机4-11-4汽缸中分面螺栓紧固(600MW机组)5398
- 格式:doc
- 大小:83.00 KB
- 文档页数:4
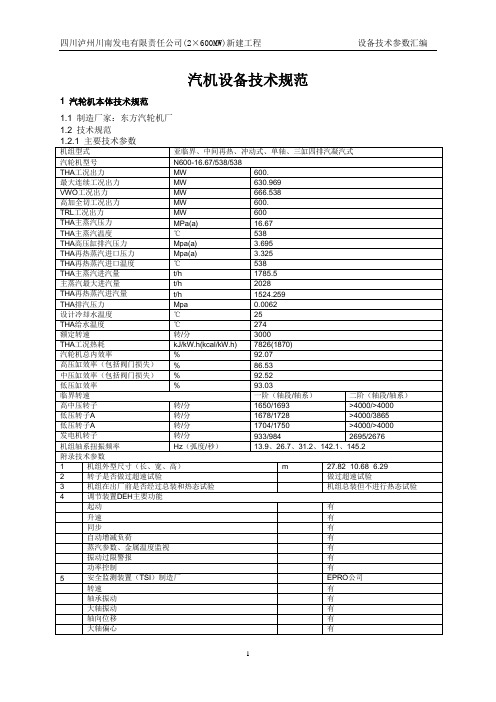
汽机设备技术规范1 汽轮机本体技术规范1.1 制造厂家:东方汽轮机厂1.2 技术规范1.2.4 支持轴承类型,可倾轴瓦(1#、2#)及椭圆瓦(3#、4#、5#、6#)。
1.2.7 给水回热级数(高压+除氧+低压)8级(3高加+1除氧+4低加)1.2.8 机组外型尺寸(长、宽、高)27.82×10.68×6.29 m1.2.9 旋转方向:从汽机端向发电机端看为_逆时针1.2.10 机组运行方式:定压运行及定—滑—定运行1.2.11 机组布置方式:汽轮发电机组为室内纵向顺列布置。
从机头向发电机方向看,润滑油系统为右侧布置。
2 高压主汽阀技术规范2.1 制造厂家:东方汽轮机厂2.2 技术规范2.2.1 型式:液压开启,弹簧关闭,非定位球阀2.2.2 单机数量:两个2.2.3 配合直径:355.6mm3 高压调节阀技术规范3.1制造厂家:东方汽轮机厂3.2 技术规范3.2.1 型式:液压开启,弹簧关闭,定位球阀3.2.2 单机数量:四个3.2.3 配合直径:1号:228.6 mm,2号:228.6 mm,3号:203.2 mm,4号:228.64 中压联合汽阀4.1 型式:中压主汽阀合中压调节阀在同一阀壳内4.2 数量:两个5 中压主汽阀技术规范5.1 制造厂家:东方汽轮机厂5.2 技术规范5.2.1 型式:液压开启,弹簧关闭,非定位球阀5.2.2 单机数量:两个5.2.3 配合直径:673.1mm6 中压调节阀技术规范6.1 制造厂家:东方汽轮机厂6.2 技术规范6.2.1 型式:液压开启,弹簧关闭,非定位球阀6.2.2 单机数量:两个6.2.3 配合直径:355.6mm7 给水泵汽轮机技术规范7.1 制造厂家:东方汽轮机厂7.2 单机台数:2台7.3 技术规范7.3.1 型号:G7-1.07.3.2 型式:单缸、单流、单轴、冲动式、纯凝汽、新汽、内切换7.3.3 运行方式:变参数、变功率、变转速7.3.4 额定功率:7MW(给水泵效率为81%,转速待定)7.3.5 内效率:80.8%(额定功率时)7.3.6 最大连续功率:9.2MW7.3.7 额定进汽压力:1.138MPa,温度367.6℃7.3.8 额定排汽压力:7.57KPa,温度40.5℃7.3.9 额定转速:5120r/min7.3.10 调速范围:2900~5900r/min7.3.11 超速保护:6327+100r/min(电气一值)7.3.12 动作转速:6327r/min(电气二值)7.3.13 旋转方向:顺时针旋转(从机头向泵看)7.3.14 与给水泵连接方式:鼓形齿式饶性联轴器7.3.15 最大噪声值:85dB(A)(距小汽机壳外罩1米处)7.3.16 安装方式:快装式7.3.17 小汽机结构尺寸:长7013 ,宽4140 ,高3643 mm(不包括罩壳在内)8 汽机房行车技术规范8.1制造厂家:杭州华新机电工程有限公司8.2 台数:2台8.3 技术参数8.3.1额定起重量(工作级别A3):主钩80 