PLC机柜验收报告
- 格式:doc
- 大小:66.50 KB
- 文档页数:2
PLC自动化系统验收报告一、引言PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统。
本文将对某公司所建立的PLC自动化系统进行验收报告,以确保系统的稳定性、可靠性和功能完整性。
二、验收目的本次验收旨在确认PLC自动化系统是否满足设计要求和功能需求,并评估系统的性能和可靠性。
通过对系统进行全面的测试和评估,我们可以确保系统能够正常运行,并满足用户的期望和需求。
三、验收范围本次验收涵盖了以下方面:1. PLC硬件设备的功能和性能测试;2. PLC软件编程的正确性和稳定性测试;3. PLC与外部设备的通信测试;4. 系统的可靠性和稳定性测试;5. 系统的安全性评估。
四、验收内容1. PLC硬件设备的功能和性能测试在此阶段,我们对PLC硬件设备进行了全面的功能和性能测试。
通过检查PLC的输入和输出模块,我们确保了它们的正常工作和稳定性。
同时,我们还测试了PLC的处理能力和响应时间,以确保系统能够在预定的时间内完成各项任务。
2. PLC软件编程的正确性和稳定性测试在此阶段,我们对PLC软件编程进行了详细的测试,以验证其正确性和稳定性。
我们检查了PLC程序的逻辑和流程,确保其与用户需求一致。
同时,我们还测试了PLC程序在各种工作条件下的稳定性和可靠性,以确保系统能够长期稳定运行。
3. PLC与外部设备的通信测试PLC自动化系统通常需要与其他外部设备进行通信,以实现数据传输和控制。
在此阶段,我们对PLC与外部设备之间的通信进行了测试。
我们验证了PLC与外部设备之间的数据传输的准确性和稳定性,并确保系统能够正确地接收和发送数据。
4. 系统的可靠性和稳定性测试在此阶段,我们对整个PLC自动化系统进行了可靠性和稳定性测试。
我们摹拟了各种工作场景和异常情况,以评估系统在不同条件下的表现。
我们验证了系统的稳定性和可靠性,并确保系统能够在各种情况下正常运行。
5. 系统的安全性评估在此阶段,我们对PLC自动化系统的安全性进行了评估。
PLC自动化系统验收报告一、引言PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统。
本报告旨在对某公司的PLC自动化系统进行验收,并对系统的性能、功能和稳定性进行评估。
二、验收背景某公司在生产过程中需要实现自动化控制,为此引入了PLC自动化系统。
为确保系统的正常运行和满足公司的需求,需要进行验收。
三、验收目的1. 确认PLC自动化系统是否按照设计要求进行安装和调试。
2. 评估系统的性能和功能是否满足公司的需求。
3. 检查系统的稳定性和可靠性。
四、验收内容1. 系统硬件设备的验收验收人员对PLC主机、输入输出模块、通信模块、传感器等硬件设备进行检查,确认其数量、型号和安装情况是否符合设计要求。
2. 系统软件的验收验收人员对PLC编程软件进行评估,确认软件版本是否正确并与硬件设备相匹配。
同时,检查程序逻辑是否符合设计要求,是否存在错误或漏洞。
3. 系统功能的验收验收人员根据公司的需求,对系统的各项功能进行测试。
包括输入信号的采集、逻辑控制、输出信号的生成等功能。
通过对系统的各项功能进行测试,评估系统的稳定性和可靠性。
4. 系统性能的验收验收人员对系统的性能进行评估,包括响应时间、精度、稳定性等指标。
通过对系统的性能进行测试,确定系统是否满足公司的需求。
5. 系统文档的验收验收人员对系统的相关文档进行检查,包括系统设计文档、用户手册、维护手册等。
