水泥粉磨工艺概述(PPT 29页)
- 格式:ppt
- 大小:768.00 KB
- 文档页数:29

水泥粉磨生产线生产工艺流程简介水泥是建筑材料中的重要组成部分之一,其主要原料是石灰、硅酸盐和铝酸盐等。
在生产水泥的过程中,水泥粉磨生产线是一个非常重要的生产过程。
水泥粉磨生产线的定义水泥粉磨生产线是指对水泥球磨机进行改造和升级,从而形成的一整套自动化生产流程,该生产线通过对原材料进行研磨、加热和烧结等一系列工序,使其转化为完成度较高的水泥制品。
水泥粉磨生产线的工艺流程水泥生产线的工艺流程非常复杂,一般可分为原材料的破碎、混合、过渡、烧结和磨粉五个主要过程。
在其中,水泥粉磨过程是整个生产线的最后一项过程,也是制造出优质水泥的最后一道关键工序。
具体来说,水泥粉磨生产线的工艺流程如下:1.原材料进料,包括石灰、硅酸盐、铝酸盐等;2.原材料的分类和破碎,使其悬浮在煤磨中;3.煤磨过程,煤磨设备通过定量进料和水泥品质的反馈控制,研磨出设定及品质规格的煤粉;4.过渡库,将经过煤磨装置研磨的煤粉输送到过渡库;5.均化储备库,通过输送管道将煤粉输送到均化储备库;6.降温机,对热风高温进行降温处理;7.烤粉窑颈口,将原料送到烤粉窑颈口进进行烤粉;8.磨煤机,对冷却后的水泥原料进行细磨,最终制成水泥粉。
水泥粉磨生产线的优势与传统的水泥生产线相比,水泥粉磨生产线具有以下优势:1.生产效率高。
采用自动化控制方式,自动化程度高,生产效率高。
2.能耗低。
水泥粉磨生产线采用现代节能技术,整条生产线的耗电量与传统生产线相比减少了20% ~ 30%。
3.质量可靠。
煤磨装置在生产过程中能够自动化控制,能够稳定地生产出符合规格的产品。
4.环保节能。
生产线的各个部分采用环保材料,废弃物的产生量也大幅降低。
结语水泥粉磨生产线是现代化建设中重要的生产工艺流程之一。
通过对其每一个工艺过程的深入了解,可以更好地了解整个生产线的工作原理及其优势,为我国水泥生产的发展做出更大的贡献。
水泥粉磨工艺技术破碎与粉磨统称为粉碎。
行业内习惯将大块物料加工变为小块物料的过程称之为破碎;将粗颗粒物料变为细粉的过程称之为粉磨。
水泥生产过程中的粉磨工艺分为:生料制备工艺和水泥制成工艺两大部分,简称为生料粉磨和水泥粉磨。
石灰石、粘土、铁粉等配合磨细称为生料;熟料、石膏、混合材料配合磨细称为水泥。
一、水泥生产物料粉碎的目的(1)物料经过粉碎后,单位质量的物料表面积(比表面)增加,因而可以提高物理作用的效果及化学反应的速度;(2)几种不同物料在粉体状态下,容易达到混合均匀的效果。
(3)粉状物料也为烘干、运输和储存等提供了方便,并为煅烧熟料和制成水泥,保证出厂水泥的合格率创造了条件。
二、合理控制生料细度当粉磨细度在0.08mm方孔筛筛余10%以下时,随着筛余量的减少,粉磨单位产品的电耗将显著增加,产量也相应降低;因此,生料粉磨细度,通常控制在0.08mm方孔筛筛余10%左右,0.20mm方孔筛筛余小于1.0%为宜。
