最新5W1E培训资料word版本
- 格式:ppt
- 大小:394.50 KB
- 文档页数:7
5W1H分析法5W1H分析法(FiveWs and o ne H)也称六何分析法)什么是5W1H分析法?5W1H分析法也称六何分析法,是一种思考方法,也可以说是一种创造技法。
是对选定的项目、工序或操作,都要从原因(WHY)、对象(WHAT)、地点(W HERE)、时间(W HEN)、人员(WH O)、方法(HOW)等六个方面提出问题进行思考。
这种看似很可笑、很天真的问话和思考办法,可使思考的内容深化、科学化。
具体见下表:表:5W1H分析法对象公司生产什么产品?车间生产什么零配件?为什么要生产这个产品?能不能生产别的?我到底应该生产什么?例如如果现在这个产品不挣钱,换个利润高场所生产是在哪里干的?为什么偏偏要在这个地方干?换个地方行不行?到底应该在什么地方干?这是选择工作场所应该考虑的。
时间和程序例如现在这个工序或者零部件是在什么时候干的?为什么要在这个时候干?能不能在其他时候干?把后工序提到前面行不行?到底应该在什么时间干?人员现在这个事情是谁在干?为什么要让他干?如果他既不负责任,脾气又很大,是不是可以换个人?有时候换一个人,整个生产就有起色了。
手段手段也就是工艺方法,例如,现在我们是怎样干的?为什么用这种方法来干?有没有别的方法可以干?到底应该怎么干?有时候方法一改,全局就会改变。
5W1H分析法分析的四种技巧取消就是看现场能不能排除某道工序,如果可以就取消这道工序。
合并就是看能不能把几道工序合并,尤其在流水线生产上合并的技巧能立竿见影地改善并提高效率。
改变如上所述,改变一下顺序,改变一下工艺就能提高效率。
简化将复杂的工艺变得简单一点,也能提高效率。
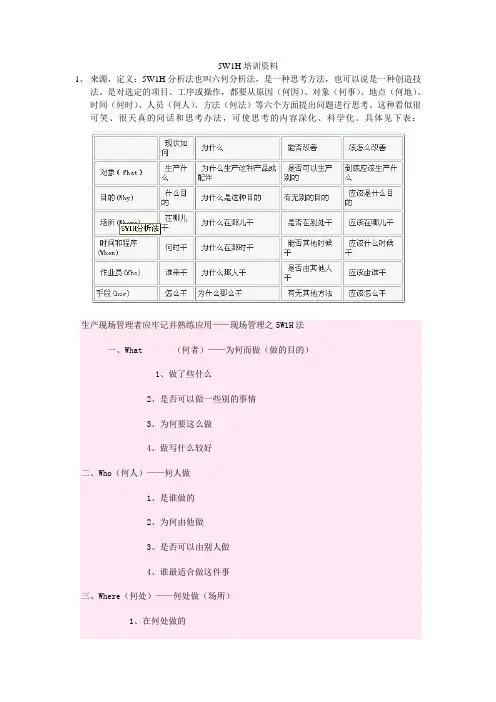
5W1H培训资料1、来源,定义:5W1H分析法也叫六何分析法,是一种思考方法,也可以说是一种创造技法。
是对选定的项目、工序或操作,都要从原因(何因)、对象(何事)、地点(何地)、时间(何时)、人员(何人)、方法(何法)等六个方面提出问题进行思考。
这种看似很可笑、很天真的问话和思考办法,可使思考的内容深化、科学化。
具体见下表:生产现场管理者应牢记并熟练应用——现场管理之5W1H法一、What (何者)——为何而做(做的目的)1、做了些什么2、是否可以做一些别的事情3、为何要这么做4、做写什么较好二、Who(何人)——何人做1、是谁做的2、为何由他做3、是否可以由别人做4、谁最适合做这件事三、Where(何处)——何处做(场所)1、在何处做的2、为何要在该处做3、在别处做生产效率是否会更高4、在何处做最适合四、Why (为何)——为何如此做1、为何这么做2、为什么要用现行机械3、为何在此处进行此项工作4、为何要依现行次序进行5、为何要做成这个样子五、When(何时)——何时做的、何时开始做1、在何时做的2、为何要在当时做3、改在别时候做是否更有利4、在何时做最好六、How(如何)——如何做(工作方法)1、如何做的2、为何要采取这种方法做3、是否有别的方法做4、那种方法更适合当发生不良时的处理方法一,处理不良品的要决工厂在生产过程中出现不良品时,不是以补漏的方式去处理,而是以防漏的心态去解决问题。
这样在生产过程中才能顺畅,也才能防止不良现象的重复发生。
二,补漏——要不得的做法产品到了最后,无论是谁一发现问题,就是立即找到负责人修补。