确认文档的完整性、准确性和易读性。
五、验收结果根据对PLC自动化系统的验收工作,我们得出以下结论:1. 系统硬件设备符合设计要求,安装和调试工作完成良好。
2. 系统软件版本正确,并与硬件设备相匹配。
程序逻辑符合设计要求,无错误或漏洞。
3. 系统的各项功能测试通过,满足公司的需求。
4. 系统的性能指标良好,响应时间快、精度高、稳定性强。
5. 系统相关文档完整、准确、易读。
六、建议和改进措施基于对PLC自动化系统的验收结果,我们提出以下建议和改进措施:1. 建议对系统进行定期维护和检修,以确保系统的稳定性和可靠性。
PLC自动化系统验收报告一、引言PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统,通过对各种传感器、执行器和控制器的集成,实现对生产过程的自动化控制。
本报告旨在对某公司的PLC自动化系统进行验收,评估其性能和功能是否符合预期要求。
二、背景某公司是一家生产制造企业,为了提高生产效率和产品质量,决定引入PLC自动化系统来实现对生产过程的自动化控制。
经过一段时间的规划和实施,PLC自动化系统已经建设完成,并准备进行验收。
三、验收目标本次验收的目标是评估PLC自动化系统在以下方面的性能和功能是否符合预期要求:1. 系统的可靠性:系统是否能够稳定运行,并能够在故障发生时及时进行报警和处理。
2. 系统的准确性:系统是否能够准确地控制和监测生产过程中的各项参数,以保证产品的质量和一致性。
3. 系统的灵活性:系统是否能够适应不同的生产需求,并能够进行灵活的调整和扩展。
4. 系统的安全性:系统是否具备必要的安全措施,以防止潜在的安全风险和事故发生。
四、验收内容1. 硬件设备验收:a. PLC控制器:对PLC控制器进行检查,确保其型号和规格符合设计要求,并检查其外观和接线是否正常。
b. 输入输出模块:检查输入输出模块的数量和类型是否与设计一致,并进行功能测试,确保其正常工作。
c. 传感器和执行器:检查传感器和执行器的数量和类型是否与设计一致,并进行功能测试,确保其正常工作。
d. 电源和电缆:检查电源和电缆的连接是否牢固可靠,并进行电气安全测试。
2. 软件程序验收:a. 程序逻辑:检查PLC程序的逻辑是否符合设计要求,并进行功能测试,确保程序正常运行。
b. 报警和故障处理:测试系统在故障发生时是否能够及时报警,并进行相应的故障处理。
c. 数据监测和记录:测试系统是否能够准确地监测和记录生产过程中的各项参数,并能够生成相应的报表和记录。
3. 性能评估:a. 系统稳定性:对系统进行长时间运行测试,评估系统的稳定性和可靠性。
PLC自动化系统验收报告一、引言PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统。
本文将对PLC自动化系统进行验收报告,包括系统概述、验收目的、验收内容、验收标准、验收结果等方面的内容。
二、系统概述PLC自动化系统是基于可编程逻辑控制器(PLC)的控制系统,通过对输入信号的采集、逻辑运算和输出控制,实现对工业过程的自动化控制。
本系统采用了先进的PLC控制器、传感器、执行器等设备,以及相应的软件开发工具和通信网络。
三、验收目的本次PLC自动化系统的验收旨在确认系统的设计和实施是否符合规范和要求,确保系统能够稳定可靠地运行,满足用户的需求。
四、验收内容1. 系统硬件设备的验收:- PLC控制器:检查PLC控制器的型号、规格、数量和安装位置是否符合设计要求。
