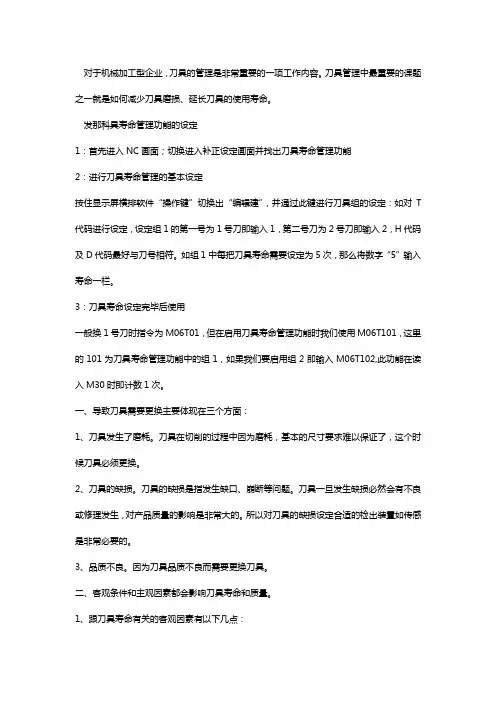
FANUC 刀具壽命管理設定說明1.參數設定[ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}2.刀具壽命管理介面設定[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }欄位名代表意義群刀具壽命管理使用之群組壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組)計數當讀到M06時,將使用中刀具所屬群組計數+1( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來,並於001群之計數+1)* 此群組已經使用過刀具@此群組使用中刀具需交換群已達到壽命設定需換刀的群組3. 清除[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ CLEAR }當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後,將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所設之刀號)4. 編輯群組內容[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ 編程 }見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下畫面1用次數算2用時間算隸屬於群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 *且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用中刀具群組: 001。
对于机械加工型企业,刀具的管理是非常重要的一项工作内容。
刀具管理中最重要的课题之一就是如何减少刀具磨损、延长刀具的使用寿命。
发那科具寿命管理功能的设定1:首先进入NC画面;切换进入补正设定画面并找出刀具寿命管理功能2:进行刀具寿命管理的基本设定按住显示屏横排软件“操作键”切换出“编辑建”,并通过此键进行刀具组的设定:如对T 代码进行设定,设定组1的第一号为1号刀即输入1,第二号刀为2号刀即输入2,H代码及D代码最好与刀号相符。
如组1中每把刀具寿命需要设定为5次,那么将数字“5”输入寿命一栏。
3:刀具寿命设定完毕后使用一般换1号刀时指令为M06T01,但在启用刀具寿命管理功能时我们使用M06T101,这里的101为刀具寿命管理功能中的组1,如果我们要启用组2即输入M06T102,此功能在读入M30时即计数1次。
一、导致刀具需要更换主要体现在三个方面:1、刀具发生了磨耗。
刀具在切削的过程中因为磨耗,基本的尺寸要求难以保证了,这个时候刀具必须更换。
2、刀具的缺损。
刀具的缺损是指发生缺口、崩断等问题。
刀具一旦发生缺损必然会有不良或修理发生,对产品质量的影响是非常大的。
所以对刀具的缺损设定合适的检出装置如传感是非常必要的。
3、品质不良。
因为刀具品质不良而需要更换刀具。
二、客观条件和主观因素都会影响刀具寿命和质量。
1、跟刀具寿命有关的客观因素有以下几点:•刀具的材质、形状。
•切削条件:切削厚度、切削速度。
•产品的材质、硬度。
•产品的品质要求:尺寸精度、表面粗糙度。
•设备的刚性:动作的精度和刚性。
