影响PET瓶级切片质量的因素分析-瓶盖瓶胚
- 格式:doc
- 大小:148.00 KB
- 文档页数:23

史上最全的PET瓶胚质量缺陷解决⽅法⼀、什么是PET?PET是⼀种聚酯是英⽂PolyethyleneTerephthalate 的缩写中⽂全称:聚对苯⼆甲酸⼄⼆醇酯PET原料的特性透明性卓越⾼达90%以上,表⾯光泽卓越,呈玻璃状外观。
保⾹性优越,⽓密性好。
耐化学性优异,以酸为⾸⼏乎可抗⼀切有机药品。
卫⽣性好,PDA —美国最⼤间化学化验部认可。
燃烧时不会发⽣毒⽓体。
强度特性卓越,通过双轴拉伸,各种特性可进⼀步提⾼。
⼆、为什么⽣产瓶胚前要⼲燥PET原料?1.去除PET中的⽔份因为PET具有⼀定的吸⽔性,在运输、存放、使⽤过程中都会吸收⼤量⽔份。
⾼含量的⽔份在⽣产中会加剧:- AA(Acetaldehyde)⼄醛的增加。
对饮料瓶有⽓味的影响,导致饮料变味(但对⼈体影响不⼤)- IV(IntrinsicViscosity)粘度的下降。
对饮料瓶的耐压有影响,易破裂。
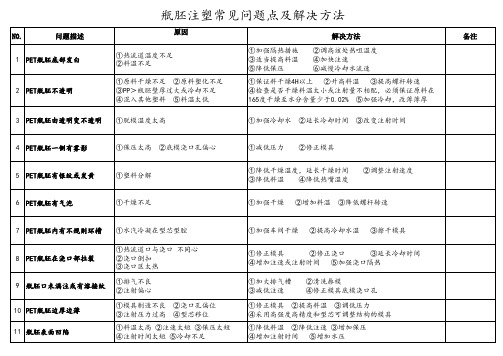
(本质是由PET⽔解性降解⽽引起)2.为PET进⼊注塑机进⾏剪切塑化做好⾼温准备三、PET的吸⽔特性原料颗粒的含⽔量通常范围在0.1- 0.3% (1000 to3000 ppm)四、PET⼲燥的要点⼲燥设定温度 165o-175oC停留时间 4-6⼩时下料⼝温度 160o C以上露点 -30oC以下⼲燥风流量 3.7m3 /h每kg/h五、⼲燥的程度⼲燥后的理想含⽔量⼤约在:10to40 ppm (+/- 10 ppm),即0.001-0.004%⼲燥过度同样会加剧:-AA(Acetaldehyde)⼄醛的增加-IV(IntrinsicViscosity)粘度的下降(本质是由PET氧化性降解⽽引起)六、如何着⼿优化⽣产周期开合模速度顶出速度取出板与顶出板的间距调整注⼝关闭阀的打开时刻注塑速度与最⾼压⼒限制的配合保压压⼒/时间同冷却时间的配合允许机械⼿进⼊的模具位置设定(周期的优化以保证模具平均温度适当的前提下)七、常见质量缺陷的原因及解决⽅法1. AA值过⾼1、原料性能有质量问题→原料进仓前检验原料的质量2、⼲燥效果不良→检查⼲燥机运⾏情况(如:露点、⼲燥温度/时间)3、炮筒加热温度太⾼→在保证质量前提下尽量将温度降低4、螺杆背压太⾼→在质量前提下将背压设为(400~600Psi)5、周期时间太长→优化周期时间(避免原料在螺杆停留时间过长)2. 瓶胚发黄1、⼲燥时间过长/温度太⾼→把已过度⼲燥的原料放出,重新抽料⼲燥2、炮筒温度过⾼→将温度降低(⼀般在瓶胚不产⽣⽩雾温度提升2~5℃)为正常温度3、模具温度过⾼→将温度降⾄合适温度(275~280℃)4、原料在螺杆停留时间过长→将炮筒⾼温的原料空注出来3. 壁厚变化率过⼤1、螺杆温度过⾼→适当调低螺杆温度2、螺杆背压过⼤→将螺杆背压调⾄合当压⼒3、注射速度太快→适当调低注射速度(⼀般注射时3.5~4 S)4、模冷却⽔温太⾼→检查冷却循环⽔温度(9~11℃ ±2℃)5、冷却时间太短→加长冷却时间(⼀般设为3~4 S)4. 