01金属表面质量检验标准
- 格式:pdf
- 大小:534.94 KB
- 文档页数:6
五金件检验标准五金件是一种常见的零部件,广泛应用于机械制造、汽车制造、家具制造等领域。
为了保证五金件的质量和安全性,制定了一系列的检验标准,以确保产品符合国家相关标准和客户的要求。
本文将介绍五金件检验标准的相关内容,希望能对相关行业的从业人员有所帮助。
首先,五金件的外观质量是非常重要的。
外观质量的检验主要包括表面光洁度、表面无损伤、表面涂装等方面。
在检验过程中,应该注意检查五金件的表面是否有裂纹、气泡、氧化等缺陷,以及是否符合相关的表面处理要求。
此外,对于有表面涂装的五金件,还需要检查其涂装层是否均匀、附着力是否符合要求等。
其次,五金件的尺寸精度也是需要进行严格检验的。
尺寸精度的检验包括外观尺寸、内部尺寸、孔径尺寸等方面。
在检验过程中,应该使用合适的测量工具,如千分尺、游标卡尺等,对五金件的各个尺寸进行准确的测量,并与设计图纸进行对比,确保五金件的尺寸精度符合要求。
此外,五金件的材质和力学性能也是需要进行检验的重点内容。
材质的检验主要包括化学成分分析、金相组织分析等方面,以确保五金件的材质符合要求。
力学性能的检验主要包括拉伸强度、硬度、冲击性能等方面,以确保五金件在使用过程中能够承受相应的载荷,不会出现断裂或变形等问题。
最后,五金件的耐腐蚀性能也是需要进行检验的重要内容。
耐腐蚀性能的检验主要包括盐雾试验、湿热试验等方面,以确保五金件在潮湿、腐蚀性环境下能够保持良好的性能和外观。
总之,五金件的检验标准涉及到外观质量、尺寸精度、材质和力学性能、耐腐蚀性能等多个方面,需要进行全面、细致的检验工作。
只有通过严格的检验,才能保证五金件的质量和安全性,满足客户的要求,赢得市场的信任。
希望本文的介绍能够对相关行业的从业人员有所帮助,促进五金件行业的健康发展。

Q/ZX 12.203.12 – 2001<本文中的所有信息均为中兴通讯股份有限公司内部信息,不得向外传播。
>内部公开▲ Q/ZX中兴通讯股份有限公司企业标准(检验和试验方法技术标准)QQ/ZX 12.203.12 - 20012001-06-18 发布 2001-07-01 实施中兴通讯股份有限公司 发 布金属制品检验规范 —汇流排检验Q/ZX 12.203.12 – 2001<本文中的所有信息均为中兴通讯股份有限公司内部信息,不得向外传播。
>内部公开▲目 次前言............................................................................................................Ⅱ 1 范围 ..................................................................... 1 2 引用标准 ................................................................. 1 3 汇流排加工及检验 (1)3.1 汇流排的表面质量要求 ............................................. 1 3.2 汇流排的性能质量要求 ............................................. 1 3.3汇流排的验收方法 (2)前言为了提高金属结构件生产制造质量,加强对金属制品生产流程相关环节的监督检验和质量控制,保证结构件设计要求的完全贯彻和实施,特编写本系列标准。
《金属制品检验规范》为系列标准:Q/ZX 12.203.1-2001《金属制品检验规范-板金冷冲压加工及检验》Q/ZX 12.203.2-2001《金属制品检验规范-机械切削加工检验》Q/ZX 12.203.3-2001《金属制品检验规范-铸造加工及检验》Q/ZX 12.203.4-2001《金属制品检验规范-铝及铝型材加工及检验》Q/ZX 12.203.5-2001《金属制品检验规范-焊接加工及检验》Q/ZX 12.203.6-2001《金属制品检验规范-镀覆零件检验》Q/ZX 12.203.7-2001《金属制品检验规范-化学处理层的质量检验》Q/ZX 12.203.8-2001《金属制品检验规范-涂覆加工检验》Q/ZX 12.203.9-2001《金属制品检验规范-丝印加工检验》Q/ZX 12.203.10-2001《金属制品检验规范-紧固件加工检验》Q/ZX 12.203.11-2001《金属制品检验规范-机柜装配检验》Q/ZX 12.203.12-2001《金属制品检验规范-汇流排检验》本标准是《金属制品检验规范》第12部分。
金属表面处理检验规范1适用范围本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.10 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.11 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
2.12 露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围颜色的白色。
2.13 修补:因膜层损伤而用涂料所作的局部遮盖。
五金产品检验标准五金产品是指以金属为主要原料,经过一定的加工制作而成的各种工具、配件和装饰品等。
五金产品在日常生活和工业生产中扮演着重要的角色,因此其质量和安全性至关重要。
为了确保五金产品的质量,制定了一系列的检验标准,下面将对五金产品的检验标准进行详细介绍。
首先,五金产品的外观质量是其质量的重要标志之一。
外观检验包括产品的表面光洁度、色泽、形状、尺寸等方面的检测。
产品表面应光滑、无明显的划痕和氧化斑点,色泽应均匀一致。
同时,产品的形状和尺寸应符合设计要求,不得出现变形、扭曲等现象。
其次,五金产品的材料和成分也是检验的重点之一。
五金产品通常由铁、铝、铜、不锈钢等金属材料制成,其材料成分和含量直接影响产品的性能和使用寿命。