2、影响刀具寿命的主观因素主要是两条:一是不遵守刀具的使用规范和保养规范;二是不遵守刀具的定期更换规范。
不遵守刀具使用规范和保养规范的主要表现是:进刀过快,使用错误的刀具类型,刀具没有拧紧等,这些因素导致刀具消耗过快。
对于特定产品、特定种类的刀具而言,根据刀具寿命设定的更换周期是有要求的,但是遵守规范的不是特别多,有超长使用刀具的倾向。

FANUC 0i D系统刀具寿命监控的调试总结
一、功能理解
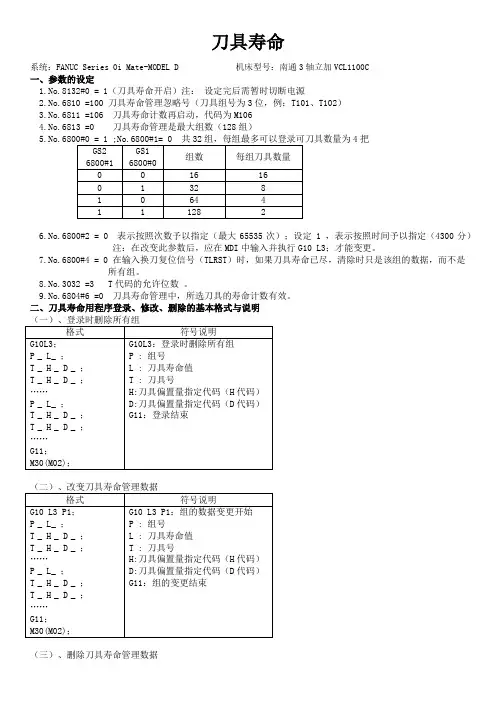
通过参数设定开通“刀具寿命管理”功能后,在系统“OFSSET”画面可以看到刀具寿命管理的画面。
每个路径(通道)最多可以管理128组刀具寿命。
对刀具寿命进行管理时首先需要将刀具加入到刀具寿命管理组中去,一个刀具组中可以配置管理多个刀具,可以在刀具寿命管理画面中为每个刀具寿面管理组配置刀具。
在零件加工程序中如果需要对刀具寿命进行管理,那么需要在编写程序时调用刀具寿命管理组的组号码和换刀M代码,取代原来直接调用刀具号和偏移值的方式。
当调用刀具寿命管理组时,系统会自动调用该组中寿命未到尽头的道具,如果该组中第一把刀具到了设定的使用寿命(在同一程序中每调用一次刀具组,该组寿命减少1此),系统会自动更换该组中寿命未到的道具,直到该组中所有道具均到了使用寿命,此时PMC会给出相应的接口信号。
二、相关参数
1、TLF(NO.8132#0)设定为“1”,打开刀具寿命管理功能。
三、PMC程序
四、刀具寿命管理注意问题
1、同一组刀具寿命管理组中的刀具不要用同一个T号,否则对刀具组计数时,
该组刀具所有的寿命都减少1次。
刀具寿命系统:FANUC Series 0i Mate-MODEL D 机床型号:南通3轴立加VCL1100C一、参数的设定1.No.8132#0 = 1(刀具寿命开启)注:设定完后需暂时切断电源2.No.6810 =100 刀具寿命管理忽略号(刀具组号为3位,例:T101、T102)3.No.6811 =106 刀具寿命计数再启动,代码为M1064.No.6813 =0 刀具寿命管理是最大组数(128组)4把6.No.6800#2 = 0 表示按照次数予以指定(最大65535次);设定 1 ,表示按照时间予以指定(4300分)注:在改变此参数后,应在MDI中输入并执行G10 L3;才能变更。
7.No.6800#4 = 0 在输入换刀复位信号(TLRST)时,如果刀具寿命已尽,清除时只是该组的数据,而不是所有组。
8.No.3032 =3 T代码的允许位数。
9.No.6804#6 =0 刀具寿命管理中,所选刀具的寿命计数有效。
二、刀具寿命用程序登录、修改、删除的基本格式与说明(三)、删除刀具寿命管理数据三、参数的设置操作步骤1、允许写入①选择MDI方式②【offset setting】→【设定】→按上下箭头移动光标到写保护栏→【操作】→【接通:1】会有报警,不影响操作。
2参数的设定【SYSTEM】→【参数】①刀具寿命功能的开启键入“8132”→【号搜索】将No.8132#0设为1,表示刀具寿命开启。
(在偏置界面【OFFSET】按下扩展件【>】出现【TL管理】)参数位数的说明 :例:将No.6813 设为0 ,表示刀具寿命管理的最大组数为128组。
③刀具分组数选择将No.6800#0 设为 1 ;No.6800#1设为0,对应为32组,每组最多4把刀。
④刀具寿命计算方式设定No.6800#2 为0则按次数,(为1则按时间)⑤设定刀具交换复位信号功能No.6800#4设为0,表示在刀具交换复位信号时只清除指定组的数据。