表⾯擦痕(胚⾝/螺纹)1、模具有粘料→清理模具2、模具损坏→更换损坏部件或修复3、取出板吸筒损坏→更换损坏吸筒或修复4、模唇顶出位置/压⼒过⼤→将顶出位置/压⼒调⾄合适状态5、取出板位置不当→检查取出板吸筒与模唇距离位置(⼀般设为:22mm)5. IV降过⼤1、原料存放时间过长→原料做到先进先出⽅法使⽤2、⼲燥效果不良→检查⼲燥机是否正常,保养⼲燥机,检查⼲燥珠使⽤时间(⼀般2~3年更换)3、炮筒加热温度过⾼→在保证质量前提下尽量将温度降低4、螺杆背压过⼤→在质量前提下将背压,⼀般设为:400~600 Psi5、模具加热温度过⾼→降低温具加热温度,⼀般设为:280~285℃6、瓶胚存放时间过长或仓库境温度、湿度过⾼→检查仓库的湿/温度(⼀般为:70%/28以下),做好先进先出的库存⽅法7、原料本⾝性能有质量问题→通知供应商处理6. 收缩变形1、冷却时间太短→加长冷却时间(设为:3~4S)2、保压时间太短/压⼒不⾜→加长保压时间(设为:三级总和6~8S);加⼤保压压⼒(⼀级:800Psi、⼆级:700Psi、三级:600Psi)3、模具冷却⽔温偏⾼→降低⽔温(设为:9~11℃ ±2℃)4、模具循环⽔压偏低→升⾼⽔压(设为:6~7 Kg)7. 未熔融料1、螺杆加热温度过低→将温度适当提⾼2、螺杆打滑造成⽆法将原料剪切→(⼀般⽣产⾊油才有此现象)检查⾊油是否油份过⾼,更换⾊油3、螺杆背压压⼒过⼩→提⾼螺杆背压4、⼲燥温度偏低→检查螺杆进料温度是否达到要求(正常要求为160℃)8. 瓶⼝缺料1、注射量不够→加⼤注射量(注射完毕剩余位置⼀般为5~8mm)2、注射压⼒太低→提⾼注射压⼒3、注射速度太慢→加快注射速度(最佳注射时间为:3.5~4s)4、保压位置过⼤→减⼩保压位置(注射压⼒为:900~1200Psi)5、保压压⼒太⼩→增⼤保压压⼒6、模具冷却循环⽔温度过低→提⾼冷却⽔温度(设为:8~10℃)9. 长注⼝拉长注⼝1、原料⼲燥效果差→停机重新⼲燥2、热流道阀针⽓缸堵塞→保养热流道3、热流道/注嘴温度过⾼→适当把温度调低4、保压时间太短→加长保压时间5、保压压⼒太⼩→增加保压压⼒6、冷却时间太短→加长冷却时间10. 注⼝拉丝1、热流道注嘴⽆法关闭或注嘴⼝已磨损→保养热流道⽓缸或更换新注嘴2、热流道注嘴温度太⾼→降低注嘴加热温度3、⽔⼝阀延迟关闭时间过长→减⼩⽔⼝阀延迟关闭时间4、阀针控制⽓阀失灵→保养阀针控制阀11. ⽔⽓痕迹1、模具冷却⽔温太低→升⾼模具循环⽔温度2、车间环境温度过⾼或湿度过⼤造成模具结⽔珠→调低空调温度3、模具漏⽔→检查模具漏⽔原因及排除12. 底部结晶1、热流道和注嘴温度偏低→升⾼注嘴和热流道温度2、保压压⼒过⼤→减低保压压⼒第三级3、模具冷却⽔偏低或偏⾼→检查冷却⽔温是否合理再进⾏调节4、模具冷⽔通道阻塞→保养模具⽔循环通道13. 瓶⾝⽩雾1、原料⼲燥不⾜→停机把原料重新进⾏⼲燥2、螺杆加热温度过低→提⾼螺杆加热温度3、螺杆打滑→(⼀般⽣产⾊油胚才出现)将炮筒温度增⾼4、背压过低→提⾼背压压⼒14. 