用大型球磨生产时,由于产品粒度较均匀,粗大颗粒较少。
在易烧性允许的前提下,0.08mm 方孔筛余可放宽至12~16%,但应控0.20mm方孔筛筛小于1.5%。
三、研磨体及其级配物料在粉磨过程中,一方面需要冲击作用,另一方面需要研磨作用。
不同规格的研磨体配合使用,还可以减少相互之间的空隙率,使其与物料的接触机会多,有利于提高能量利用率;在研磨体装载量一定的情况下,小钢球比大钢球的总表面积大;要将大块物料击碎,就必须钢球具有较大的能量,因此,钢球(段)的尺寸应该较大;需要将物料磨得细一些,就应选择小些的钢球(段)。
因此在粉磨作业时,要正确选择研磨体且必须进行合理的级配。
四、研磨体级配基本原则(1)入磨物料的平均粒径大,硬度高,或要求产品粗时,钢球的平均径应大些,反之应小些。
磨机直径小,钢球平均球径也应小。
一般生料磨比水泥磨的钢球平均球径大些。
(2)开路磨机,前一仓用钢球,后一仓用钢段。
(3)研磨体大小必须按一定比例配合使用。
粉磨作业的基本流程(一)、基本概念粉磨流程又称为粉磨系统。
它对粉磨作业的产量、质量、电耗、投资、维护管理费用等都有十分重要的影响。
水泥厂的粉磨作业有生料、水泥和煤粉三部分。
本书只介绍生料和水泥的粉磨流程,关于煤的粉磨流程见“硅酸盐工业热工过程及设备”一书。
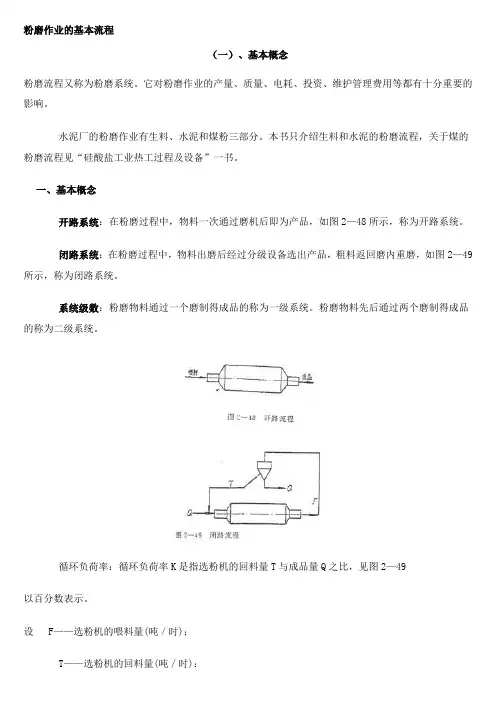
一、基本概念开路系统:在粉磨过程中,物料一次通过磨机后即为产品,如图2—48所示,称为开路系统。
闭路系统:在粉磨过程中,物料出磨后经过分级设备选出产品,粗料返回磨内重磨,如图2—49所示,称为闭路系统。
系统级数:粉磨物料通过一个磨制得成品的称为一级系统。
粉磨物料先后通过两个磨制得成品的称为二级系统。
循环负荷率:循环负荷率K是指选粉机的回料量T与成品量Q之比,见图2—49以百分数表示。
设 F——选粉机的喂料量(吨/时);T——选粉机的回料量(吨/时):Q——选粉机的成品量(吨/时);a——选粉机的喂料细度(通过某一筛孔的百分数);b——选粉机的回料细度(通过某一筛孔的百分数):c——选粉机成品的细度(通过某一筛孔的百分数)。
根据物料平衡得F=T+QF·a=T·b+Q·c二式联立得(T+Q)a=T·b+Q·cT(a-b)=Q(c-a)(2—47) 各种不同粉磨系统的循环负荷率一般在下述范围内:一级闭路水泥磨 K=150~300%二级闭路水泥磨(短磨) K=300~600%一级闭路干法生料磨 K=200~450%风扫生料磨 K=50~150%一级闭路湿法生料磨 K=50~300%循环负荷率与磨机的长度有关,磨机愈长,出磨物料的细度愈细(a值愈大),循环负荷率愈低。
选粉效率:选粉效率E是指选粉后成品中所含细粉量与选粉机喂料中细粉量之比。
以百分数表示,其计算公式如下:(2—48)生产实践中常用筛余的百分数表示.如以a′、b′、c′分别表示相应子a、b、c某一筛孔的筛余百分数,则(2—49)选粉效率的高低与选粉机的分级性能和循环负荷率的大小有关。