- 传感器和执行器:检查传感器和执行器的种类、数量、安装位置和接线是否正确。
- 电源供应和配电:检查电源供应的稳定性和配电系统的安全性。
2. 系统软件的验收:- PLC程序:检查PLC程序的编写是否符合逻辑要求,包括输入信号的采集、逻辑运算和输出控制的正确性。
- HMI界面:检查人机界面(HMI)的设计和操作是否符合用户需求,包括界面布局、图形显示、报警信息等。
- 通信功能:检查系统与其他设备或系统之间的通信功能是否正常,包括数据传输的稳定性和实时性。
3. 系统性能的验收:- 系统响应时间:测试系统在接收到输入信号后的响应时间,确保系统能够及时做出相应的控制动作。
- 系统稳定性:测试系统在长时间运行和负载变化的情况下的稳定性,确保系统能够持续可靠地工作。
- 系统安全性:测试系统在异常情况下的安全保护功能,包括断电、断线、故障等情况下的应对措施。
五、验收标准根据系统设计和用户需求,本次验收将参考以下标准进行评估:1. 国家相关标准:根据国家相关标准对系统硬件设备和软件程序进行评估,确保系统符合国家的安全和质量要求。
2. 行业标准:根据相关行业标准对系统的性能和功能进行评估,确保系统满足行业的要求。
PLC自动化系统验收报告引言概述:PLC自动化系统作为一种重要的工业控制技术,广泛应用于各个行业,包括创造业、能源、交通等。
为了确保PLC自动化系统的可靠性和稳定性,验收报告成为必要的一环。
本文将从四个方面详细阐述PLC自动化系统验收报告的内容。
一、系统硬件的验收1.1 硬件设备完整性检查:对PLC控制器、输入输出模块、通信模块等硬件设备进行检查,确保设备完好无损。
1.2 连接路线检查:检查各个硬件设备之间的连接路线,包括电源线、通信线、传感器线等,确保路线连接正确可靠。
1.3 电气安全性检查:检查PLC自动化系统的电气安全性,包括接地是否良好、电压是否稳定等,确保系统运行安全。
二、软件程序的验收2.1 程序逻辑正确性检查:通过对PLC自动化系统的软件程序进行逻辑分析,检查程序是否符合预期的控制逻辑。
2.2 程序运行稳定性检查:对软件程序进行长期运行测试,检查系统是否能够稳定运行,保证系统的可靠性。
2.3 异常处理能力检查:通过摹拟各种异常情况,测试PLC自动化系统的异常处理能力,确保系统能够及时正确地处理异常情况。
三、系统性能的验收3.1 响应速度检查:测试PLC自动化系统的响应速度,包括输入信号到输出信号的响应时间,确保系统的实时性。
3.2 控制精度检查:通过对系统进行控制精度测试,检查系统是否能够满足预期的控制要求,确保系统的精确性。
3.3 扩展性检查:测试系统的扩展性,包括对系统的扩展模块进行测试,确保系统能够满足未来的扩展需求。
四、系统文档的验收4.1 系统设计文档验收:对系统的设计文档进行审核,确保文档内容准确、完整。
4.2 系统操作手册验收:对系统的操作手册进行审核,确保手册内容详细、易于理解。
4.3 系统维护手册验收:对系统的维护手册进行审核,确保手册内容包括系统的维护方法、故障排除等,便于后续的系统维护工作。
综上所述,PLC自动化系统验收报告是确保系统可靠性和稳定性的重要环节。
PLC自动化系统验收报告一、引言PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统。
本报告旨在对某公司的PLC自动化系统进行验收,并对系统的性能、功能、可靠性、安全性等方面进行评估和分析。
通过验收报告的编写,可以对系统的设计、安装、调试和运行情况进行全面的总结和评价。