瓶胚⿊点/污染1、原料受污染或本⾝存在杂质→把有杂质的原料放出来(抽料员要时刻注意原料是否受到污染)2、⼲燥时原料受到污染→把有质量问题的原料放出来3、炮筒温度/热流道/注嘴温度太⾼→将温度降到适当温度4、⽣产环境或设备清洁卫⽣太差→保持车间和设备的清洁卫⽣5、瓶胚在仓库存放受污染→保持仓库环境卫⽣和包装物完好15. 飞边1、模唇、模芯座、模腔损坏→更换或修复损坏部件2、注射压⼒过⼤→减⼩注射压⼒3、保压压⼒过⼤→减⼩保压压⼒或保压位置4、加热温度过⾼→降低加热温度5、锁模压⼒太低→增加锁模压⼒(⼀般为:200~230Psi)6、原料在加热段停留时间过长→把⽣产周期缩短16. 瓶底剥⽪1、注嘴温度百份⽐太⾼或太低→判段注嘴温度调⾄适中2、注嘴⼝磨损→更换新的注嘴和新注嘴隔热套3、热流道阀针变形或磨损→更换新的阀针4、保压压⼒第三级过⼤→减低保压压⼒17. 瓶底内部收缩1、模芯冷却管道⽔垢或铁锈过多→清理模芯冷却通道2、模芯运⽔管松脱→拆模从新加紧运⽔管3、⽔压不⾜→升⾼⽔太(⼀般为:6 ~ 7 bar)4、⽔温太⾼→调节冷⽔机⼊⽔温度18. 焦痕1、注嘴温度太⾼→减低注嘴加热百份⽐2、注嘴隔热套⽼化→更换新注嘴隔热套3、模腔底冷却⽔通道阻塞→拆模清理模腔底4、⽔压不⾜→增加⽔压5、⽔温太⾼→降低⽔温19. 鱼刺状条纹1、模具热流道温度太⾼→把热流道温度降低2、模具注嘴加热温度太⾼→降低注嘴温度3、模具注嘴隔热套⽼化→更换注嘴隔热套4、注嘴阀针活动不顺→保养热流道或更换阀针20. 注⼝针孔1、模具注嘴温度过⾼→把注嘴温度降低2、抽胶位置太⼩→适当调⼤抽胶位置3、模具热流道温度过⾼→调低热流道温度4、原料⼲燥效果差→停机从新⼲燥(约2~3 ⼩时)5、注射速度太快→减慢注射速度6、保压压⼒和时间太⼩→加长保压压⼒和时间21. 胚底缩⽔1、注射量不够→加⼤注射量(剩余位置为:5~8mm)2、保压位置太⼤→调⼤保压压⼒3、冷却⽔温过⾼→降低冷却⽔温4、冷却时间太短→加长冷却时间5、保压压⼒太⼩→加⼤保压压⼒。
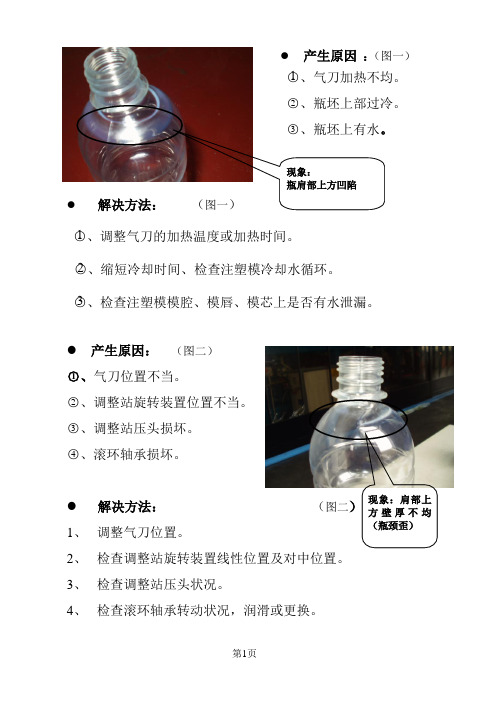
● 产生原因 :(图一)○1、气刀加热不均。
○2、瓶坯上部过冷。
○3、瓶坯上有水。
● 解决方法: (图一)○1、调整气刀的加热温度或加热时间。
○2、缩短冷却时间、检查注塑模冷却水循环。
○3、检查注塑模模腔、模唇、模芯上是否有水泄漏。
● 产生原因: (图二)○1、气刀位置不当。
○2、调整站旋转装置位置不当。
○3、调整站压头损坏。
○4、滚环轴承损坏。
● 解决方法: (图二) 1、 调整气刀位置。
2、 检查调整站旋转装置线性位置及对中位置。
3、 检查调整站压头状况。
4、 检查滚环轴承转动状况,润滑或更换。
现象:瓶肩部上方凹陷现象:肩部上方壁厚不均(瓶颈歪)● 产生原因 :(图三)○1、 熔化设定温度过低。
○2、 注嘴温度过低 ○3 、 瓶坯下部冷却不完全。
(图三)●解决方法:1、 提高熔化设定温度。
2、 提高注嘴设定温度,检查注嘴加热装置。
3、 检查冷却水循环及温度 、检查冷却时间或保压时间。
● 产生原因:(图四)○1、注嘴温度过低。