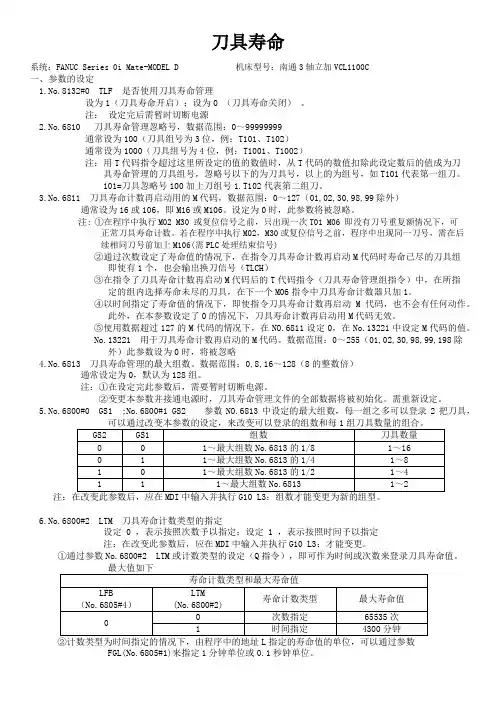
刀具寿命系统:FANUC Series 0i Mate-MODEL D 机床型号:南通3轴立加VCL1100C一、参数的设定1.No.8132#0 TLF 是否使用刀具寿命管理设为1(刀具寿命开启);设为0 (刀具寿命关闭)。
注:设定完后需暂时切断电源2.No.6810 刀具寿命管理忽略号,数据范围:0~99999999通常设为100(刀具组号为3位,例:T101、T102)通常设为1000(刀具组号为4位,例:T1001、T1002)注:用T代码指令超过这里所设定的值的数值时,从T代码的数值扣除此设定数后的值成为刀具寿命管理的刀具组号,忽略号以下的为刀具号,以上的为组号,如T101代表第一组刀。
101=刀具忽略号100加上刀组号1.T102代表第二组刀。
3.No.6811 刀具寿命计数再启动用的M代码,数据范围:0~127(01,02,30,98,99除外)通常设为16或106,即M16或M106。
设定为0时,此参数将被忽略。
注:①在程序中执行M02 M30 或复位信号之前,只出现一次T01 M06 即没有刀号重复额情况下,可正常刀具寿命计数。
若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M106(需PLC处理结束信号)②通过次数设定了寿命值的情况下,在指令刀具寿命计数再启动M代码时寿命已尽的刀具组即使有1个,也会输出换刀信号(TLCH)③在指令了刀具寿命计数再启动M代码后的T代码指令(刀具寿命管理组指令)中,在所指定的组内选择寿命未尽的刀具,在下一个M06指令中刀具寿命计数器只加1。
④以时间指定了寿命值的情况下,即使指令刀具寿命计数再启动M代码,也不会有任何动作。
此外,在本参数设定了0的情况下,刀具寿命计数再启动用M代码无效。
⑤使用数据超过127的M代码的情况下,在NO.6811设定0,在No.13221中设定M代码的值。
No.13221 用于刀具寿命计数再启动的M代码。
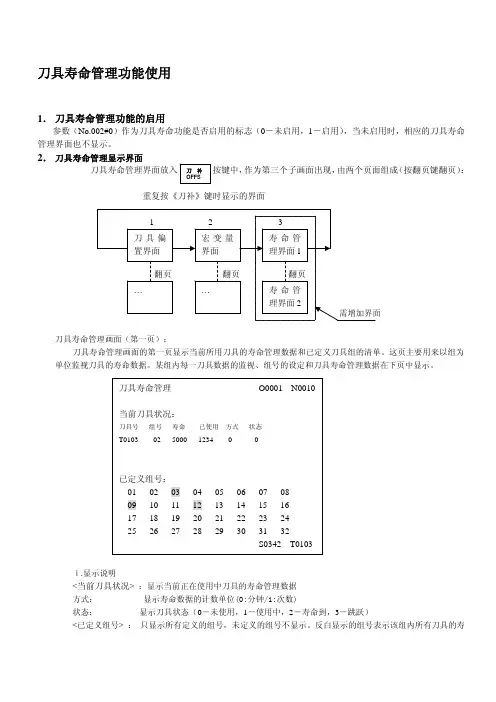
刀具寿命管理功能使用1. 刀具寿命管理功能的启用参数(No.002#0)作为刀具寿命功能是否启用的标志(0-未启用,1-启用),当未启用时,相应的刀具寿命管理界面也不显示。
2. 刀具寿命管理显示界面刀具寿命管理界面放入按键中,作为第三个子画面出现,由两个页面组成(按翻页键翻页):重复按《刀补》键时显示的界面刀具寿命管理画面(第一页):刀具寿命管理画面的第一页显示当前所用刀具的寿命管理数据和已定义刀具组的清单。
这页主要用来以组为单位监视刀具的寿命数据。
某组内每一刀具数据的监视、组号的设定和刀具寿命管理数据在下页中显示。
ⅰ.显示说明<当前刀具状况> :显示当前正在使用中刀具的寿命管理数据 方式: 显示寿命数据的计数单位(0:分钟/1:次数)状态: 显示刀具状态(0-未使用,1-使用中,2-寿命到,3-跳跃)<已定义组号> : 只显示所有定义的组号,未定义的组号不显示。
反白显示的组号表示该组内所有刀具的寿命都已达到。
ⅱ.所有已定义数据的删除在该页面下,按下[取消]+[G]键可删除所有定义的数据(包括组号,组内刀具号及寿命值等)。
刀具寿命管理画面(第二页):第二页用于设定和显示某刀具组的寿命管理数据,按序号1~8显示。
刀具组号的选择显示有三种方式:i.直接在第二页界面的《刀具组号P》位置输入组号即显示该组刀具寿命数据,如该组不存在,则作为新定义组号。