二、验收目的本次PLC自动化系统的验收旨在确认系统是否符合设计要求和技术规范,并验证系统的性能和功能是否满足用户的需求。
同时,通过验收过程可以发现和解决系统中存在的问题,保证系统的正常运行和稳定性。
三、验收内容1. 系统设计文件的审核:对系统的设计方案、电气图纸、设备清单等进行审核,确认系统设计的合理性和完整性。
2. 系统硬件设备的检查:对PLC控制器、输入输出模块、传感器、执行器等硬件设备进行检查,确认设备的完好性和安装质量。
3. 系统软件程序的验证:对系统的软件程序进行验证,包括程序的编写规范、逻辑正确性、运行稳定性等方面的评估。
4. 系统的功能测试:对系统的各项功能进行测试,包括输入输出信号的响应速度、控制逻辑的准确性、报警系统的可靠性等方面的评估。
5. 系统的性能测试:对系统的性能进行测试,包括系统的响应时间、控制精度、负载能力等方面的评估。
6. 系统的安全性评估:对系统的安全性进行评估,包括系统的防护措施、紧急停机系统、防止误操作等方面的评估。
四、验收方法1. 文件审核:对系统设计文件进行仔细的阅读和分析,确认文件的完整性和合理性。
2. 硬件检查:对系统的硬件设备进行逐一检查,包括设备的外观、连接线路、电源供应等方面的检查。
3. 软件程序验证:对系统的软件程序进行代码审查和运行测试,确认程序的正确性和稳定性。
4. 功能测试:通过输入不同的信号和参数,测试系统的各项功能是否正常运行,并记录测试结果。
5. 性能测试:通过模拟实际工作环境,测试系统的性能指标,并记录测试结果。
6. 安全性评估:对系统的安全措施进行评估,包括系统的防护装置、安全开关、报警系统等方面的检查和测试。
PLC自动化系统验收报告引言概述:PLC自动化系统是现代工业生产中常用的控制系统之一,其稳定性和可靠性对于生产效率和质量至关重要。
因此,对于PLC自动化系统的验收工作十分重要。
本文将对PLC自动化系统验收报告进行详细介绍,以匡助相关人员更好地了解验收工作的重要性和流程。
一、硬件设备验收1.1 硬件设备完整性检查在验收过程中,首先需要对PLC自动化系统的硬件设备进行完整性检查,包括PLC控制器、输入输出模块、电源模块等是否齐全。
1.2 硬件设备连接检查接着需要对硬件设备的连接进行检查,确保各个设备之间连接正确、坚固,以避免因连接问题导致系统故障。
1.3 硬件设备性能测试最后需要进行硬件设备的性能测试,包括输入输出信号测试、通讯测试等,以确保硬件设备正常工作。
二、软件程序验收2.1 软件程序完整性检查对于PLC自动化系统的软件程序,需要进行完整性检查,确保程叙文件完整、无损坏。
2.2 软件程序逻辑检查接着需要对软件程序的逻辑进行检查,确保程序逻辑正确、符合设计要求。
2.3 软件程序功能测试最后需要进行软件程序的功能测试,包括输入输出信号测试、逻辑运行测试等,以确保软件程序正常运行。
三、系统功能验收3.1 系统功能测试对于整个PLC自动化系统的功能进行测试,包括自动控制功能、报警功能、人机界面功能等。
3.2 系统性能测试进行系统的性能测试,包括响应速度、稳定性等方面的测试,以确保系统性能符合要求。
3.3 系统安全性测试最后需要进行系统的安全性测试,包括紧急停机测试、故障恢复测试等,以确保系统在浮现故障时能够安全停机。
四、验收报告编写4.1 验收结果总结根据硬件设备验收、软件程序验收和系统功能验收的测试结果,对验收结果进行总结,包括系统的优点和存在的问题。
4.2 问题整改建议针对存在的问题,提出整改建议,包括硬件设备更换、软件程序修改等,以保证系统的正常运行。