○2、冷却水水温过高。
○3、熔化设定温度过低。
○4、注塑模芯及模腔冷却不完全。
● 解决方法1、 提高注嘴设定温度,检查注嘴加热装置。
(图四)2、 检查冷却水循环及温度 。
3、 熔化设定温度过低。
4、 检查注塑模芯和模腔的冷却水循环。
注塑点结晶连续的不透明的结晶条纹(图五)● 产生原因 : (图五)○1、原料降解。
○2、热流道温度过高。
○3、熔料温度不高。
○4、注嘴温度过高。
● 解决方法: ○1、检查原料干燥时间。
○2、调整热流道温度的设定值。
○3、检查所有区域的熔料温度是否恰当。
○4、调整注嘴的温度。
(图六)● 产生原因 :(图六)○1、注射及保压时间过短。
○2、注射压力不足。
○3、熔料温度过高。
○4、注射过慢。
○5、模唇内气体排出不畅或模唇内有降解的原料。
○6、注射器装料不足。
○7、针阀运动工作气压太低或针阀运动过慢。
● 解决方法:○1、延长注射及保压时间。

瓶坯常见异常原因分析报告瓶坯常见异常原因分析报告摘要: 瓶坯是瓶子的半成品,常见的异常包括外观缺陷(如凹痕、气泡、磨损等)、尺寸不良和材质问题。
本文将分析瓶坯常见异常的原因,包括生产工艺问题、原材料问题和设备问题等。
一、生产工艺问题1. 注射工艺不当:瓶坯一般是通过注射成型而成,如果注射的温度、压力和速度等参数不合适,容易造成瓶坯表面凸起、缺陷纹路等问题。
此外,注射模具的设计和加工精度也会影响瓶坯的质量。
2. 降温处理不当:瓶坯在注射成型后需要进行降温处理,如果降温温度、时间和速度等参数不合理,会导致瓶坯表面出现气泡、热裂等问题。
3. 吹瓶工艺不良:瓶坯在注射成型后需要进行吹塑工艺,如果吹瓶的温度、气压和模具的合适度不当,容易导致瓶坯外观不良、尺寸不稳定等问题。
二、原材料问题1. 原材料质量不过关:瓶坯常用的原材料为PET、PP等塑料,如果原材料质量不过关,含有杂质、水分过高或者掺假掺杂等,会直接影响瓶坯的质量。
2. 原材料配比不合理:瓶坯的制作需要对原材料进行混合和熔化,如果配比不合理,如熔体流动性不好、熔点过低等问题,会造成瓶坯质量不稳定。
三、设备问题1. 设备老化或损坏:生产瓶坯需要使用注射机、模具、冷却器等设备,如果设备老化或者损坏,会导致参数控制不稳定,直接影响到瓶坯的质量。
2. 设备操作不当:瓶坯生产的设备需要由专业操作人员进行操作,如果操作不当,例如温度设置不合理、清洁不彻底等问题,会导致瓶坯质量下降。
四、其他因素1. 环境因素:瓶坯生产过程中的温度、湿度和清洁度等环境因素对瓶坯的质量有一定影响,如温度过高容易导致瓶坯热变形,湿度过大容易导致材料吸湿,清洁度不好容易导致表面缺陷。
2. 人为因素:操作人员的技术水平和操作规范性也会影响到瓶坯的质量,如工人技术不过关、操作规范不强等,容易造成瓶坯质量问题。
综上所述,瓶坯常见的异常原因主要涉及生产工艺问题、原材料问题、设备问题以及环境和人为因素。
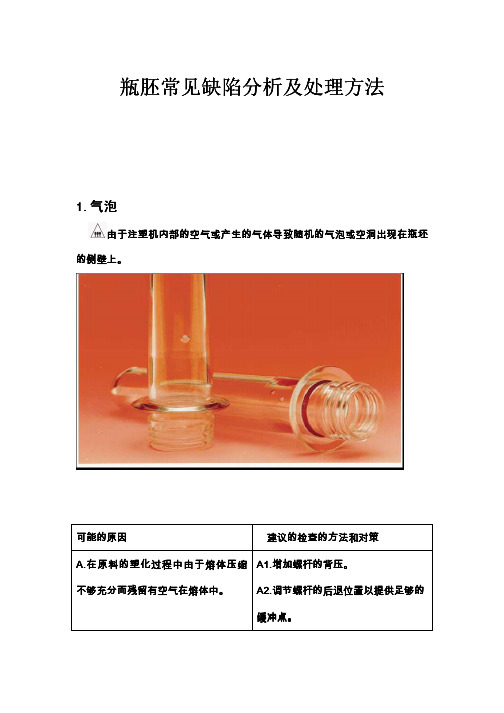
瓶胚常见缺陷分析及处理方法1.1.气泡气泡气泡由于注塑机内部的空气或产生的气体导致随机的气泡或空洞出现在瓶坯的侧壁上的侧壁上。