因此,对五金产品的材料和成分进行严格的检验和分析,确保其符合相关的国家标准和行业标准。
另外,五金产品的功能性能也是检验的重要内容之一。
不同类型的五金产品具有不同的功能,如承重、连接、固定等。
因此,需要针对不同类型的产品,制定相应的功能性能检验标准,确保产品在使用过程中能够满足设计要求和用户需求。
此外,五金产品的耐久性和可靠性也是检验的重点内容。
五金产品通常需要经受长期使用和各种环境的考验,因此其耐久性和可靠性是产品质量的重要指标。
通过模拟使用、振动、冲击等试验,对产品的耐久性和可靠性进行检验,确保产品在使用过程中能够保持良好的性能和稳定的工作状态。
最后,五金产品的安全性和环保性也是检验的重要内容。
五金产品在使用过程中需要符合相关的安全标准,不得对人身安全和环境造成危害。
因此,对五金产品的安全性和环保性进行严格的检验,确保产品符合相关的安全和环保要求。
总之,五金产品的检验标准涉及产品的外观质量、材料成分、功能性能、耐久性和可靠性、安全性和环保性等多个方面,通过严格的检验和测试,确保产品的质量和安全性,满足用户和市场的需求。
只有通过严格的检验标准,才能保证五金产品的质量和可靠性,为用户提供更加优质的产品和服务。
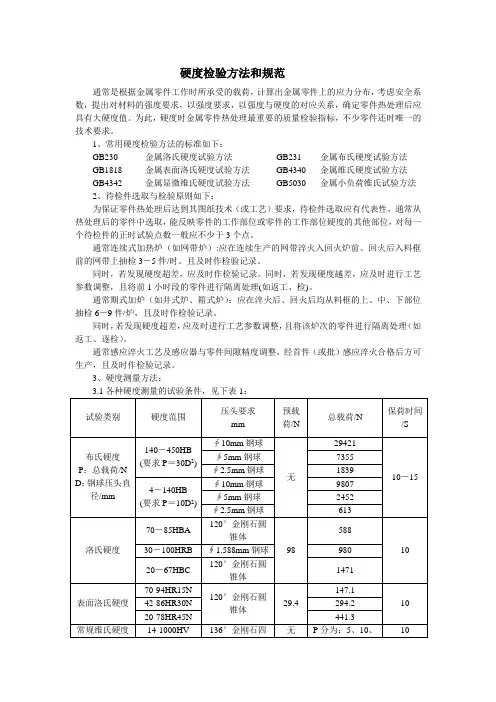
硬度检验方法和规范通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
3、硬度测量方法:备注:(1)零件心部或基体硬度,一般按GB230.GB231或GB4340的试验方法测量。
(2)若确定的硬度试验方法有几种试验力可供选择时,应选用试验条件允许的最大试验力。
4、检验设备与人员:4.1所有硬度计及标准硬度试块均应在计量部门检定的有效期内使用,不允许在无检定合格证书或超过检定的有效期使用。
4.2应设立专职检验人员,且经正规培训与考核,具有正式的资格证书;生产线的操作人员检验,应经一定培训,在专职检验人员的认可或指导下进行。
金属表面处理检验规范1适用范围本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.10 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.11 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
2.12 露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围颜色的白色。
2.13 修补:因膜层损伤而用涂料所作的局部遮盖。
机柜机箱外观检验标准(ISO9001-2015)1、目的规范机械产品结构的表面等级划分及其外观质量要求, 确保生产自检和检验人员检验产品外观时有据可依。
2、适用范围本规范适用于公司金属表面、电镀、氧化、喷涂、丝印产品的外观检验(当客户有指定标准时,依照客户标准)。
3、4.0内容4.1外观表面等级划分为三个级别(各等级表面的具体划分参考图1~图3):4.1.1 A级或1级:重要外观表面,装配后经常看到的外表面,例如:面板、装饰框正前面,常人可视顶面。
4.1.2 B级或2级:经常被看见的表面。
例如:机柜外侧面、后外表面、电镀类散件。
4.1.3 C级或3级:一般情况下看不见的表面(除非是修理,装配,运输等过程中)。
例如:两个面接触零件的接触内面,机柜的底面。
除A、B级表面外的表面均定义为C级表面。
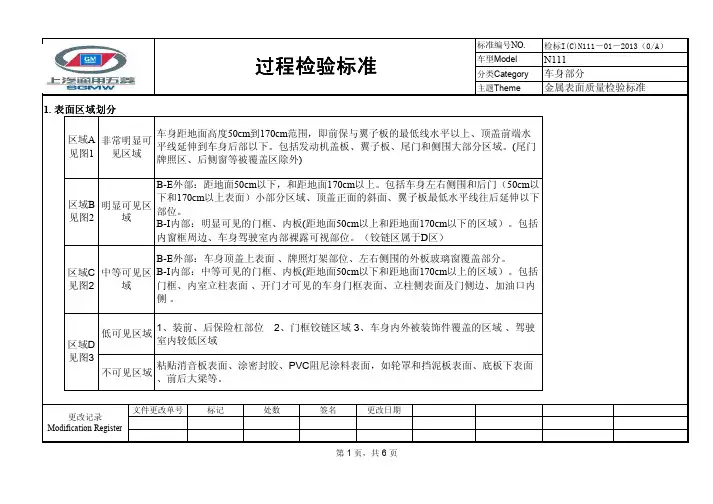
图1、机柜外观面等级示意图图2、钣金机箱外观面等级示意图图3、盒式结构外观面等级示意图内部:3级正面:1级正面:1级侧面和后面:2级 底面:3级顶面:1级4.2外观检验条件4.2.1目视检测条件:4.2.1.1光照度在300-600LX(40W日光灯)的强度,相距为300~1000mm,观测时间按不同等级面而有不同,详见表1:表1、检测条件表面等级A级或1级B级或2级C级或3级检视时间5s 4s 3s检视距离400mm 600mm 1000mm光源40W日光灯4.2.1.2检查者位于被检查零件的正面、视线与被检表面呈45-90°进行正常检验;要求检验者的矫正视力在 1.0以上且无色盲(不能使用放大镜用于外观检验)。
4.2.2检测面积划分:4.2.2.1被检表面按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。
表面大小划分标准如表2。
(注:一般情况下,被检表面上的缺陷个数超过2个时,缺陷之间的距离必须大于10cm,否则视为同一缺陷,尺寸以其总和计。
)表2、表面大小类别划分4.2.3可接受的各类外观缺陷总数限定见下表,本表规定了被检表面上出现的各类外观缺陷的总个数,其中定义为可接受的缺陷不计入总个数。
Q/DKBA华为技术有限公司企业技术标准Q/DKBA3801-2001电镀金质量标准2001-11-01 发布 2001-11-15 实施华为技术有限公司发布版权所有侵权必究目 次前言 (3)106 参考文献 (9)5.6 可焊性 (8)5.5 耐蚀性 (8)5.4 结合强度 (8)5.3 镀层厚度 (8)5.2 外观 (7)5.1 镀前表面质量要求 (7)5 电镀批生产中产品质量要求.......................................................74.6 鉴定状态的保持. (7)4.5.7 耐磨性 (7)4.5.6 可焊性 (7)4.5.5 耐蚀性 (7)4.5.4 结合强度 (6)4.5.3 镀层厚度 (6)4.5.2 金含量 (6)4.5.1 外观 (6)4.5 试验方法及质量指标 (6)4.4.2 试验项目及试样数量 (5)4.4.1.3 外购件试样要求 (5)4.4.1.2 非挂镀工艺 (5)4.4.1.1 挂镀工艺 (5)4.4.1 试样要求 (5)4.4 试验及试样要求 (5)4.3 鉴定程序 (4)4.2 工艺设计要求 (4)4.1 总则 (4)4、工艺或外购件鉴定要求 (4)3、术语和定义 (4)2、规范性引用文件 (4)1、范围..........................................................................前言本规范根据华为技术有限公司产品设计要求及生产实际而编制。