4.3 验收报告撰写最后需要编写验收报告,详细记录验收过程、测试结果和整改建议,以便后续跟踪和管理。
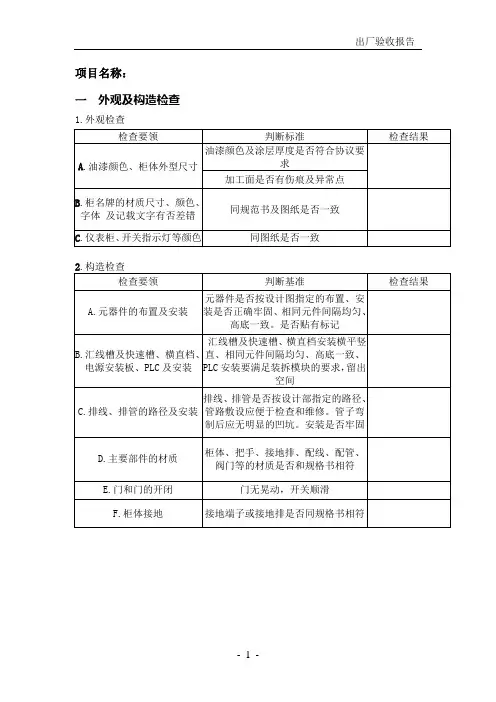
控制柜出厂检验报告(plc+变频+就地) 出厂检验报告序号检验项目技术要求检测结果1 元器件必须具有生产许可证,强制认证的产品必须具有认证标志。
元器件选择合格2 元器件应符合产品电力执行标准及设计图样额定参数的要求。
元器件选择合格3 元器件安装应牢固可靠,应留有足够的正元器件安装弧距离和维护拆卸罩所需的空间,并有防松措施,外部接线端子应为接线留有必要的空间。
外观删除4 导线截面选用符合要求,布线合理,整齐美观。
控制线配制合格5 线耳牢固,无松动现象。
控制线配制合格6 接地保护良好,接地螺丝牢固。
控制线配制合格7 产品结构尺寸和选择应符合设计要求,柜架有足够的机械强度。
结构、被覆层合格8 漆层色泽均匀,无明显的流痕、针孔、起泡等缺陷。
结构、被覆层合格9 电镀层均匀,铅化膜完整无脱镀、发黑、霉点等缺陷。
结构、被覆层合格10 检测机柜集成,即结构、接线、系统接地、风扇和照明灯完好。
结构、被覆层合格11 根据图纸用万用表逐点检测,通断符合图纸要求。
静电测试合格12 按装置的电气原理图要求,进行通电模拟动作试验,动作应正确,符合设计要求。
通电试验合格13 检测电源分配,包括220VAC和24VDC,所有设备均可正常上电。
通电试验合格14 检测通讯设备,通讯正常。
通电试验正常15 检测I/O模块功能,以及每个IO通道,正常。
通电试验合格改写后的文章:出厂检验报告本次出厂检验针对以下项目进行了检测:元器件选择、外观、控制线配制、结构、被覆层、静电测试和通电试验。
经过检测,所有项目均符合技术要求,详细结果如下表所示。
元器件选择方面,所有元器件均具有生产许可证,强制认证的产品也都具有认证标志。
同时,元器件也符合产品电力执行标准及设计图样额定参数的要求。
在外观方面,导线截面选用符合要求,布线合理、整齐美观,线耳牢固且无松动现象,接地保护良好,接地螺丝牢固。
产品结构尺寸和选择也符合设计要求,柜架有足够的机械强度。
漆层色泽均匀,无明显的流痕、针孔、起泡等缺陷。
PLC自动化系统验收报告一、引言PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统。
本文旨在对某公司的PLC自动化系统进行验收,并撰写验收报告,以评估系统的性能和功能是否符合预期要求。
二、背景本次PLC自动化系统的验收是针对某公司生产线上的自动化控制系统进行的。
该系统主要由PLC控制器、传感器、执行器、人机界面等组成,用于实现生产线的自动化控制和监控。
三、验收目标本次PLC自动化系统的验收目标如下:1. 验证PLC控制器的性能和稳定性;2. 确认传感器和执行器的准确性和可靠性;3. 检查人机界面的操作便捷性和友好性;4. 确保系统能够满足生产线的控制和监控需求。
四、验收内容和方法1. PLC控制器性能和稳定性的验证:验收人员通过对PLC控制器进行功能测试,包括输入输出信号的测试、逻辑控制的验证等,以评估其性能和稳定性。
2. 传感器和执行器的准确性和可靠性确认:验收人员对生产线上的传感器和执行器进行测试,验证其准确性和可靠性。
例如,通过对温度传感器的测量结果进行比对,确认其测量准确度是否符合要求。
3. 人机界面的操作便捷性和友好性检查:验收人员对系统的人机界面进行操作测试,评估其操作便捷性和友好性。
