标准工时培训教材
- 格式:ppt
- 大小:1.07 MB
- 文档页数:5
IE基础培训教材第一章标准工时的概要1.1在生产企业里,改善车间现场的工作、提高生产效率是重要课题,需要有每一项工作是否符合标准的指数行。
该指数就是标准工时、工作量工时的标准值。
企业生产中的标准工时,就是为了减少机会损失,尽可能地设定最经济的标准作业方法,是以此为基准工作为管理尺度,让潜在的损失暴露出来,并做到消除它。
因此,为了提高生产效率,需要充分、有效地使用所投入的资源,生产出更多的产品。
特别在观察投入的劳动力的生产效率时,从一定时间内能够有多少生产量的观点看,能够把握住是否了发生损失。
为了消除此损失,重要的是设定某一作业必要的标准的工时,努力做到在此工时内完成作业,推行无工时损失的作业方法的改善活动。
1.2假若现在问你从自己家到公司上班时间的话,你会马上回答到「○○分」。
这是根据你长年经验得到的结果,能够回答出来,既不需要考虑,也不需要计算。
但是,假若问你一次也没有去过地都市、到那个都市需要多少时间的话,恐怕就不会马上回答出来。
此时,你将怎样知道需要的时间呢?这样的事情,是与生产活动设定完成作业需要的标准工时完全相同的。
关于过去有过各种经历的工作,可以根据经验或者过去的实际情况,大致设定正确的工时。
而对一次也没有经历过新工作,就很难设定标准工时。
这种情况下,如果不在正确认识、并按照规定的程序去求出标准工时的话,就不能确定正确的标准工时。
这些可以说在所有生产活动中的工作都是相同的。
能够按照规定的设计、技术规格制造产品的目的即使只有一个,其作业方法、作业手段却可以有若干种。
因此,为达到目的所需要的标准时间,是按照各种各样的方法来设定的,一种作业的标准时间未必只限于一种,选择什么样的作业方法,手段,将决定标准工时值出现各种变化。
这一点具有极其重要的意义;要确定标准工时首先要从确定作业方法开始。
换句话说,不规定作业方法就无法确定标准工时。
1.3所谓标准工时,就是为产出单位生产量,而用规定的作业速度进行作业所需要的时间。




标准工时是在正常操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的所需的作业时间标准工时是指操作者在中等劳动强度和熟练程度下连续完成一件产品所需要的时间。
标准工时=正常时间+宽放时间正常时间=观测时间X评定系数观测时间采用秒表测时法获得,或者直接用MTM、WF、MOD等方法计算标准时间,也可以用标准资料法来预测标准工时。
标准工时主要用于人员编制(人事)、工时成本计算(财务)、工厂的先期规划(规划)、以及计划排产(生产管理及计划)等,标准工时是一个企业的基础性数据,属于企业机密。
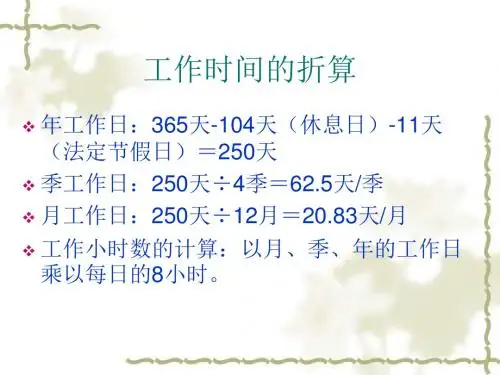
什么是标准工时制,哪些工种实行标准工时制?问:什么是标准工时制,哪些工种实行标准工时制?答:标准工时制是指职工实行每日工作8小时,平均每周工资40小时,星期六、星期日为周休息日的工作制度。
实行这一制度,应保证完成生产和工作任务,不增加人员编制和财政支出,不减少职工的收入。
我市各级国家机关、社会团体、企业事业单位以及其他组织的职工,一律实行没日工作8小时,平均每周工作40小时的标准工时制度。
什么是标准工时制度、综合计算工时工作制、不定时工作制和非全日什么是标准工时制度、综合计算工时工作制、不定时工作制和非全日制工作制?答:(1)我国现在实行的是每日工作不超过8小时、每周工作不超过40小时的工时制度,这是标准工作时间。
(2)综合计算工时工作制是针对因工作性质特殊,需连续作业或受季节及自然条件限制的企业部分职工,采用的以周、月、季、年等为周期的综合计算工作时间的一种工时制度。
在综合计算工作时间的周期内,具体某一天、某一周的工作时间可以超过8小时或40小时。
(3)不定时工作制是指每一工作日没有固定的上下班时间限制的工作时间制度。
经批准实行不定时工作制的职工,不受日延长工作时间标准和月延长工作时间标准的限制,但用人单位应采用弹性工作时间等适当的工作和休息方式,确保职工的休息休假权利和生产、工作任务的完成。
(4)非全日制工作制是指以小时计酬,劳动者在同一用人单位平均每日工作时间不超过4小时,同时为一个以上用人单位提供非全日制工作的,每周累计工作时间不得超过40小时的用工形式。
GT108标准工时之服装工序分科二00七年四月一、裁床票号表的制作1、<裁床票号表>简介2、裁片的名称3、工序票号 (附各论件部门工序票号表)4、车间工序编号及裁片捆扎5、裁片捆扎原理6、不同部件的书写顺序7、裁片打编号8、裁片检查9、黏朴工序10、裁床划片二、车间工序分科表1、详细了解制单内容2、了解办衣3、工序分科表的语言表达方式4、分科术语5、组件及装嵌工序划分标准6、划分工序的依据7、工序分科表运作流程8、工序分科表的更改三、尾部工序分科表 (钮门部、烫部、包装部)四、工序数据库a、建立工序数据库的目的b、数据库内容c、数据库的建立方式d、资料的运用总论工序分科表(分科表),是运用文字对整件服装制作流程中各项工作的一种细致描述,也即是实际生产的制作标准。
表中的每道工序,都是由几个或一系列的制作单位(操作动作)的组合。
在企业化流水生产方式中,工序分科表已是实际生产必不可少的工具。
工序分科表(分科表)的主要作用1) 确定标准做法2) 确定标准时间3) 界定工序流程4) 实际工作分配5) 生产流程编排6) 生产成本预算服装制作方法有较多的可变性,如同一部位的制作可有几种不同的方法或运用不同的机械及辅件;同一制作方法又可有不同的工序组合;相同的方法及组合也可有不同的操作顺序变化;另因布料特性的不同,乃至一些人为的操作习惯以及客户的不同要求等,任何一项因素的变易,都会导致工序内容及时间的变化。
工厂内因由多人从事于工序分析,随时都易出现一些制作方法或语言表达上的不统一,因此确立工序分析、工序流程、语言表达等各项标准尤为重要。
在近几年不断的变革中,工序分析已不再局限于车间生产,其范围已包括从裁床到包装的所有生产部门。
本书将逐项详细讲解各工序分科表的制作方法,既可作为一本工序分析的培训资料,也是工序分析的制作标准。
本书尚需作不断的修改及完善,欢迎广大同事提出批评及改进意见。
一、<裁床票号表>的制作1、 <裁床票号表>简介裁床是一个综合性的前段生产部门,主要工作有查唛架、拉布、裁剪、打编号、捆扎、黏朴、裁片检查、刀床切割、划片点位。