本规范参考 GB12304、GB12305系列、GJB1941、HB5052、SJ42、SJ1276、JB 2836等系列标准编制而成。
对于镀金层的质量指标主要参照军品质量和我公司产品要求而定。
本标准由华为技术有限公司中研结构造型设计部和中试工艺部提出。
本标准主要起草人:郑玲陈普养本标准批准人:陈京本标准历次修订情况为:2001.11.01 首次发布电镀金质量标准1、范围本标准规定了铜、铝等金属表面电镀纯金或硬金的工艺要求及其质量要求。
金相检测国家标准汇总检验类别1、金属平均晶粒度【001】金属平均晶粒度测定…GB 6394-2002【010】铸造铝铜合金晶粒度测定…GB 10852-89【019】珠光体平均晶粒度测定…GB 6394-2002【062】金属的平均晶粒度评级…ASTM E112【074】黑白相面积及晶粒度评级…BW 2003-01【149】彩色试样图像平均晶粒度测定…GB 6394-2002【304】钨、钼及其合金的烧结坯条、棒材晶粒度测试方法(面积法)【305】钨、钼及其合金的烧结坯条、棒材晶粒度测试方法(切割线法)【322】铜及铜合金_平均晶粒度测定方法…YS/T 347-2004【328】彩色试样图像平均晶粒度测定方法22、非金属夹杂物显微评定【002】非金属夹杂物显微评定…GB 10561-89【252】钢中非金属夹杂物含量的测定标准评级图显微检验法…GB/T 10561-2005/ISO 4967:19983、贵金属氧化亚铜金相检验【003】贵金属氧化亚铜金相检验…GB 3490-834、脱碳层深度测定【004】钢的脱碳层深度测定法…GB/T 224-2008【130】脱、渗碳层深度测定…GB 224-875、铁素体晶粒延伸度测定【005】铁素体晶粒延伸度测定…GB 4335-846、工具钢大块碳化物评级【006】工具钢大块碳化物评级…GB 4462-847、不锈钢相面积含量测定【007】不锈钢相面积含量测定…GB6401-868、灰铸铁金相【008】铸铁共晶团数量测定…GB 7216-87【056】贝氏体含量测定…GB 7216-87【058】石墨分布形状…GB 7216-87【059】石墨长度…GB 7216-87【065】珠光体片间距…GB 7216_87【066】珠光体数量…GB 7216_87【067】灰铸铁过冷石墨含量…SS 2002-01【185】碳化物分布形状…GB 7216-87【186】碳化物数量…GB 7216-87【187】磷共晶类型…GB 7216-87【188】磷共晶分布形状…GB 7216-87【189】磷共晶数量…GB 7216-87【190】基本组织特征…GB 7216-87【235】石墨长度(自动分析)…GB 7216-87【251】灰铸铁多图多模块评级:石墨分布&石墨长度&基体组织&共晶团【255】灰铸铁金相_基本组织特征(灰度法)【256】石墨分布&石墨长度&基体组织&共晶团(灰度法)…GB 7216-87【316】灰铁金相等级图_石墨类型…SS 2007-6【317】灰铁金相等级图_石墨尺寸…SS 2007-7【318】灰铁金相等级图_铁素体的大约百分含量…SS 2007-8【319】灰铁金相等级图_珠光体的大概间隔…SS 2007-9【320】灰铁金相等级图_碳化物及磷化物共晶体大致含量…SS 2007-109、定量金相测定方法【009】定量金相测定方法…GB/T 15749-9510、钢的显微组织评定方法(GB/T 13299-91)【011】游离渗碳体组织分析…GB/T 13299-91【012】低碳变形钢的珠光体组织分析…GB/T 13299-91【013】带状组织分析…GB/T 13299-91【014】魏氏组织分析…GB/T 13299-91【016】屈氏体含量计算…SG-197911、汽车渗碳齿轮金相检验(QC/T 262-1999)【015】马氏体针叶长度评级…QC/T 262-1999 【017】碳化物评级…QC/T 262-1999【018】残余奥氏体评级…QC/T 262-1999【055】奥氏体含量测定…QC/T 262-1999【150】马氏体针叶长度评级(测量法)QC/T 262-199912、球墨铸铁金相检验【020】球化分级…GB 9441-88【021】石墨大小分级…GB 9441-88【022】珠光体数量分级…GB 9441-88【023】铁素体和珠光体数量分级(含石墨、渗碳体百分比)…GB 9441-88【063】球墨铸铁__磷共晶数量…GB 9441-88【064】球墨铸铁__渗碳体数量…GB 9441-88【250】球墨铸铁多图多模块评级:球化分级&石墨大小&基体组织【301】球墨铸铁金相_石墨大小分级(鼠标选择)【312】球铁金相等级图_碳化物等级…SS 2007-2【313】球铁金相等级图_球化率等级…SS 2007-3【314】球铁金相等级图_单位面积球墨数量…SS 2007-4【315】球铁金相等级图_珠光体含量…SS 2007-5【321】珠光体粗细…GB 9441-8813、计算孔度的大小和分布【024】计算孔度的大小和分布…BJYF-200114、铸造铝硅合金(JB/T 7946)【025】钠变质…JB/T 7946.1-1999【026】磷变质…JB/T 7946.1-1999【027】过烧…JB/T 7946.2-1999【028】针孔…JB/T 7946.3-199915、履带车辆渗碳齿轮(WJ 730-82)【029】碳化物…WJ 730-82【030】马氏体及残余奥氏体…WJ 