新定义组号:22,系统并自动定义第一把刀:ii.在第一页界面的《已定义组号》中移动光标选择组号,翻到第二页时即显示该组内容iii.在第二页界面显示完当前的组号内容后,继续翻页即显示紧跟后面的组号的内容3.刀具寿命数据的定义刀具寿命数据的设置有两种方式:①编写NC程序并运行程序设置,②直接从刀具寿命管理界面输入。
① 编写NC程序设置例:P:刀具组号码1 – 32L:每把刀具的寿命0 - 999999分 或 0 - 999999次N:方式选择(0-时间、 1-次数)T:刀具及刀补号编程注意:ⅰ.P 指令指定的刀具组号可以不连续,但请尽可能按照升序,由画面监视时较容易看刀具组号。
机床加工中的刀具寿命与管理机床加工中的刀具寿命与管理一直是制造业中的重要问题。
随着高速加工技术的发展和对加工精度要求的不断提高,刀具的寿命与管理变得更加关键。
本文将从刀具选择、刀具使用、刀具润滑与冷却、刀具磨损与检测等多个方面探讨机床加工中的刀具寿命与管理。
一、刀具选择刀具选择是影响刀具寿命的关键因素之一。
在选择刀具时,需要考虑加工材料、加工方式、加工精度等因素。
不同的加工任务需要选择不同类型的刀具。
合理的刀具选择可以减少刀具的磨损与损坏,延长刀具的使用寿命。
二、刀具使用正确的刀具使用方法也是影响刀具寿命的重要因素。
首先,要合理设置刀具的进给量、切削速度和切削深度,以避免刀具过载工作。
其次,要注意避免刀具与工件的碰撞,避免因过大的冲击力导致刀具损坏。
此外,经常检查刀具是否安装正确,是否有松动等问题也是刀具使用过程中需要注意的细节。
三、刀具润滑与冷却良好的刀具润滑与冷却系统可以有效降低刀具的磨损与温度,延长刀具的使用寿命。
在刀具使用过程中,要确保切削润滑剂的供给充足,并定期清洗润滑冷却系统。
此外,根据加工材料的不同,可以选择不同类型的切削润滑剂,以提供更好的切削条件。
四、刀具磨损与检测刀具磨损是不可避免的,但及时的磨损检测和刀具更换可以有效预防因刀具过度磨损造成的加工质量下降。
在刀具磨损检测方面,可以利用显微镜、测量仪器等设备进行刀具磨损的测量与评估。
在刀具磨损达到一定程度时,及时更换刀具,可以避免产生过大的粗糙度和尺寸偏差。
五、刀具管理刀具管理是保证刀具寿命的重要环节。
刀具管理包括刀具的购买、储存、保养和维修等方面。
在刀具购买时,要选择优质的刀具品牌,并与供应商建立长期的合作关系,以获得更好的售后服务。
在刀具储存方面,要保证刀具的干燥和防尘,避免刀具因受潮或灰尘进入而受损。
此外,在刀具保养与维修方面,要建立完善的刀具保养记录,及时进行刀具的涂油、清洗和磨损修复等工作。
总结:刀具寿命与管理在机床加工中占据重要地位。
刀具寿命管理功能使用1. 刀具寿命管理功能的启用参数(No.002#0)作为刀具寿命功能是否启用的标志(0-未启用,1-启用),当未启用时,相应的刀具寿命管理界面也不显示。
2. 刀具寿命管理显示界面刀具寿命管理界面放入按键中,作为第三个子画面出现,由两个页面组成(按翻页键翻页):重复按《刀补》键时显示的界面刀具寿命管理画面(第一页):刀具寿命管理画面的第一页显示当前所用刀具的寿命管理数据和已定义刀具组的清单。
这页主要用来以组为单位监视刀具的寿命数据。
某组内每一刀具数据的监视、组号的设定和刀具寿命管理数据在下页中显示。
ⅰ.显示说明<当前刀具状况> :显示当前正在使用中刀具的寿命管理数据 方式: 显示寿命数据的计数单位(0:分钟/1:次数)状态: 显示刀具状态(0-未使用,1-使用中,2-寿命到,3-跳跃)<已定义组号> : 只显示所有定义的组号,未定义的组号不显示。