可能的原因可能的原因 建议的检查的方法和对策建议的检查的方法和对策A.A.在原料的塑化过程中由于熔体压缩在原料的塑化过程中由于熔体压缩不够充分而残留有空气在熔体中不够充分而残留有空气在熔体中。
A1A1..增加螺杆的背压增加螺杆的背压。
A2A2..调节螺杆的后退位置以提供足够的调节螺杆的后退位置以提供足够的 缓冲点缓冲点。
A3A3..检查在挤出机的下料口是否有塑料架桥现象架桥现象,,如果有必需清除并降低料筒进料段的温度进料段的温度。
B.B.因过量的减压而吸入空气因过量的减压而吸入空气因过量的减压而吸入空气。
B1.1.通过减小螺杆的后退距离或者后退通过减小螺杆的后退距离或者后退停留时间来减少降压停留时间来减少降压。
C.进料段温度过高而使进料段温度过高而使原料过早的熔原料过早的熔化。
C1.C1.降低进料段的温度降低进料段的温度降低进料段的温度。
2.2.凹痕凹痕凹痕凹痕是因热收缩在瓶坯的内表面或外表面形成的原料凹陷现象凹痕是因热收缩在瓶坯的内表面或外表面形成的原料凹陷现象。
凹痕通常出现在瓶坯的厚壁部份和壁厚变化的地方出现在瓶坯的厚壁部份和壁厚变化的地方。
可能的原因可能的原因 建议的检查的方法和对策建议的检查的方法和对策A.A.原料的注射量不足原料的注射量不足原料的注射量不足。
A1A1..增加注射量增加注射量。
A2A2..减小注射转换位置减小注射转换位置。
B.B.补偿收缩而进行的压实不够充分补偿收缩而进行的压实不够充分补偿收缩而进行的压实不够充分。
B 1.1.增加保压压力增加保压压力增加保压压力。
B 2.2.增加保压时间增加保压时间增加保压时间。
C .过高的熔化温度引起的过收缩过高的熔化温度引起的过收缩。
C1.C1.降低机器的加热温度降低机器的加热温度降低机器的加热温度。
C2.C2.降低模具的加热温度降低模具的加热温度降低模具的加热温度。
影响PET瓶级切片质量的重要因素分析仪化股份公司涤纶一厂仝凤芹摘要本文从不同生产线、基础切片和工艺条件三个方面分析了影响PET瓶级切片性能的因素。
通过优化工艺参数和调整基础切片的配方来满足市场要求,为提高瓶级切片的质量做了进一步的探讨。
关键词:SSP;PET;聚酯;瓶级切片0 前言PET,是当今应用最为广泛的饮料包装材料。
由于PET可以方便地通过快速冷却的方法得到基本处于非晶态、高透明、易拉伸的PET制品,所以作为包装材料时PET既可制成双向拉伸包装膜,又可由非晶态瓶坯得到高强度、高透明的拉伸吹塑瓶,还可以直接挤出或吹塑成非拉伸PET 瓶源中空容器。
PET中空容器尤其是拉伸吹塑瓶,充分发挥了PET性能,对内容物有良好的展示效果,性能和成本与其他中空容器相抗衡。
因此PET作包装材料时基本上都是采用拉伸吹塑成型的,其中应用最多的是几十毫升到2升的小型瓶,也有容量30升的大瓶。
自上个世纪80年代初期,由于它质量轻,成形容易,价格低廉易于大规模生产,自问世后便以不可阻挡的势头迅猛发展。
短短20年左右的时间便发展成为全球最主要的饮料包装形式。