730-8216、履带车辆传动齿轮(GY674-75)【031】车体传动齿轮_碳氮化合物…GY674-75【032】发动机齿轮_碳氮化合物…GY674-7517、内燃电力机车渗碳淬硬齿轮(HBJ-2000)【033】1_碳化物分级…HBJ-2000【034】2_马氏体片长分级…HBJ-2000【035】3_残余奥氏体分级…HBJ-2000【036】4_心部组织分级…HBJ-2000【037】5_内氧化分级…HBJ-2000【038】6_表面脱碳分级…HBJ-200018、铬轴承钢(YB9-68)【039】1_中心疏松…YB9-68【040】2_一般疏松…YB9-68【041】3_偏析…YB9-68【042】4_非金属夹杂物…YB9-68【043】5_退火组织…YB9-68【044】6_碳化物网状…YB9-68【045】7_碳化物带状…YB9-68【046】8_碳化物液析…YB9-6819、高速工具钢(GB9942-88)【047】高速工具钢_大截面锻制钢材_共晶碳化物20、高速工具钢棒(GB9943-88)【048】1_钨系_共晶碳化物_网系【049】1_钨系_共晶碳化物_带系【050】2_钨钼系_共晶碳化物_网系【051】2_钨钼系_共晶碳化物_带系21、铝及铝合金加工制品(GB/T3246-2000)【052】显微组织【053】低倍组织【297】铝合金包覆层厚度测定【349】晶粒度评级(比较法及截距法)【355】晶粒度评级(平均晶粒计算法)22、钢材断口检验法【054】钢材断口检验法…GB 1814-7923、高碳钢盘条索氏体含量【057】高碳钢盘条索氏体含量…YB/T 169-2000 自动评级24、一般工程用铸造碳钢(GB 8493-87)【060】显微组织…GB 8493-87 比较评级【061】混有珠光体的铁素体晶粒度…GB 8493-8725、碳钢【068】碳钢__石墨化评级…DL/T 786-2001 比较评级26、20号钢珠光体球化评级【069】20号钢__珠光体球化评级…DL/T 674-1999 比较评级27、15CrMo钢珠光体球化评级【070】15CrMo钢__珠光体球化评级…DJ 4547-1985 比较评级28、12Cr1MoV钢珠光体球化评级【071】12Cr1MoV钢__珠光体球化评级…DJ 3544-1985比较评级29、硬质合金金相检验【072】硬质合金__碳化物晶粒度测定…GB 3488-1983 自动评级【073】硬质合金__孔隙度和非化合碳的金相测定…GB/T 3489-1983 辅助评级30、内燃机_活塞销_金相检验(JB/T 8118.2-1999) 【075】马氏体分级…JB/T 8118.2-1999辅助评级【076】碳化物分级…JB/T 8118.2-1999 辅助评级31、钢的感应淬火【077】钢的感应淬火或火焰淬火后有效硬化层深度的测定…GB 5617-2005 辅助评级32、钢件感应淬火【078】钢件感应淬火金相检验…JB/T 9204-1999 辅助评级33、珠光体球墨铸铁零件金相检验(JB/T 9205-1999)【079】珠光体球墨铸铁零件感应淬火金相检验…JB/T 9205-1999 比较评级【080】珠光体球墨铸铁零件感应淬火金相检验__硬化层深度的检验…JB/T 9205-1999辅助评级34、钢铁零件_渗氮层深度测定和金相组织检验(GB 11354-2005)【081】钢铁零件_渗氮层深度测定和金相组织检验_原始组织的检验比较评级【082】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层深度测定辅助评级【083】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层脆性检验比较评级【084】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层疏松检验【085】钢铁零件_渗氮层深度测定和金相组织检验_渗氮扩散层中氮化物检验35、铁基粉末冶金烧结制品金相标准(JB/T 2798-1999)【086】珠光体…JB/T 2798-1999辅助评级【087】渗碳体…JB/T 2798-199936、铁素体可锻铸铁金相标准(JB 2122-77)【088】石墨形状…JB 2122-77 比较评级【089】石墨形状分级…JB 2122-77【090】石墨分布…JB 2122-77 比较评级【091】石墨颗数…JB 2122-77 辅助评级【092】珠光体形状…JB 2122-77 比较评级【093】珠光体残余量分级…JB 2122-77 辅助评级【094】渗碳体残余量分级…JB 2122-77【095】表皮层厚度…JB 2122-7737、内燃机进排气门金相检验(JB/T 8188.2-1999)【096】奥氏体晶粒度〈按GB 6394 标准〉JB/T 8188.2-1999 自动评级【097】游离铁素体…JB/T 8188.2-1999 辅助评级【098】奥氏体耐热钢层状析出物…JB/T 8188.2-199938、镁合金加工制品显微组织检验方法【099】镁合金加工制品显微组织检验方法_晶粒度测定…GB 4296-84 自动评级39、蠕墨铸铁金相(JB/T 3829-1999) 【100】石墨形态…JB/T 3829-1999 比较评级【101】蠕化率…JB/T 3829-1999【102】珠光体数量…JB/T 3829-1999 自动评级【103】蠕墨铸铁金相__磷共晶类型…J B/T 3829-1999 比较评级【104】磷共晶数量…JB/T 3829-1999 自动评级【105】碳化物类型…JB/T 3829-1999 比较评级【106】碳化物数量…JB/T 3829-1999 自动评级【298】蠕化率评定(SS 2006-24)自动评级40、铝合金铸件_表面质量【107】铝合金铸件_表面质量_针孔级别HB963-90 辅助评级41、内燃机单体铸造活塞环金相检验(JB/T 6016-92)【108】石墨的评级…JB/T 6016-92自动评级【109】磷共晶的分布评级…JB/T 6016-92 辅助评级【110】磷共晶大小的评级…JB/T 6016-92【111】磷共晶复合物的评级…JB/T 