反白显示的组号表示该组内所有刀具的寿命都已达到。
ⅱ.所有已定义数据的删除在该页面下,按下[取消]+[G]键可删除所有定义的数据(包括组号,组内刀具号及寿命值等)。
刀具寿命管理画面(第二页):第二页用于设定和显示某刀具组的寿命管理数据,按序号1~8显示。
刀具组号的选择显示有三种方式:i.直接在第二页界面的《刀具组号P》位置输入组号即显示该组刀具寿命数据,如该组不存在,则作为新定义组号。
新定义组号:22,系统并自动定义第一把刀:ii.在第一页界面的《已定义组号》中移动光标选择组号,翻到第二页时即显示该组内容iii.在第二页界面显示完当前的组号内容后,继续翻页即显示紧跟后面的组号的内容3.刀具寿命数据的定义刀具寿命数据的设置有两种方式:①编写NC程序并运行程序设置,②直接从刀具寿命管理界面输入。
① 编写NC程序设置例:P:刀具组号码1 – 32L:每把刀具的寿命0 - 999999分 或 0 - 999999次N:方式选择(0-时间、 1-次数)T:刀具及刀补号编程注意:ⅰ.P 指令指定的刀具组号可以不连续,但请尽可能按照升序,由画面监视时较容易看刀具组号。
基于切削次数的FANUC刀具寿命管理摘要:刀具寿命管理是指刀具使用过程中的管理功能,其是数控机床的重要功能,可用于定期保养、刀具更换,保证切削精度。
所以FANUC刀具寿命管理功能在批量加工中得到广泛应用,避免了刀具磨损过大(即刀具寿命到达)导致的工件加工精度差,是确保工件加工精度及稳定性的重要功能。
关键词:切削次数;FANUC;刀具寿命管理由于FANUC传统刀具寿命是根据主轴交换刀具次数来计数,所以无法自动识别刀具是否参与切削,因此空切削将导致刀具寿命的无效计数,从而使刀具无法达到实际寿命而被更换。
基于切削次数的刀具寿命管理是通过比较实时扭矩及空载扭矩的导数与积分来自动识别切削和计算刀具寿命的功能,能有效避免无效计数,从而充分利用刀具。
本文详细论述了基于切削次数的FANUC刀具寿命管理。
一、数控机床概述数控机床是按事先编制好的加工程序,自动加工零件。
其特点为:①对加工对象的适应性强,适应模具等产品单件生产的特点,为模具的制造提供了合适的加工方法;②加工精度高,具有稳定的加工质量;③可多坐标联动,能加工形状复杂零件;④加工零件改变时,一般只需更改数控程序,可节省生产准备时间;⑤机床本身精度高、刚性大,可选择有利的加工用量,生产率高;⑥机床自动化程度高,能减轻劳动强度;⑦有利于生产管理的现代化。
数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础;⑧对操作人员素质要求高,对维修人员技术要求更高;⑨可靠性高。
二、刀具寿命管理简介刀具的寿命是指刀具在启用后至无法保证产品精度要求或损坏时得到的数值,经实践验证和现场统计得出,该数值可为加工时间,也可为加工的产品数量。
在生产中,很多企业往往因刀具品种繁多、寿命统计复杂及统计不准确等因素,对刀具寿命管理重视不够,无良好的管理方法,只能依靠不断检查刀具使用情况来判断更换刀具的时间,造成大量人工和设备资源的浪费,降低了生产效率。
如何利用宏程序管理数控机床的刀具寿命对以大批量生产为主的企业来说,刀具的寿命管理是个比较重要的问题,它直接关系到产品的制造成本控制、零件加工质量(由于刀具过度磨损会导致零件加工的质量不稳定)以及设备的正常操作等方面的问题。
那么如何利用宏程序管理数控机床的刀具寿命呢?下面小编就给大家讲讲这块。
一、FANUC 系统的变量