例如,通过尝试进行参数设置、报警查看等操作,检查界面的反应速度和操作流程是否合理。
4. 系统的控制和监控需求验证:验收人员通过对生产线的实际运行情况进行观察和记录,验证系统是否能够满足生产线的控制和监控需求。
例如,通过对生产线的自动化控制和报警功能进行测试,确认系统能够按照预期进行控制和监控。
五、验收结果根据对PLC自动化系统的验收测试和观察,得出以下结果:1. PLC控制器性能和稳定性良好,能够准确控制生产线的运行;2. 传感器和执行器的准确性和可靠性符合要求,能够提供准确的测量和执行信号;3. 人机界面操作便捷,界面友好,操作流程合理;4. 系统能够满足生产线的控制和监控需求,能够实现自动化控制和报警功能。
PLC自动化系统验收报告一、引言PLC自动化系统验收报告旨在对完成的PLC自动化系统进行全面的评估和验证,确保系统的可靠性、稳定性和安全性,以满足项目需求和规范要求。
本文档将详细描述PLC自动化系统的验收过程、测试结果和问题解决方案。
二、验收过程1. 验收团队组成验收团队由项目经理、系统工程师、PLC程序员、设备操作员和质量控制人员组成。
每个成员的职责和任务在验收过程中得到明确。
2. 验收准备在正式开始验收之前,我们对PLC自动化系统进行了充分的准备工作,包括系统安装、设备连接、程序编写和调试等。
确保系统能够正常运行并满足项目要求。
3. 功能测试通过对PLC自动化系统的各项功能进行测试,验证系统是否能够正常运行。
测试内容包括输入输出信号的检测、逻辑控制的正确性、报警功能的触发和响应等。
测试结果显示,系统的功能完全符合设计要求。
4. 性能测试针对PLC自动化系统的性能进行测试,包括响应时间、数据处理能力和稳定性等方面的评估。
测试结果显示,系统的响应时间在毫秒级别,数据处理能力满足项目需求,系统稳定性良好。
5. 安全性测试对PLC自动化系统的安全性进行测试,包括紧急停机功能、故障自诊断和防止误操作等方面的验证。
测试结果显示,系统能够及时响应紧急停机指令,能够自动诊断故障并进行相应的处理,有效防止误操作。
6. 用户培训我们为设备操作员提供了系统的操作培训,包括系统的启动、关闭、报警处理和常见故障排除等方面的知识。
通过培训,操作员能够熟练使用PLC自动化系统,并能够处理常见问题。
三、测试结果1. 功能测试结果经过功能测试,系统的输入输出信号正常,逻辑控制准确无误,报警功能敏感可靠。
系统功能完全符合设计要求。
2. 性能测试结果系统的响应时间平均在10毫秒以内,数据处理能力达到每秒1000个数据点,系统稳定性良好。
3. 安全性测试结果系统能够在紧急情况下及时停机,故障自诊断准确可靠,能够有效防止误操作。
四、问题解决方案在测试过程中,我们发现了一些问题,并提出了相应的解决方案,以确保系统的完善和稳定性。
PLC自动化系统验收报告一、引言PLC自动化系统验收报告旨在对PLC自动化系统的设计、安装、调试和运行情况进行全面的评估和验收。
本报告详细描述了PLC自动化系统的验收过程、测试结果以及存在的问题和改进建议,以确保PLC自动化系统的安全性、可靠性和稳定性。
二、背景PLC自动化系统是一种基于可编程逻辑控制器(PLC)的自动化控制系统,广泛应用于工业生产过程中的控制和监测。
本次验收的PLC自动化系统是应用于某工厂的生产线控制系统,用于实现对生产线的自动控制和监控。
三、验收过程1. 设计评估根据设计文档和需求规格书,对PLC自动化系统的设计进行评估。
评估内容包括系统架构、硬件选型、软件设计、通信协议等方面。
评估结果显示,系统设计符合要求,能够满足生产线的控制和监控需求。