t,副钩32 t8.3.2 汽机房行车跨度:28.5米,行车轨顶标高:25.5米8.3.3 主钩最大起升行程:25米8.3.4 副钩最大起升行程:26.5米8.3.5 起升速度:起重运行:3.2~32 m/min小车运行:1.8~18 m/min主钩起升:0.18~1.8 m/min副钩起升:0.5~5.0 m/min8.3.6 起重机最大轮压:310kN8.3.7 起重机轨道型号:QU1008.3.8 操作室:型式:封闭保温,内设空调。


工业汽轮机汽缸螺栓的紧固1 概述工业汽轮汽缸剖分面螺栓(以下称汽缸螺栓)紧固后,应使汽缸剖分面上有足够的接触压力,以防止高温高压的蒸汽从汽缸剖分面漏出。
紧固汽缸螺栓时,应按制造厂技术文件的紧固顺序进行,避免汽缸因螺栓紧固力矩不均,而造成汽缸或螺栓变形,造成运行中的热态下螺栓出现断裂现象。
汽缸水平剖分面之间的间隙主要是由于下汽缸自重产生垂弧而造成的。
汽缸螺栓的紧固顺序对汽缸水平剖分面的变形有影响,应当从汽缸中部最大垂弧处开始,即间隙最大处开始,然后在剖分面左右两侧对称地,分别向汽缸前端和向后端进行紧固,如图1所示。
用这样顺序紧固汽缸螺栓,可将垂弧间隙赶向汽缸两端而消除,不至于造成最大垂弧处的螺栓损坏。
汽缸螺栓紧固前,螺纹部位应涂防咬合剂,螺栓的紧固力矩应符合制造厂技术文件的规定对所有螺栓每一遍的紧固程度应相等。
2 汽缸螺栓的紧固对汽缸螺栓的紧固要求是:(1)必须保证汽缸在连续运行的周期内结合面的严密性:(2)紧固J1顷序和紧固方法及紧固力矩应符合制造厂技术文件的规定。
汽缸水平剖分面螺栓的松紧是以容易消除汽缸剖分面间隙为原则的,松螺栓时应以防止消除汽缸剖分间隙所引起的变形力量集中到最后拆卸的一个螺栓上为原则,以免将最后一个螺栓拉变形或拉断。
汽缸螺栓的紧固应按图1紧固顺序紧固。
其紧固方法分为冷紧和热紧两种。
2.1 冷紧工业汽轮机的中、低压汽缸,汽缸螺栓多采用冷紧。
冷紧可采用呆扳手,电动或气动扳手及油压冷紧。
汽缸螺栓冷紧应力大部分用于消除下汽缸自然垂弧:冷紧汽缸螺栓的目的(a)中、低压汽缸水平剖分面螺栓紧固顺序示意图(b)高压汽缸螺栓紧固顺序示意图图1工业汽轮机汽缸螺栓紧固示意图主要是消除下汽缸自重引起的汽缸剖分面间隙。
对冷紧汽缸螺栓的要求如下:(1)冷紧一般用于螺栓直径小于M52的螺栓,冷紧力矩一般为80—1 20kgf.m,一般可达到螺栓设计的初紧力。
(2)汽缸螺栓冷紧时,应先用50%一60%的规定力矩对汽缸螺栓左右对称进行预紧,然后再用100%的规定力矩进行紧固。
国产600MW机组典型汽机事故汇编1. 发电机消泡箱溢油1.设备简介密封油密封瓦为双流环式密封瓦,系统分空侧密封油和氢侧密封油两个部分,空侧油设有空侧密封油箱和一台空侧交流油泵、一台直流油泵,氢侧油设有氢侧密封油箱和两台空侧交流油泵,氢侧密封油箱顶部和底部装有4支针阀,用于运输或紧急情况下限制氢侧油箱的排油阀或补油阀工作,密封油系统投入运行时,均应完全打开。
2.事件经过03年10月16日机组调试时为处理1号机组密封油备用压差阀无法自动跟踪问题,9:40施工单位办理“密封油备用压差阀”检修工作票,17:10工作结束。