6016-92【112】游离铁素体的评级…JB/T 6016-92 自动评级【113】珠光体的评级…JB/T 6016-9242、内燃机球墨铸铁活塞环金相检验(JB/T 6016.3-2008)【114】第一级别图_石墨球化率评级自动评级【115】第二级别图__石墨大小评级【116】第三级别图_游离铁素体评级43、汽车摩托车发动机单体铸造活塞环金相检验(QC/T 555-2000)【117】石墨类别…QC/T 555-2000 辅助评级【118】游离铁素体类别…QC/T 555-2000 自动评级【119】磷共晶分布与网孔…QC/T 555-2000 辅助评级【120】磷共晶大小…QC/T 555-2000【121】磷共晶复合物…QC/T 555-2000【122】基体组织…QC/T 555-2000 比较评级44、汽车摩托车发动机球墨铸铁活塞环金相标准(QC/T 284-1999)【123】石墨球化率…QC/T 284-1999 自动评级【124】石墨大小与数量…QC/T 284-1999【125】游离铁素体…QC/T 284-1999【126】游离渗碳体、碳化物和磷共晶…QC/T 284-1999 自动评级45、钢质模锻件、金相组织评级图及评定方法(GB/T 13320-2007)【127】中碳结构钢正火组织比较评级【128】渗碳钢正火组织【129】调质钢调质组织比较评级46、高碳铬轴承钢滚动轴承零件热处理技术条件(JB/T 1255-2001)【131】第一级别图_退火组织…JB/T 1255-2001 比较评级【132】第二级别图_淬回火马氏体组织…JB/T 1255-2001【133】第三级别图_淬回火屈氏体组织…JB/T 1255-2001【134】第四级别图_碳化物网状组织…JB/T 1255-2001【135】第五级别图_断口照片…JB/T 1255-2001【136】第六级别图_贝氏体淬火组织…JB/T 1255-200147、钢的感应淬火或火焰淬火后有效硬化层深度的测定【137】钢的感应淬火或火焰淬火后有效硬化层深度的测定…GB 5617-85 辅助评级48、钢件渗碳淬火有效硬化层深度的测定和校核【138】钢件渗碳淬火有效硬化层深度的测定和校核…GB 9450-2005 辅助评级49、珠光体面积百分比含量测定【139】珠光体面积百分比含量测定QB JC-01-2003 辅助评级50、高碳铬轴承钢金相检验(GB/T 18254-2002)【140】第一级别图_中心疏松…GB/T 18254-2002【141】第二级别图_一般疏松…GB/T 18254-2002【142】第三级别图_偏析…GB/T 18254-2002 比较评级【143】第四级别图_非金属夹杂物GB/T 18254-2002 自动评级【144】第五级别图_显微孔隙…GB/T 18254-2002 辅助评级【145】第六级别图_显微组织…GB/T 18254-2002 比较评级【146】第七级别图_碳化物网状…GB/T 18254-2002 辅助评级【147】第八级别图_碳化物带状…GB/T 18254-2002 比较评级【148】第九级别图_碳化物液析…GB/T 18254-2002 辅助评级51、柴油机喷油嘴偶件、喷油泵柱塞偶件、喷油泵出油阀偶件金相检验(JB/T 9730-1999)【151】GCr15钢精密偶件金相检验_马氏体分级_第一级别图…JB/T 9730-1999 比较评级【152】合金结构钢针阀体渗碳、热处理_碳化物_第二级别图…JB/T 9730-1999【153】合金结构钢针阀体渗碳、热处理_马氏体及残余奥氏体_第三级别图…JB/T 9730-1999【154】W6Mo5Cr4V2、W18Cr4V钢针阀金相检验_淬火后晶粒度_第四级别图…JB/T 9730-1999【155】W6Mo5Cr4V2、W18Cr4V钢针阀金相检验_过热程度_第五级别图…JB/T 9730-199952、渗碳、碳氮共渗、氮化零件金相组织检验标准(HB 5022-77)【156】渗碳、碳氮共渗零件非渗层(中心)组织标准…HB 5022-77 比较评级【157】渗碳、碳氮共渗层残余奥氏体标准…HB 5022-77【158】渗碳、碳氮共渗碳化物标准…HB 5022-77【159】38CrMoAlA钢氮化零件调质处理金相标准…HB 5022-77【160】38CrMoAlA钢零件氮化层金相标准…HB 5022-7753、汽车碳氮共渗齿轮金相检验(QCn 29018-91)【161】碳氮化合物…QCn 29018-91 比较评级【162】残余奥氏体及马氏体…QCn 29018-9154、工具热处理金相检验标准【163】工具热处理金相检验标准…ZB J36 003-87 比较评级55、游离铁素体和奥氏体钢层状析出物评级【164】游离铁素体和奥氏体钢层状析出物评级…NJ 354-85 比较评级56、奥氏体不锈钢中α-相面积含量金相测定法【165】奥氏体不锈钢中α-相面积含量金相测定法…GB/T13305-91 自动评级57、纤维直径测定【166】纤维直径测定…SS 2004-0808 辅助评级58、低、中碳钢球化体评级(JB/T 5074-2007)【167】低碳结构钢及低碳合金结构钢球化体分级…JB/T 5074-2007 比较评级【168】中碳结构钢球化体分级…JB/T 5074-2007【169】中碳合金结构钢球化体分级…JB/T 5074-200759、不锈钢铁素体含量百分比测定【170】不锈钢铁素体含量百分比测定…GB/T 13298-91辅助评级60、汽车感应淬火零件金相检验【171】汽车感应淬火零件金相检验QC/T 502-1999 自动评级61、结构钢低倍组织缺陷评级图【172】结构钢低倍组织缺陷评级图GB/T 1979-2001比较评级62、薄层碳氮共渗或薄层渗碳钢件显微组织检测【173】薄层碳氮共渗或薄层渗碳钢件显微组织检测…JB/T 7710-2007 自动评级63、汽车渗碳齿轮金相检验【174】汽车渗碳齿轮金相检验…JB 1673-75 比较评级64、内燃机连杆螺栓金相检验【175】内燃机连杆螺栓金相检验标准…NJ 