在FANUC 系统中存在三种变量,即:局部变量;公共变量和系统
变量。
(1)局部变量为#0~#33,其可以由用户通过程序对其赋值,但机
床断电后,其值将自动清零。
下次上电运行程序时,用户需再对其重新赋值。
(2)公共变量为#500~#999,这部分变量也可以由用户通过程序对
其赋值,但与局部变量不同的是,公共变量在机床断电之后不会自动清零(但在系统保护电源缺失的情况下将发生清零的现象)。
在系统保护电源的作用下,公共变量将持续保存其中的数据,直到人为对其进行清零操作。
(3)系统变量为#1000~#9999,系统变量的用途和性质在数控系统
中是有严格的规定和明确要求的,所以我们在编制宏程序的时候通常都是要避免使用系统变量。
在设计刀具管理宏程序的时候,根据FANUC 系统提供的以上3
种变量的不同性质,显然,我们应该采用公共变量。
原因很简单:要对刀具使用寿命进行管理就必须准确地对刀具所加工的零件数量进行统计,这就涉及到要对刀具加工零件数量的累计计算。
因此,我们所需要的变量应该是机床处于通电和断电状态都能保存其中数据的变量,即公。
刀具寿命管理功能[Tool Life Monitor Function]TL刀具寿命管理功能是用来计算每把刀具使用寿命的,刀具使用寿命用以下计算刀具寿命当量之一来计算:刀具切削时间、切削长度、加工工件个数当刀具使用寿命超过预先设定值时,机床出现报警,在对应刀具资料库中将存储“TL”刀具寿命报警信息,但该刀具仍可继续使用,直至换用其他程序、其他刀具加工。
刀具寿命管理方式、计算方法及报警显示均可在机床参数中选择和设定,如下所示:刀具寿命管理可在下表中选择设定其中之一Machine Parameter No.9计算方法在机床参数(Machine parameter 10)中可设定刀具寿命是用加法计算还是用减法计算。
具体如下所示:以上参数一般设定为“1”产生报警/不产生报警机床参数(Parameter No.11)可用来设定在当前刀具设定使用寿命已到时是否产生报警,具体如下所示:刀具寿命管理功能在机床Tool Monitor显示屏中通过选择[TL Mode]键开启或关闭该功能。
1、设定刀具寿命设定可直接设定至机床Tool Detail显示屏中。
显示各刀具寿命使用状况和各刀具寿命设定可在机床Tool Monitor和Tool Detail显示屏中查看。
刀具寿命计算刀具寿命以刀具切削时间和刀具切削长度为计算当量时:作为规定,在主轴旋转时开始计算刀具寿命。
此外,在以下情况下不计算刀具寿命:当主轴执行以下命令而停止时:M00、M01、M02、M06、M30机床变速机床定位机床做快速定位刀具寿命以加工工件个数为计算指标:刀具寿命计算通过在M919代码程序行中之S指令设定。
若在M919代码程序行中无S指令时,则系统默认为S1。
刀具寿命管理功能说明当刀具寿命为“0”时,则在刀具状态存储区(Tool Status)出现“TL”报警,操作面板上报警灯亮,但机床加工继续。
而当标示报警指示的刀具换回到刀库中时,机床报警解除,但刀具状态存储区“TL”报警仍然存在(刀具状态参数区域可在机床“Tool Detail”显示屏中显示)。
发那科刀具寿命管理发那科刀具寿命管理是现代数控机床加工中的重要一环。
正确管理刀具寿命可以提高加工效率、降低生产成本,达到更高的加工精度和质量。
本文将围绕发那科刀具寿命管理的重要性、管理方法和指导意义展开讨论。
首先,刀具寿命管理的重要性不可忽视。
刀具寿命对加工效率和品质有直接的影响。