在此期间,为配合DEH 仿真试验,9:51启动密封油高压备用油泵运行,10:11启1A EH油泵运行,17:05启交流润滑油泵运行。
18:07 CRT画面发消泡箱油位高报警;19:15运行人员检查发现就地发电机检漏仪有油滴出,密封油氢侧回油箱满油,就地检查发现高压备用密封油泵至密封油手动门关闭,发电机密封油备用压差阀前后手动门开启,就地悬挂的“禁止操作”牌被弃置一边,立即关闭密封油备用压差阀前手动门,启动氢侧密封油泵强制排油,5分钟后,氢侧回油箱油位降刻度50,停泵。
同时联系施工单位进行排油处理。
19:35从发电机出线端检漏仪排出油4.5桶,机侧检漏仪排出油0.5桶,打开发电机底部放油没有油放出。
3.原因分析3.1发电机密封油备用压差阀入口门开启是造成发电机消泡箱溢油的直接原因。
密封油备用压差阀没有经过调试整定,处于不可投运状态,无法起到正常调节左右;3.2当时发电机内部无风压,交流润滑油泵处于运行状态,低压油通过尚未整定好的密封油备用压差阀进入密封瓦使密封油氢侧回油量增大,氢侧回油箱满后很快充满0.1M3的消泡箱并越过迷宫式档油板和转子之间的间隙进入发电机内部;3.3密封油氢侧回油箱上下四个强制手柄,在系统投运时应保持处于完全松开状态,以保证浮子调整阀的正常工作,当时密封油氢侧回油箱上部两个强制手柄处于强制状态,使得氢侧回油箱油位高甚至满油后,排油不畅,使得油位继续升高,造成消泡箱进一步满油。
N600—16.7/538/538600MW亚临界中间再热凝汽式气轮机说明书Ⅵ—1本体结构上海汽轮机有限公司一九九八年七月目录目录 11 概述 31.1 主要技术参数 31.2 机组的主要热力工况 31.3 机组的通流部分设计 31.4 计算中热力系统的有关参数 32 主要热力数据汇总 42.1 基本特性 42.2 配汽结构 42.3 主要工况热力特性汇总 52.4 热平衡图62.5 通流部分92.5.1 高压通流部分102.5.2 中压通流部分122.5.3 低压通流部分133 汽轮机本体结构163.1 概述163.2 汽缸283.2.1 高压外缸283.2.2 高压内缸 (见图13高压内缸) 293.2.3 中压外缸313.2.4 中压内缸323.2.5 高中压进汽连接管、高压抽汽连接管35 3.2.6 低压外缸353.2.7 #1低压内缸393.2.8 #2低压内缸423.3 隔板套453.4 蒸汽室(喷嘴组室)473.5 转子483.5.1 高压转子483.5.2 中压转子483.5.3 低压转子493.5.4 联轴器和中间轴493.5.5 轴系493.6 通流部分513.6.1 高压通流部分523.6.1 中压通流部分523.6.3 低压通流部分523.7 汽封523.7.1 高压隔板套汽封523.7.2 中压隔板套汽封523.7.3 高、中压缸前后汽封533.7.4 低压隔板汽封和围带汽封533.7.5 低压缸端汽封533.8 阀门和蒸汽管道583.8.1 主汽门和调节汽阀583.8.2 再热主汽门和再热调节汽阀593.8.3 主蒸汽进汽管道603.8.4 再热进汽管道603.8.5 中、低压连通管603.10 盘车装置703.11 轴承743.11.1 推力轴承743.11.2 