它不仅广泛用于碳酸饮料、瓶装水、调味品、化妆品、白酒、干果糖果等产品的包装,而且经过特殊处理的热灌装瓶还可用于果汁和茶饮料的包装。
用最先进工艺处理的PET 啤酒瓶也正在进入市场,无菌灌装PET 瓶也在紧锣密鼓地发展。
可以说,技术进步正为PET 瓶不断拓展着应用领域,它不仅继续扩充在饮用水和碳酸饮料等方面的传统市场,而且正在向啤酒等玻璃和铝罐包装的最后阵地发起冲击。
1 连续固相缩聚生产线基本情况和反应原理仪化公司有两套连续式固相缩聚生产线,一套是SINCO的(简称10R 线),一套是BUHLER的(简称S2线) ,这两套装置的设备及工艺流程如下所述。
1.1 10R线主要设备包括预结晶器、结晶器、反应器、冷却器。
另外还有一套氮气净化系统(NPU,SINCO的专利) 以除去氮气系统的水分、碳氢化合物以及一些小分子副产物,保证氮气的纯度,并且补加少量的纯氮,氮气循环使用以降低其消耗。
流程见附图1。
所有的加热介质和冷却介质都是氮气,可以减少副反应的发生。
1.2 S2线主要设备包括预结晶器、结晶器、预热器、反应器、冷却器。
另外也有一套氮气净化系统。
以热空气为加热介质的是预结晶器、结晶器,其余的加热介质是氮气。
流程见附图2。
1.3 反应原理1.3.1 生产工艺简述PET瓶级切片的生产过程主要分两大部分,第一部分是基础切片的生产,即聚酯生产。
仪化公司采用直接酯化法,生产瓶级基础切片的工艺过程与生产常规切片基本相同,同时为了满足瓶级切片一些性能而加入了第三单体IPA和一些添加剂。
第二部分是基础切片的固相增粘,目前主要的有三种不同的工艺:SINCO、BUHLER、BEPEX工艺,我公司采用的是SINCO和BUHLER工艺。
1.3.2 主要反应反应方程式如下:聚酯反应:固相缩聚反应:主反应:1.酯交换:PET-COO-CH2-CH2-OH + HO-CH2-CH2-OOC-PET →(1) K1PET-COO-CH2-CH2-OOC-PET + HO-CH2-CH2-OH 2.酯化:PET-COOH + HO-CH2-CH2-OOC-PET →(2) K2PET-COO-CH2-CH2-OOC-PET + H2O可能发生的副反应:1∙PET链降解PET-COO-CH2-CH2OOC-PET →(4) K4PET-COOH + CH2=CH-OOC-PET2∙与乙烯基的缩聚反应PET-COO-CH=CH2 + HO-CH2-CH2-OOC-PET →(3) K3PET-COO-CH2-CH2-OOC-PET + CH3CHO乙醛的生成反应PET-COO-CH=CH2 + HOOC-PET →K6K5(5)PET-COO-CH-OOC-PET+ CH3 →(6) K7PET-CO-O-OC-PET + CH3CHO3∙羟基的降解PET-CH2-CH2-OH →PET-COOH + CH3CHO(8) K82 原料及产品测试2.1基础切片和成品切片的质量指标表1 原料和成品的合同指标Tab.1 contract value for basic chips and final products指标范围指标单位基础切片成品切片特性粘度dg/l 0.620±0.015 0.870±0.015 二甘醇含量wt.