如果刀具寿命过短,加工频繁换刀会导致机床停机时间增加,生产效率低下;相反,如果刀具寿命过长,刀具磨损严重会影响加工质量,甚至引起工件报废。
因此,合理管理刀具寿命是提高加工效率、降低生产成本的重要手段。
其次,刀具寿命管理可以通过多种方法实施。
首先,监测刀具使用情况。
通过对刀具的切削时间、切削长度等数据进行监测,可以及时判断刀具磨损情况,合理安排刀具更换时间。
其次,定期对刀具进行维护保养。
刀具应定期清洗、涂抹刀液以减少磨损,定期检查刀具的磨损情况,并及时更换或修复磨损的刀具。
最后,选择合适的刀具材料和涂层。
不同工件材料和加工要求应选择适合的刀具材料和涂层,以提高刀具的寿命和加工质量。
最后,发那科刀具寿命管理的指导意义在于提高加工效率和品质,降低生产成本。
通过合理管理刀具寿命,可以有效减少更换刀具的次数,节省机床停机时间,提高生产效率;同时,及时更换磨损的刀具,可以保证加工质量和尺寸精度。
在选择刀具材料和涂层时,合理的选择可以提高刀具的使用寿命和耐磨性,降低刀具的使用成本。
因此,发那科刀具寿命管理在实际生产中具有重要的指导意义。
综上所述,发那科刀具寿命管理是提高加工效率、降低生产成本的重要手段。
通过监测刀具使用情况、定期维护保养和合理选择刀具材料与涂层,可以有效延长刀具的使用寿命,提高加工品质和精度。
因此,正确进行刀具寿命管理对实现高质量、高效益的加工具有重要的指导意义。
FANUC 刀具壽命管理設定說明
1.參數設定
[ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}
2.刀具壽命管理介面設定
[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }
欄位名代表意義
群刀具壽命管理使用之群組
壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組)
計數當讀到M06時,將使用中刀具所屬群組計數+1
( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來,
並於001群之計數+1)
* 此群組已經使用過刀具
@此群組使用中刀具
需交換群已達到壽命設定需換刀的群組
3. 清除
[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ CLEAR }
當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後,
將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員
之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所
設之刀號)
4. 編輯群組內容
[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ 編程 }
見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下
畫面
1用次數算
2
用時間算
隸屬於
群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 *
且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取
代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用
中刀具
群組: 001。