并未立即找到产生不良的原因与改进对策“予以改善”,以至于到了包装的产品不能及时包装。
后面出现“推、拖”的现象。
再由于可旧问题还没解决,不断重复发生。
而在其中又可能会产生新问题,造成越补越漏,越修越烂的解决方式。
各种工作转移到层出不穷的补漏作业中,而没有时间去做后面的产品及应该去做的工作中。


5W1H培训课件引言5W1H分析法,即对选定的项目、工序或者操作,都要从原因(何因Why)、对象(何事What)、地点(何地Where)、时间(何时When)、人员(何人Who)、方法(何法How)等六个方面提出问题进行思考。
该方法因其简洁、明了、易记、易用,被广泛应用于企业管理和培训中,有助于提高工作效率和决策质量。
本文档将详细介绍5W1H分析法,并提供相应的培训课件。
1.5W1H分析法概述1.1定义5W1H分析法,即对选定的项目、工序或者操作,都要从原因(何因Why)、对象(何事What)、地点(何地Where)、时间(何时When)、人员(何人Who)、方法(何法How)等六个方面提出问题进行思考。
1.2作用5W1H分析法有助于提高工作效率和决策质量,它可以帮助我们全面、深入地了解问题,从而制定出更加科学、合理的解决方案。
1.3应用范围5W1H分析法广泛应用于企业管理和培训中,如项目管理、流程优化、问题解决、决策制定等。
2.5W1H分析法的具体内容2.1Why(何因)Why,即原因,主要是指为什么要进行这个项目、工序或者操作。
回答这个问题,可以帮助我们明确目标,确保我们的工作是有意义的。
2.2What(何事)What,即对象,主要是指我们要做什么。
回答这个问题,可以帮助我们明确任务,确保我们的工作是有针对性的。
2.3Where(何地)Where,即地点,主要是指我们在哪里进行这个项目、工序或者操作。
回答这个问题,可以帮助我们明确环境,确保我们的工作是有条件的。
2.4When(何时)When,即时间,主要是指我们什么时候进行这个项目、工序或者操作。
回答这个问题,可以帮助我们明确进度,确保我们的工作是有计划的。
2.5Who(何人)Who,即人员,主要是指谁来进行这个项目、工序或者操作。
回答这个问题,可以帮助我们明确责任,确保我们的工作是有组织的。
2.6How(何法)How,即方法,主要是指我们如何进行这个项目、工序或者操作。
最新5W1E培训资料word版本在当今复杂多变的工作环境中,掌握有效的问题分析与解决方法至关重要。
5W1E 分析法作为一种实用的工具,能够帮助我们全面、系统地理解和解决问题。
接下来,让我们一起深入了解 5W1E 分析法。
一、什么是 5W1E5W1E 分别指的是:What(是什么,做什么工作)、Why(为什么要去做)、Who(谁,由谁去做)、Where(何处,在哪里做)、When(何时,什么时间做)以及 How(怎么做,方法是什么)。
这种分析法起源于工业生产管理领域,但随着时间的推移,其应用范围已经广泛扩展到各个行业和领域。
无论是企业管理、项目管理、质量控制,还是日常生活中的问题解决,5W1E 都能发挥重要作用。
二、5W1E 的具体内容1、 What(是什么)首先要明确问题或任务的具体内容。
例如,如果我们遇到产品质量不合格的问题,那么“不合格的产品”就是 What。
清晰地定义 What 有助于我们确定问题的边界和范围,避免在解决问题的过程中偏离主题。
2、 Why(为什么)探究问题产生的原因。