% [1.5 [1.5IP A % [2.5 1.80±0.2%端羧基mol/t [40 20±5乙醛mg/kg [200 [1.0水份% 0.4 [0.5色值b / -3~-4 /b增幅/ / [2.5色值L / 〈80 〈8220粒重Mg 350±10% /2.2 测试方法特性粘度:乌氏粘度计色值:色差仪乙醛含量:气相色普法二甘醇:气相色谱IPA:气相色谱熔点:DSC结晶度:密度梯度法端羧基:滴定法3 结果与讨论3.1不同生产线引起的产品性能差异从表2可以看出,在原料切片和产量固定的情况下,10R线的增粘幅度大于S2线,这主要是由两个系统本身造成的。
在满足条件的最大负荷生产时,10R线的反应速度快于S2线,在原料相同的情况下,主要是系统自身的原因。
影响反应速度的因素很多,从热力学和动力学以及外在动力来看,大概有三个方面的因素,即反应温度、小分子的除去速度、外在动力——催化剂的催化。
S2线反应器温度偏低,而且没有保温层,虽然有预热器的增粘,但是从整体上影响了反应速度,相对来说,SINCO工艺,反应器温度较高,而且物料在较高的温度下停留时间相对较长,所以反应速度要快于S2线。
对于高分子的聚合反应,总的聚合速率常数k与温度T(K)的关系遵循Arrhenius方程式[1]:k=Ae-E/RT由于式中缩聚活化能为正值[2],表明温度升高,速率常数增大。
表2 两条生产线产品的性能指标对比Tab.2 contrasting for products feature value of two different production lines原料成品(10R线) 成品(S2线)特性粘度(dg/l) 0.619 0.872 0.865粘度增值(dl/g) / 0.253 0.246B值-3.92 -0.83 -0.8L值83.63 91.75 92.17乙醛含量(mg/kg) 150 0.9 0.5二甘醇(%) 1.09 1.21 1.21端羧基(mol/t) 30 20.1 20.5IP A(%) 1.8 1.8 1.8生产负荷(t/d) / 81 81注:(1)b是切片黄色指数,色值根据国际标准系统CIE-L*,a*,b*来测量。
测得的三个值分别表示明度(L*),绿/红指数(a*),兰/黄指数(b*),表示颜色测量系统的三维坐标。
(2)以上数据均为30个数据的平均值。
(3)原料是二厂提供的基础切片。
3.2非生产线不同引起的产品性能差异3.2.1 原料切片的性质对产品性能的影响原料切片的质量是决定成品质量的关键,因此基础切片的各项指标是影响成品的重要因素。
3.2.1.1原料切片粘度的增值表3 不同原料切片生产的产品性能对比Tab.3 contrasting for products feature of the different basic chips原料B 成品B(S2线) 原料A 成品A(S2线) 特性粘度(dg/l) 0.627 0.873 0.619 0.865催化剂含量(ppm)280 / 190 /粘度增值/ 0.246 / 0.246端羧基(mol/t) 31.3 20.6 28 20.5B值-2.48 -0.13 -3.92 -0.8生产负荷(t/d) / 90.9 / 83注:(1)b是切片黄色指数,色值根据国际标准系统CIE-L*,a*,b*来测量。