2. 安装调试在验收过程中,对PLC自动化系统进行了安装和调试。
安装包括PLC控制器、传感器、执行器等硬件设备的安装和布线。
调试包括PLC程序的下载、参数设置、IO检测等。
经过安装和调试,PLC自动化系统能够正常运行,并与生产线的其他设备进行有效的通信。
3. 功能测试对PLC自动化系统的功能进行了全面的测试。
测试内容包括生产线的启动、住手、速度调节、故障处理等功能。
测试结果显示,PLC自动化系统能够准确、稳定地控制生产线的运行,并能够及时处理故障和异常情况。
4. 性能评估对PLC自动化系统的性能进行了评估。
评估内容包括系统的响应速度、数据处理能力、通信稳定性等方面。
评估结果显示,PLC自动化系统具有较快的响应速度,能够处理大量的数据,并能够稳定地与其他设备进行通信。
5. 安全性评估对PLC自动化系统的安全性进行了评估。
评估内容包括系统的防护措施、数据安全性、用户权限管理等方面。
评估结果显示,PLC自动化系统具有良好的安全性能,能够有效地保护系统和数据的安全。
四、存在的问题和改进建议在PLC自动化系统的验收过程中,发现了一些问题,并提出了相应的改进建议。
PLC自动化系统验收报告引言概述:PLC自动化系统验收报告是对PLC自动化系统进行全面检查和评估的重要文件。
通过验收报告,可以确认系统的可靠性、稳定性和功能性是否达到预期目标。
本文将从六个大点出发,详细阐述PLC自动化系统验收报告的内容。
正文内容:1. 系统硬件验证1.1 确认PLC硬件配置是否符合设计要求1.2 检查PLC与外部设备的连接是否正常1.3 测试PLC输入输出模块的功能性1.4 验证PLC的通信模块是否正常工作1.5 检查PLC的供电电源是否稳定2. 系统软件验证2.1 检查PLC程序的编写是否符合规范2.2 验证PLC程序的逻辑性和可靠性2.3 测试PLC程序的功能性和稳定性2.4 检查PLC程序是否存在潜在的安全隐患2.5 验证PLC程序的调试和监控功能是否正常3. 系统性能验证3.1 测试PLC自动化系统的响应速度3.2 验证系统的数据采集和处理能力3.3 检查系统的报警和故障处理功能3.4 测试系统的并发处理能力3.5 验证系统的数据存储和备份功能4. 系统安全验证4.1 检查系统的用户权限管理功能4.2 验证系统的数据传输和存储的安全性4.3 测试系统的防火墙和入侵检测功能4.4 检查系统的备份和恢复功能4.5 验证系统的故障自诊断和自恢复功能5. 系统可靠性验证5.1 检查系统的容错和冗余设计5.2 验证系统的稳定性和可持续运行能力5.3 测试系统的负载能力和扩展性5.4 检查系统的故障恢复和重启功能5.5 验证系统的异常处理和应急措施6. 系统文档验证6.1 检查系统的操作手册和维护手册6.2 验证系统的用户培训和技术支持6.3 检查系统的文档管理和版本控制6.4 验证系统的数据备份和恢复方案6.5 检查系统的变更管理和问题追踪总结:PLC自动化系统验收报告是对PLC自动化系统进行全面评估的重要文件。
通过对系统硬件、软件、性能、安全、可靠性和文档的验证,可以确保系统的可靠性、稳定性和功能性达到预期目标。
PLC自动化系统验收报告一、引言PLC自动化系统验收报告旨在对PLC自动化系统进行全面的评估和验证,确保其能够满足设计要求和预期功能。
本报告将详细介绍PLC自动化系统的验收过程、测试方法、结果分析以及存在的问题和改进建议。
二、验收过程1. 验收目的本次PLC自动化系统的验收旨在确认系统的性能和功能是否符合设计要求,并检查系统的稳定性和可靠性。