309-83 比较评级65、钢件感应淬火金相检验【176】钢件感应淬火金相检验…ZB J36 009-88 比较评级66、高镍铬无限冷硬离心铸铁轧辊金相检验(YB 4052 - 91)【177】石墨形态…YB 4052 - 91 比较评级【178】石墨数量…YB 4052 - 91 自动评级【179】基体组织特征…YB 4052 - 91 比较评级【180】碳化物数量…YB 4052 - 91 自动评级67、合金工具钢【181】合金工具钢…GB/T 1299-2000 比较评级68、铍青铜的金相试验方法(QJ 2337-92)【182】铍青铜的金相试验方法_晶粒度标准图…QJ 2337-92 自动评级【183】铍青铜的金相试验方法_晶界反应量标准图…QJ 2337-92 辅助评级【184】铍青铜的金相试验方法_β相形态分布标准级别…QJ 2337-9269、渗碳齿轮感应加热淬火金相检验(NJ 305-83)【191】碳化物分级…NJ 305-83 辅助评级【192】马氏体及残余奥氏体分级…NJ 305-83 比较评级【193】铁素体分布…NJ 305-83【194】淬火层深度分级…NJ 305-83【195】渗碳层测量…NJ 305-83 辅助评级70、柴油机喷油泵、喷油器总成主要零件金相检验(JB 5175-2006)【196】碳化物分级…JB 5175-2006 比较评级【197】马氏体和奥氏体分级…JB 5175-2006【198】有效硬化层深度测量…JB 5175-2006【199】喷油器体金相检验…JB 5175-200671、汽车碳氮共渗齿轮金相检验(JB 2782-79)【200】碳氮化合物分级比较评级【201】马氏体及残余奥氏体分级【202】心部铁素体分级【203】碳氮共渗层测试图辅助评级72、珠光体球墨铸铁零件感应淬火金相检验(ZB J36 010-88)【204】组织评级比较评级【205】硬化层深度测量辅助评级73、中碳钢与中碳合金结构钢(ZB J36 016-90)【206】马氏体等级比较评级74、稀土镁球墨铸铁等温淬火金相标准(JB 3021-81)【207】组织形态比较评级【208】下贝氏体分级辅助评级【209】上贝氏体分级辅助评级【210】白区数量分级辅助评级【211】铁素体数量分级辅助评级75、焊缝熔深度测量(SS 0501-2005)【212】焊缝熔深度测量辅助评级76、铸造铝硅合金变质(GB 10849-89)【213】钠变质比较评级【214】磷变质比较评级77、中碳钢与中碳合金结构钢(JB/T 9211-1999)【215】中碳钢与中碳合金结构钢_马氏体等级比较评级78、钢的共晶碳化物不均匀度评定法(GB/T 14979-94)【216】钢的共晶碳化物不均匀度评定法比较评级79、铁素体级别图(SS 1117-2005)【217】铁素体级别图辅助评级80、不锈钢10%草酸浸蚀试验方法(GB/T 4334.1-2000)【218】不锈钢10%草酸浸蚀试验方法比较评级81、铸造铝硅合金过烧(GB 10850-89)【219】铸造铝硅合金过烧比较评级82、铸造铝合金针孔(GB 10851-89)【220】铸造铝合金针孔比较评级83、变形铝合金过烧金相试验方法(QJ 1675-89)【221】变形铝合金过烧金相试验方法比较评级84、铸造铝合金过烧金相试验方法(QJ 1676-89)【222】铸造铝合金过烧金相试验方法比较评级85、碳素工具钢(GB/T 1298-2008)【223】碳素工具钢_第一级别图_珠光体比较评级【224】碳素工具钢_第二级别图_碳化物比较评级86、变形镁合金显微组织检验方法(GB/T 4296-2004)【225】变形镁合金显微组织检验方法比较评级87、变形镁合金低倍组织检验方法(GB/T 4297-2004)【226】变形镁合金低倍组织检验方法比较评级88、两相钛合金高低倍组织检验方法(GB 5168-85)【227】两相钛合金高低倍组织检验方法比较评级89、内燃机铸造铝活塞金相检验(JB/T 6289-2005)【228】分散性孔洞评定比较评级【229】集中性孔洞评定比较评级【230】共晶铝-硅合金(钠盐变质)评定比较评级【231】共晶铝-硅合金(磷变质)评定比较评级【232】铝-硅-铜-镁合金显微组织评定比较评级【233】鱼骨状铁相夹杂物评定比较评级【234】针状铁相夹杂物评定比较评级90、内燃机高磷铸铁气缸套_金相检验(JB/T 2330-93)【236】第一级别图_石墨评级辅助评级【237】第二级别图_磷共晶网孔评级比较评级【238】第三级别图_分散分布,枝晶状及聚集状磷共晶评级比较评级【239】第四级别图_复合物磷共晶的评级自动评级【240】第五级别图_游离渗碳体含量的评级自动评级【241】第六级别图_游离铁素体含量的评级辅助评级91、内燃机硼铸铁气缸套_金相检验(JB/T 5082.1-2008)【242】第一级别图_石墨的评级辅助评级【243】第二级别图_硬度相分布及数量的评级自动评级【244】第三级别图_硬度相呈聚集状,枝晶状分布评级比较评级【245】第四级别图_硬度相大小评级自动评级【246】第五级别图_含硼复合物的组织评级比较评级【247】第六级别图_含硼渗碳体评级自动评级【248】第六级别图_含硼莱氏体评级自动评级【249】第七级别图_基体中游离铁素体的评级辅助评级【263】内燃机硼铸铁气缸套__含硼莱氏体评级(取色法)辅助评级92、DL/T 884-2004火电厂金相检验与评定技术导则【253】10CrMo910钢蠕变损伤评定级别图比较评级【254】T91钢组织老化评定级别图比较评级93、JB/T 9173-1999 【257】烧结金属摩擦材料金相检验法比较评级94、内燃机进、排气门金相检验(JB/T 6720-93)【258】第一级别图自动评级【259】第二级别图95、弹条金相组织评级图(TB/T 2478-93)【260】第一级别图比较评级【261】第一级别图【262】第一级别图96、热作模具钢显微组织评级(JB/T 