还是以产品质量不合格为例,可能是原材料不合格、生产工艺有缺陷、设备老化等等。
通过深入分析 Why,我们能够找到问题的根源,从而采取针对性的措施。
3、 Who(谁)确定问题的相关人员。
谁负责生产、谁负责检验、谁负责管理等等。
明确 Who 能够帮助我们分清责任,也有利于在解决问题时协调各方资源。
4、 Where(何处)了解问题发生的地点。
是在生产线上的某个环节、仓库储存过程中,还是在运输途中。
清楚 Where 有助于我们锁定问题发生的具体环境,为进一步分析问题提供线索。
5、 When(何时)确定问题发生的时间。
是在白天的某个时间段、晚上、周末,还是在特定的季节。
知道 When 可以帮助我们排查与时间相关的因素,比如不同时间段的工作强度、季节变化对原材料的影响等。
6、 How(怎么做)思考解决问题的方法和措施。
针对前面分析的结果,制定具体的解决方案。



FMEA 第五版潜在失效模式与后果分析Potential Failure Mode and Effects Analysis产品质量策划进度图表改变提出/批准 项目批准 样件 试生产 生产策划产品设计和开发过程设计和开发产品与过程确认生产反馈、评定和纠正措施策划反馈、评定和纠正措施计划和确定项目产品设计和开发项目验证过程设计和开发验证产品与过程确认五大质量工具的定位1.统计过程控制(SPC ,Statistical Process Control );2.测量系统分析(MSA ,Measurement System Analyse );3.失效模式和效果分析(FMEA ,Failure Mode & Effect Analyse );4.产品质量先期策划(APQP ,Advanced Product Quality Planning );5.生产件批准程序(PPAP ,Production Part Approval Process )FMEA 定位APQP 计划确定项目产品设计和开发验证过程设计和开发验证产品和过程确认反馈评定纠正预防PPAPPMEA 、MSA 、SPC (将整个过程形成文件、注重设计)目 录•C o n t e n t s01 02 0304 05•墨菲定律:所有可能出错的地方都将会出错!那么,在产品制造之前我们都担心一些什么呢?•FMEA :将问题扼杀在摇篮之中。
对于可能存在的风险,“差不多”先生觉得可以一笔带过,而“零缺陷”先生觉得要不断分析其中的根本原因,然后找到解决对策;FMEA 就是由第二类人提出和优化,并且在这几十年的不断迭代中,已经逐渐变为一种考虑问题的思考方式。
问题总数项目策划项目实施验收使用优质企业问题总数项目策划项目实施验收使用劣质企业何谓失效失效的表现形式失效模式•在规定条件下(环境、操作、时间)不能完成既定功能;•在规定条件下,产品参数值不能维持在规定的上下限之间;•产品在工作范围内,导致零组件的破裂、断裂、卡死等损坏现象。
质量价值观“五个一”培训资料前言:企业的发展,单靠先进的技术和设备是远远不够的,必须有一个团结、和谐、向上的员工群体,企业的生产要素才能有效的发挥作用。
因此,现代企业的质量管理应当与企业的文化建设相结合起来。
要在企业中营造一个良好的质量管理环境,创造一个优良的质量文化氛围,为实现企业质量发展目标而自觉遵循的一些共同的价值观和信念,提高全员的质量意识。
虽然基础管理工作逐年在完善、在加强,但产品质量却提高不明显。