1号轴承(高压缸前轴承)753.11.3 2、3号轴承(高压缸后轴承、中压缸前轴承)763.11.4 4号轴承(中压缸后轴承)763.11.5 5号轴承(1号低压缸前轴承) 763.11.6 6号、7号、8号轴承(1号低压缸后轴承,2号低压缸前、后轴承) 77 3.12 汽轮机支托和定位843.12.1 静子部件的支托和定位 853.12.2 转子部件的支托和定位 851 概述本机组是由上海汽轮机有限公司与美国西屋公司合作并按照美国西屋公司的技术制造的600MW亚临界、中间再热式、四缸四排汽、单轴、凝汽式汽轮机。
汽机(qìjī)专业技改工程(gōngchéng)总结报告汽机(qìjī)专业技改工程(gōngchéng)总结报告汽机(qìjī)专业工程实施情况总结公司在8月份针对汽机专业下达了三项技改工程,分别是1#机轴封系统改造、2#机射水箱水温降温改造及2#、3#锅炉冷渣机水系统改造,现就各工程完成情况进行说明:1.1#机轴封系统改造①方案完成时间:2022年9月10日实际完成时间:2022年9月12日②实施效果在制定了详细的1#机轴封加热器投用作业指导书后,于9月20日投入运行。
1#机轴封加热器投运运行后,加热器入口水温47℃,出口水温57℃,到达了正常的加热效果。
对1#汽轮机上下压侧的汽封漏汽情况进行了细致的检查,发现机头局部漏汽根本消除,机尾局部仍存在少量的漏汽,比原来有了较大的改善,减少了汽封漏汽,并充分吸收了漏汽的热量。
在2#机相同的负荷情况下对凝泵的变频进行了比拟。
由于凝泵出水管路阻力的减少,在相同的负荷下,变频由81调至79,减少了凝泵的耗电量。
2.2#机射水箱水温降温改造①方案完成时间:2022年9月5日实际完成时间:暂未完成,换热器、热源水进出水管路、水井、冷源水进水管路、自吸泵已安装就位,自吸泵的电源局部、冷源水的回水局部未就位。
未完成的主要因素是自己没有抓紧时间完成。
以存在的客观因素〔如东方公司焊工没有时间没有人、去如皋港接海轮、天气转凉,真空好转等〕为借口,放松了对工程实施的要求。
方案完成时间:10月27日进行调试3.2#、3#锅炉冷渣机水系统改造冷渣机水系统改造根本完成,电磁阀还未安装王卫星二一一年十月十九日扩展阅读:汽机专业总结第一节第一节汽轮发电机本体安装技术总结一、机组结构特点1、机组主要设备技术参数:型号:N135---13.2/535/535-1额定功率:135MW最大功率:146.803MW额定蒸汽参数:新蒸汽〔高压主汽阀前〕13.24Mpa/535℃再热蒸汽〔中压联合汽阀前〕2.354MPa/535℃配汽方式:全电调转向:从汽机向发电机方向看为顺时针方向额定转速:3000r/min通流级数:共31级,其中:高压局部:1调节级+8级压力级中压局部:10级压力级低压局部:2×6级压力级给水回热系统:2高加+4低加+1除氧器汽封系统;自密封系统末级叶片长度:660mm汽轮机与凝汽器的连结方式:刚性发电机主要技术参数:额定容量:158.82兆伏安额定功率:135兆瓦功率因数:0.85相数:3频率:50赫2、本机组整个轴系共有3根转子,5个支持轴承,#1~#4支持轴承均为带球面轴瓦套的椭圆轴承,#5轴承为圆筒式轴承。