水泥粉磨工艺原理水泥粉磨主要有配料、粉磨、选粉、输送四大工序,每条水泥粉磨系统分别有储存熟料仓φ7×13m、石灰石仓φ5×13m、脱硫石膏仓φ5×13m的配料仓。
六线熟料库底设有4个下料口。
每个下料口均由棒阀和电动阀门进行物料量的控制,根据化验室要求按照搭配好的熟料出库后由输送皮带送至熟料储存仓。
脱硫石膏与石灰石从原料堆棚经装载机载入料斗中,底部设皮带给料机及3条输送皮带将脱硫石膏或石灰石送至石膏仓及石灰石仓,仓下由石膏计量皮带秤和石灰石计量皮带秤按照给定配比送至混料皮带与配合好的熟料一同进入提升机送至稳流仓内。
在进入稳流仓的皮带上安装了除铁器、金属探测仪保证了入稳流仓的物料不含有金属杂物。
进入稳流仓再经棒闸、气动平板闸阀喂入辊压机,进入辊压机的粒度95%≤45mm、物料温度小于100℃、综合水分不大于1.5%。
辊压机(ф1700×1200m m)主要是由速度相同、相向转动的动滚与定滚组成。
物料从两个辊间的上方喂入,入辊压机物料随着辊子的转动,向下运动进入辊间的缝隙内,高压的作用下,受挤压形成密实的料床,物料颗粒内部产生强大的应力,使颗粒产生裂纹,有的颗粒被粉碎,形成强度很低的料饼,经打散后,产品中粒度用0.045筛余量73.7%也就是说有26.3%,用0.08的筛余量47.6%也就是说有52.4%从辊压机出来的物料经循环提升机进入V型选粉机,V型选粉机中无任何活动部件,大大降低了料饼对选粉机的磨损。
物料从较高的喂料溜子落下,因重力作用,物料在阶梯布置的冲击板上下落并逐步被松散。
粗颗粒经V型选粉机下部回到称重稳流仓,V选内的气流携带较小的料粒经过导风叶片从V选出风口排出进入双旋风收尘器,双旋风收尘器收集的小颗粒物料进入空气输送斜槽入磨机,由旋风筒出来的气体经循环风机后分为两路排出,一路与环境空气组成进入主选粉机一次风,另一路与环境空气组成从新进入V选循环使用。

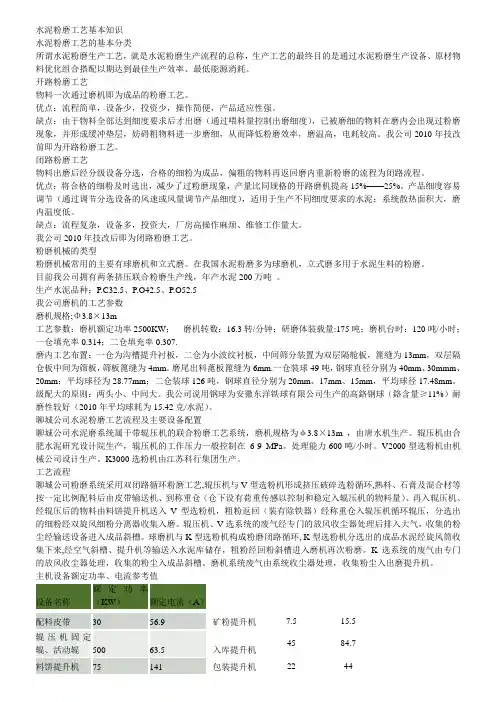
水泥粉磨工艺基本知识水泥粉磨工艺的基本分类所谓水泥粉磨生产工艺,就是水泥粉磨生产流程的总称,生产工艺的最终目的是通过水泥粉磨生产设备、原材物料优化组合搭配以期达到最佳生产效率、最低能源消耗。
开路粉磨工艺物料一次通过磨机即为成品的粉磨工艺。
优点:流程简单,设备少,投资少,操作简便,产品适应性强。
缺点:由于物料全部达到细度要求后才出磨(通过喂料量控制出磨细度),已被磨细的物料在磨内会出现过粉磨现象,并形成缓冲垫层,妨碍粗物料进一步磨细,从而降低粉磨效率,磨温高,电耗较高。
我公司2010年技改前即为开路粉磨工艺。
闭路粉磨工艺物料出磨后经分级设备分选,合格的细粉为成品,偏粗的物料再返回磨内重新粉磨的流程为闭路流程。
优点:将合格的细粉及时选出,减少了过粉磨现象,产量比同规格的开路磨机提高15%——25%。
产品细度容易调节(通过调节分选设备的风速或风量调节产品细度),适用于生产不同细度要求的水泥;系统散热面积大,磨内温度低。
缺点:流程复杂,设备多,投资大,厂房高操作麻烦、维修工作量大。