2. 验收范围本次验收涵盖了PLC自动化系统的硬件设备、软件程序、通信网络以及相关的控制和监测模块。
3. 验收内容(1)对PLC自动化系统的硬件设备进行检查,包括PLC主控单元、输入输出模块、传感器、执行器等。
(2)对PLC自动化系统的软件程序进行测试,包括逻辑控制、数据处理、报警管理等功能。
(3)对PLC自动化系统的通信网络进行验证,确保数据传输的稳定和可靠。
(4)对PLC自动化系统的控制和监测模块进行功能测试,包括设备状态监测、参数调整、远程控制等。
4. 验收方法(1)现场检查:对PLC自动化系统的硬件设备进行现场检查,包括设备的安装、接线、连接等。
(2)功能测试:通过对PLC自动化系统的软件程序进行功能测试,验证其是否满足设计要求。
(3)性能测试:对PLC自动化系统进行性能测试,包括响应时间、稳定性、可靠性等指标的评估。
(4)通信测试:对PLC自动化系统的通信网络进行测试,确保数据传输的稳定和可靠。
三、测试结果与分析1. 硬件设备测试结果经过现场检查,PLC自动化系统的硬件设备安装正确,接线牢固,连接稳定。
各个输入输出模块、传感器和执行器均正常工作。
2. 软件程序测试结果经过功能测试,PLC自动化系统的软件程序能够准确地实现逻辑控制、数据处理和报警管理等功能。
各个功能模块之间的协调运行良好。
3. 性能测试结果经过性能测试,PLC自动化系统的响应时间在设计要求范围内,系统稳定性和可靠性良好。
4. 通信测试结果经过通信测试,PLC自动化系统的通信网络稳定,数据传输速度快,无丢包现象。
PLC自动化系统验收报告一、引言PLC自动化系统验收报告旨在总结和评估PLC自动化系统的性能和功能,以确保其符合预期的要求和标准。
本报告将详细描述PLC自动化系统的验收过程、测试结果和评估结论。
二、背景PLC自动化系统是一种广泛应用于工业控制领域的自动化控制系统。
它通过使用可编程逻辑控制器(PLC)来监控和控制各种设备和过程。
本次验收的PLC自动化系统是应用于某工厂的生产线,旨在提高生产效率和质量。
三、验收过程1. 验收团队组建验收团队由技术人员、工程师和相关部门代表组成。
他们具有丰富的PLC自动化系统验收经验和专业知识。
2. 设备检查首先,验收团队对PLC自动化系统的硬件设备进行了全面检查。
他们核对了设备清单,并确保所有设备的型号、数量和规格与合同要求一致。
此外,他们还检查了设备的安装位置和连接方式,以确保其符合设计要求。
3. 功能测试验收团队对PLC自动化系统的功能进行了详细测试。
他们按照预定的测试计划,对系统的各项功能进行了逐一验证。
测试内容包括输入输出信号的准确性、传感器和执行器的正常工作、报警系统的可靠性等。
所有测试结果均记录在测试报告中。
4. 性能评估验收团队对PLC自动化系统的性能进行了综合评估。
他们根据系统的响应速度、稳定性、可靠性和安全性等指标,对系统的性能进行了评估。
评估结果表明,PLC自动化系统在各项指标上均达到了预期要求。
5. 用户培训验收团队还对工厂的操作人员进行了培训,以确保他们能够熟练操作和维护PLC自动化系统。
培训内容包括系统的基本原理、操作方法、故障排除和维护保养等。
四、测试结果根据对PLC自动化系统的全面测试和评估,我们得出以下测试结果和结论:1. 硬件设备完好无损,符合合同要求。
2. 系统的输入输出信号准确可靠,传感器和执行器正常工作。
3. 报警系统可靠,能够及时发出警报并采取相应的措施。
4. 系统的响应速度快,稳定性和可靠性高。
5. 系统具有良好的安全性能,能够有效保护设备和人员的安全。