测得的三个值分别表示明度(L*),绿/红指数(a*),兰/黄指数(b*),表示颜色测量系统的三维坐标。
(2)以上数据均为30个数据的平均值。
(3)原料A是二厂提供的基础切片,原料B是四厂的基础切片。
(4) 产品A和产品B的生产工艺条件相同。
在产量一定的情况下,基础切片粘度的增值决定产品的最终粘度,因为市场对粘度的要求很高,所以要想提高产量,并且能满足市场要求,必须尽量提高基础切片的增粘速度。
造成这种增粘速度差异的因素很多,通过多天生产积累,两种基础切片的质量指标中差别比较大的是二者的b值端羧基含量和基础切片中催化剂St+ 的含量。
端羧基含量对固相缩聚以及产品的影响见 3.2.1.4。
当然,影响固相增粘速率的因素非常的复杂,还要在生产中不断地总结经验。
3.2.1.1 原料切片的外形尺寸酯交换反应(1)和酯化反应(2)都是可逆反应,为了使平衡向正反应方向移动,必须及时排除挥发性的小分子产物。
固相缩聚产生的小分子副产物离开切片有两个过程,即小分子副产物从切片内部向表面扩散的过程和从切片表面向外扩散的过程。
其中,从切片表面向外扩散速率与氮气温度及流量有关,相对来讲,在SSP生产中,在相对高的温度和流量下,小分子产物在切片内部的扩散速度比从切片表面向外扩散要慢得多,所以为了尽量脱出小分子产物,工艺上要求切片在反应器中的停留时间要长。
由于小分子产物在小颗粒内的扩散路程比在大颗粒内短,所以容易排除,且样品颗粒小,颗粒的总表面积增大,热传递速率增大,反应速率也加快。
因此在一定的范围内,PET固相缩聚的反应速度与原料切片的颗粒大小成反比。
但是,如果颗粒过于细小,容易产生粘结,反而影响了反应速率。
此外,颗粒的形状也会影响反应速率。
颗粒形状不规则,也容易发生粘结。
因此,对基础切片的切粒要求很高,不能有异状切片进入固相缩聚系统。
3.2.1.2 原料切片的色值从表1可以看出,原料切片的色值直接决定了成品切片的色值大小。
影响基础切片色值的因素很多。
色泽是最直观的反应切片质量的指标,其测量是根据色谱学与光度学原理及国际照明委员会计量标准,通常用亨特(L,a,b)法的色差计进行测量,L表示白度、亮度;a是绿/红色指数;b 是黄色指数。
影响基础切片色泽的因素很多,主要是由原料质量、添加剂种类及含量、生产工艺、生产过程控制及产品质量的差异引起的[3]。
目前,从工艺上比较直接的控制方法是在工艺稳定和原辅材料质量良好的情况下改变红度剂和兰度剂的加入量可以适当的改变切片的b值。
影响成品切片色值的因素更加复杂,但是瓶级切片对产品的色值要求很高,所以要根据用户的要求,及时地调整工艺来满足需要。
3.2.1.3 IPA和DEG含量成品切片中IPA和DEG含量的大小是在基础切片的生产中控制的,固相增粘的过程中二者含量基本不变。