8420-96)【264】5CrNiMo钢马氏体评级辅助评级【265】5Cr4W5Mo2V钢马氏体评级【266】3Cr2W8V钢马氏体评级【267】3Cr3Mo3W2V钢马氏体评级【268】4Cr5MoSiV钢马氏体评级【269】4Cr3Mo2NiVNbB钢马氏体评级97、铝合金晶间腐蚀测定方法(GB/T 7998-2005)【270】铝合金晶间腐蚀测定方法辅助评级98、液化石油气钢瓶金相组织评定(CJ/T 31-1999)【271】液化石油气钢瓶金相组织评定比较评级99、金相教学(SS2006)【272】金相教学(SS2006-01)比较评级【274】还原粉末的金相图谱(SS 2006-03)比较评级【275】电解粉末的金相图谱(SS 2006-04)比较评级【276】羰基粉末的金相图谱(SS 2006-05)比较评级【277】雾化粉末的金相图谱(SS 2006-06)比较评级【278】机械破碎粉末的金相图谱(SS 2006-07)比较评级【279】包覆粉末的金相图谱(SS 2006-08)比较评级【280】其他粉末的金相图谱(SS 2006-09)比较评级【281】空隙和石墨图谱(SS 2006-10)比较评级【282】珠光体形态图谱(SS 2006-11)比较评级【283】渗碳体形态图谱(SS 2006-12)比较评级【284】珠光体含量图谱(SS 2006-13)比较评级【285】渗碳体含量图谱(SS 2006-14)比较评级【286】烧结后的显微组织图谱(SS 2006-15)比较评级【287】热处理后的显微组织图谱(SS 2006-16)比较评级【288】高速钢的金相图谱(SS 2006-17)比较评级【289】后续处理图谱(SS 2006-18)比较评级【290】夹杂物图谱(SS 2006-19)比较评级【291】缺陷图谱(SS 2006-20)比较评级【292】钢基零件图谱(SS 2006-21)比较评级【293】触头材料图谱(SS 2006-22)比较评级【294】摩擦材料图谱(SS 2006-23)比较评级100、通用分析模块【273】多项组织分析(SS2006-02)辅助评级101、Cr12型钢评定方法(JB/T 7713-2007)【295】Cr12型钢大块碳化物级别评定方法自动评级【296】Cr12型钢淬火回火马氏体级别评定方法自动评级102、球状黑铅铸铁品【299】球状黑铅铸铁品(JIS G5502-2001)比较评级103、铸铁-石墨显微结构的表示方法【300】铸铁-石墨显微结构的表示方法(ISO 945-1975)辅助评级104、铝箔图像分析【302】铝箔图像分析(SS 2007-01)自动评级105、钢中石墨碳标准评级图【303】钢中石墨碳标准评级图(GB/T 13302-91)辅助评级106、铸造高锰钢金相GB/Y 13925-92 【306】显微组织比较评级【307】未溶碳化物的级别辅助评级【308】析出碳化物的级别比较评级【309】过热碳化物的级别比较评级【310】夹杂物评级表辅助评级107、汽车钢板弹簧金相检验标准(JB 3782-84)【311】汽车钢板弹簧金相检验标准比较评级108、钢铁热浸铝工艺及质量检验(JB_T_9206)【323】孔隙级别与特征辅助评级【324】裂纹级别与特征辅助评级【325】扩散型热浸铝层与基体金属界面类型评定法比较评级109、60Si2Mn 钢螺旋弹簧金相检验(JB_T_9129_2000)【326】淬火组织评级图辅助评级【327】中温回火组织评级图比较评级110、球墨铸铁件(JIS G5502_2001_WT)【329】黑铅球状化率辅助评级【330】基地组织比较评级111、高温用铁素体球墨铸铁受压铸件(ASTM A395/A395M)【331】高温用铁素体球墨铸铁受压铸件辅助评级112、电触头金相(SS 2008)【332】银石墨(SS 2008_1)辅助评级【333】银镍10 (SS 2008_2)辅助评级113、电真空器件用无氧铜含氧量金相检验法(YB 731-70)【334】电真空器件用无氧铜含氧量金相检验法比较评级114、重载齿轮金相检验(JB/T 6141-1992)【335】渗碳层球化处理后金相检验_渗碳层等温球化退火金相组织级别…JB_T_6141.1_1992 比较评级【336】渗碳层球化处理后金相检验_渗碳层高温回火金相组织级别…JB_T_6141.1_1992比较评级【337】渗碳金相检验_马氏体和残留奥氏体级别图…JB_T_6141.3_1992 比较评级【338】渗碳金相检验_以网状分布的碳化物级别图…JB_T_6141.3_1992 比较评级【339】渗碳金相检验_以粒状块状分布的碳化物级别图…JB_T_6141.3_1992 比较评级【340】渗碳金相检验_分散型铁素体的心部组织级别图…JB_T_6141.3_1992 比较评级【341】渗碳金相检验_集中型铁素体的心部组织级别图…JB_T_6141.3_1992 比较评级115、高速工具钢锻件(JB_4290_1999)【342】渗碳表面碳含量金相判别法_不同渗碳表面碳浓度的金相组织比较评级【343】钨系高速工具钢锻件碳化物均匀度评级图比较评级【344】钨系高速工具钢锻件带状碳化物均匀度评级图比较评级【345】钨系高速工具钢锻件弯曲状碳化物均匀度评级图比较评级【346】钨钼系高速工具钢锻件碳化物均匀度评级图比较评级【347】钨钼系高速工具钢锻件带状碳化物均匀度评级图比较评级【348】钨钼系高速工具钢锻件弯曲状碳化物均匀度评级图比较评级116、汽车发动机轴瓦铜铅合金金相标准(QC/T-281-1999)【350】汽车发动机轴瓦铜铅合金金相标准_第一级别图比较评级【351】汽车发动机轴瓦铜铅合金金相标准_第二级别图比较评级【352】汽车发动机轴瓦铜铅合金金相标准_第三级别图比较评级【353】汽车发动机轴瓦铜铅合金金相标准_第四级别图比较评级【354】汽车发动机轴瓦铜铅合金金相标准_第五级别图比较评级117、外科植入物用钛及钛合金加工材(GB_T_13810_1997)【356】外科植入物用钛及钛合金加工材比较评级118、凿岩机械与气动工具通用技术条件标准系列(JB7161-93)【357】图5