这多是因为由上而下的强制性贯彻、实施,少部分人了解,员工并不清楚,员工被动执行。
没有建立基于本企业与时俱进的、非常脚踏实地、操作性非常强的、简单明了的质量管理理念、价值观,并坚持持久的培训教育来改变员工的心智和建立全员共同遵循的价值观(企业文化的核心),营造一个良好的质量管理环境,创造一个优良的质量文化氛围,以增强全员的质量意识、增强员工对严肃、严格质量管理的承受心理适应的基础条件,所以都不能坚持持久或有效运作、执行。
这些也是我们管理者往往意识不到,意识到了也不愿做、也很难做的一项工作。
所以究其原因就是缺少质量文化最核心的、最为有效的精神层东西,缺少对员工心智的改变,态度和传统习惯的改变,没有激起员工积极参与提高质量的主动性、自觉性的质量文化。
管理问题实际上就是人的问题,人的问题实际上就是思想问题、素质问题,治标不治本,就不能从根本上解决问题。
创建企业质量文化必须紧紧抓住精神层的内容,而精神层建设的关键是心智的改变,态度和传统习惯的改变。
质量是政策和文化的结果。
只有改变员工的心智与价值观念,树立楷模与角色典范,才能使质量改进成为公司文化的一部分。
用文化管理企业是高境界的,它是在潜移默化中不断地引导着执行结果,这就是动力式管理,而不是较为初级的压力式管理。
管理学家比得·圣吉曾意味深长的指出,“一个缺少全体衷心共有的目标、价值观和使命的组织,必定难成大器”。
而“有了衷心渴望实现的目标,大家会努力学习、追求卓越,不是他们被要求这样做,而是衷心想要如此”。
生产现场“5S”管理法及办公室“5W+1H”目标管理法培训方案一、时间:2007.11.10日12:00~16;00(初定)二、地点:办公室三、主讲:陈德忠四、参加人员:张雨松、范纳、朱进财、薛文敏、及办公室全员五、“5S”概述第二次世界大战几乎使“太平洋巨鲨”的经济崩溃,但大和民族永不言败、脚踏实地、创新求实的传统和精神,激励着日本的企业孜孜不倦地去探求民族复兴之路和企业成功之道。
针对当时日本企业普遍存在的“采购计划严重滞后、原材料/另部件错发、误用现象较多”等问题,丰田公司运用《因果分析图》分析发现:原材料/另部件、合格品与不合格品堆放混乱是造成错发/误用和工效低下的主要因素;加之,堆码不整且无标准,这就给数量清点带来很大困难。
为此,他们有的放矢,将“整理”、“整顿”(2S)作为生产现场管理的重点来抓,效果明显。
很显然,这就是“5S”的雏型。
伴随着丰田公司现场“2S”管理的成功,其他企业争相效仿并效果较好。
可一段时间后,日立电子发现,尽管他们的“2S”开展的相当不错,但质量问题却还是频繁发生,生产成本的上升致使企业的市场竞争力下降,特别是对东南亚诸国的销售量更是呈直线下降趋势。
为尽快提升企业竞争能力,日立公司不惜重金聘请管理专家进行现场诊断。
专家们认为:糟糕的现场环境不仅直接影响产品质量,还间接影响到员工的情绪,致使质量问题增多;而设备/设施“带病”、“带伤”作业以及“跑、冒、滴、漏”则是污染环境、成本增加的主要因素。
如此以来,产品的性价比无疑下降,企业的市场竞争力自然下降。
为此,日立公司对现场管理的内容进行了扩展。
在“2S”的基础上增加了“清扫”、“清洁”。
后来又增加了“员工素养”并大力推行,效果十分明显。
同时,管理专家发现“整理”、“整顿”、“清扫”、“清洁”和“素养”五个要素希腊语拼写的第一个字母均为“S”。
故将现场管理简称为“5S”管理法。
随着科技的进步,时代的发展,“5S”的内涵与内容也随之不断扩展、延伸和增加。