我公司2010年技改后即为闭路粉磨工艺。
粉磨机械的类型粉磨机械常用的主要有球磨机和立式磨。
在我国水泥粉磨多为球磨机,立式磨多用于水泥生料的粉磨。
目前我公司拥有两条挤压联合粉磨生产线,年产水泥200万吨。
生产水泥品种:P.C32.5、P.O42.5、P.O52.5我公司磨机的工艺参数磨机规格;Φ3.8×13m工艺参数:磨机额定功率2500KW;磨机转数:16.3转/分钟;研磨体装载量:175吨;磨机台时:120吨/小时;一仓填充率0.314;二仓填充率0.307.磨内工艺布置:一仓为沟槽提升衬板,二仓为小波纹衬板,中间筛分装置为双层隔舱板,篦缝为13mm,双层隔仓板中间为筛板,筛板篦缝为4mm。
磨尾出料蓖板篦缝为6mm.一仓装球49吨,钢球直径分别为40mm、30mmm、20mm;平均球径为28.77mm;二仓装球126吨,钢球直径分别为20mm、17mm、15mm,平均球径17.48mm。
水泥粉磨工艺基本知识水泥粉磨工艺的基本分类所谓水泥粉磨生产工艺,就是水泥粉磨生产流程的总称,生产工艺的最终目的是通过水泥粉磨生产设备、原材物料优化组合搭配以期达到最佳生产效率、最低能源消耗。
开路粉磨工艺物料一次通过磨机即为成品的粉磨工艺。
优点:流程简单,设备少,投资少,操作简便,产品适应性强。
缺点:由于物料全部达到细度要求后才出磨(通过喂料量控制出磨细度),已被磨细的物料在磨内会出现过粉磨现象,并形成缓冲垫层,妨碍粗物料进一步磨细,从而降低粉磨效率,磨温高,电耗较高。
我公司2010年技改前即为开路粉磨工艺。
闭路粉磨工艺物料出磨后经分级设备分选,合格的细粉为成品,偏粗的物料再返回磨内重新粉磨的流程为闭路流程。
优点:将合格的细粉及时选出,减少了过粉磨现象,产量比同规格的开路磨机提高15%——25%。
产品细度容易调节(通过调节分选设备的风速或风量调节产品细度),适用于生产不同细度要求的水泥;系统散热面积大,磨内温度低。
缺点:流程复杂,设备多,投资大,厂房高操作麻烦、维修工作量大。
我公司2010年技改后即为闭路粉磨工艺。
粉磨机械的类型粉磨机械常用的主要有球磨机和立式磨。
在我国水泥粉磨多为球磨机,立式磨多用于水泥生料的粉磨。
目前我公司拥有两条挤压联合粉磨生产线,年产水泥200万吨。
生产水泥品种:P.C32.5、P.O42.5、P.O52.5我公司磨机的工艺参数磨机规格;Φ3.8×13m工艺参数:磨机额定功率2500KW;磨机转数:16.3转/分钟;研磨体装载量:175吨;磨机台时:120吨/小时;一仓填充率0.314;二仓填充率0.307.磨内工艺布置:一仓为沟槽提升衬板,二仓为小波纹衬板,中间筛分装置为双层隔舱板,篦缝为13mm,双层隔仓板中间为筛板,筛板篦缝为4mm。
磨尾出料蓖板篦缝为6mm.一仓装球49吨,钢球直径分别为40mm、30mmm、20mm;平均球径为28.77mm;二仓装球126吨,钢球直径分别为20mm、17mm、15mm,平均球径17.48mm。