_工具钢马氏体评级图自动评级【358】图6_渗碳层马氏体及残余奥氏体评级图比较评级【359】图7_渗碳层块状碳化物评级图比较评级【360】图8_渗碳零件心部铁素体评级图比较评级【361】图9_调质钢普通淬火马氏体评级图比较评级【362】图10_渗碳后网状碳化物评级图比较评级【363】图11_碳氮化合物评级图比较评级【364】图12_碳氮共渗针状马氏体及残余奥氏体评级图比较评级【365】图13_碳氮共渗心部铁素体评级图比较评级【366】图14_渗层黑色组织评级图比较评级【368】渗碳(碳氮共渗)淬火回火后有效硬化层深度的检验辅助评级【369】图1_碳素工具钢退火后珠光体组织评级图比较评级【370】图2_碳素工具钢网状碳化物评级图比较评级【371】图3_合金工具钢退火后珠光体组织评级图比较评级【372】图4_合金工具钢网状碳化物评级图比较评级119、铝及铝合金晶粒细化剂(YB/T 447.1-2002)【367】铝及铝合金晶粒细化剂第部分:铝-钛-硼合金线材比较评级120、高碳铬轴承钢滚动轴承零件热处理技术条件(JB 1255-1991)【373】淬火回组织比较评级【374】第一级别图_退火组织比较评级【375】第二级别图_淬回火组织比较评级【376】第三级别图_碳化物网状组织比较评级【377】第四级别图_断口图片比较评级【378】贝氏体淬回火组织比较评级。
质量管理标准化体系文件
XXXX科技股份有限公司
五金产品通用外观检验标准
文件编号:XXX-SOP-05
版本号: AO
编制:_______________
批准:_______________
生效日期:20XX年X月X日
派注:如无蓝色“管制文件”印章,则非有效版本,请以受控文件规定为准。
1.检验环境
目视距离与时间:产品与检验者眼睛之间的距离及目视扫瞄时间分别如下:
光照条件:正常光源强度为1000 ± 200勒克斯”以)。
检验角度:视角为45°或90°。
2.抽样标准
抽样方案依 GB2828.1-2012 (II)标准,Cr=0,Maj=0.65,Min=1.5。
3.缺陷等级分类
致命缺陷:凡会影响使用者,维护者,或携带者生命安全或有安全隐患之缺陷;
严重缺陷:影响产品的组装或直接影响到产品的使用功能之缺陷;
轻微缺陷:不影响产品的组装或使用功能,只影响到用户视觉或轻微触觉等之缺陷;
4.产品表面等级区分
A面(一级区域):经组装后,位于用户正面之区域;
8面(二级区域):经组装后,位于使用者上面,两侧面与底座上面之区域;
C面(三级区域):经组装后,位于使用者后面与前框、底盘的底面之区域;
D面(四级区域):经组装后,位于正面、上面、后面、两侧下方均无法观测之区域;。
关于发布国家标准《钢结构结构施工质量验收规范》的通知建标[2002]11号根据我部“关于印发《二OOO至二OO一年度工程建设国家标准制订、修订计划》的通知”(建标[2001]87号)的要求,由冶金工业部建筑研究总院会同有关单位共同修订的《钢结构结构施工质量验收规范》,经有关部门会审,批准为国家标准,编号为GB50205-2001自2002年3月1日起施行。
其中,4.2.1、4.3.1、4.4.1 、5.2.2 、5.2.4 、6.3.1 、8.3.1 、10.3.4 、11.3.5 、12.3.4 、14.2.2 、14.3.3为强制性条文,必须严格执行。
原《钢结构结构施工质量验收规范》GB50205-95和《钢结构结构施工质量检验评定标准》GB50221-95同时废止。
本规范由建设部负责管理和对强制性条文的解释,冶金工业部建筑研究总院负责具体技术内容的解释,建设部标准定额研究所组织中国计划出版社出版发行。
中华人民共和国建设部二OO二年一月十日二、前言本规范是根据中华人民共和国建设部建标[2001]87号文“关于印发《二OOO年至二OO一年度工程建设国家标准制定、修订计划》的通知”的要求,由冶金工业部建筑研究总院会同有关单位共同对原《钢结构结构施工质量验收规范》GB50205-95和《钢结构结构施工质量检验评定标准》GB50221-95修订而成的。
在修订过程中,编制组进行了广泛的调查研究,总结了我国钢结构工程施工质量验收的实践经验,按照“验评分离,强化验收,完善手段,过程控制”的指导方针,以现行国家标准《建设工程施工质量验收统一标准》GB50300为基础,进行全面修改,并以多种方式广泛征求了有关单位和专家的意见,对主要问题进行了反复修改,最后经审查定稿。
本规范共分15章,包括总则、术语、符号、基本规定、原材料及成口进场、焊接工程、紧固件连接工程、钢零部件加工工程、钢构件组装工程、钢网架结构安装工程、压型金属板工程、钢结构涂装工程、钢结构分部工程竣工验收以及9个附录。
8.3 试验设备8.3.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)注:此距离在试验期间应保持不变。
试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0.2)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
图4 FF8.6. 试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求,弯曲试验后不使用放大镜观察,试样弯曲外表面无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;若规定弯曲压头直径,以规定的弯如为闭合压扁,试样内表面接触的宽度应至少为标准试样压扁后其内宽度b的1/2(见图5c)图59.4试验设备9.4.1试验机(可采用是冲床或钳工虎钳台)应能将试样压扁至规定的两平行压板之间的距离。
压板应具有足够的刚度。
压板的宽度应超过压扁后试样宽度,即至少为1.6D。
压板的长度应不小于试样的长度。
9.5 试样9.5.1 试样长度应不小于10mm,但不超过100mm。
试样的棱边允许用锉刀或其它方法将其倒圆或倒角。
(注:如果试验结果满足试验要求,可以不对试样的棱边倒圆或倒角。