三种螺纹测量方法的比较
- 格式:pdf
- 大小:216.07 KB
- 文档页数:5
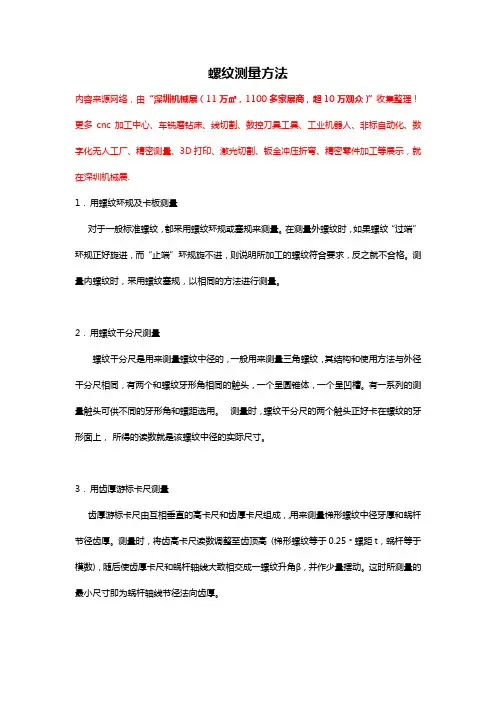
螺纹测量方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1.用螺纹环规及卡板测量对于一般标准螺纹,都采用螺纹环规或塞规来测量。
在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。
测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。
2.用螺纹千分尺测量螺纹千分尺是用来测量螺纹中径的,一般用来测量三角螺纹,其结构和使用方法与外径千分尺相同,有两个和螺纹牙形角相同的触头,一个呈圆锥体,一个呈凹槽。
有一系列的测量触头可供不同的牙形角和螺距选用。
测量时,螺纹千分尺的两个触头正好卡在螺纹的牙形面上,所得的读数就是该螺纹中径的实际尺寸。
3.用齿厚游标卡尺测量齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。
这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚。
4.三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D的三根量针,然后用适当的量具(如千分尺等)来测量尺寸M的大小,以验证所加工的螺纹中径是否正确。
5.双针测量法双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α=60°内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
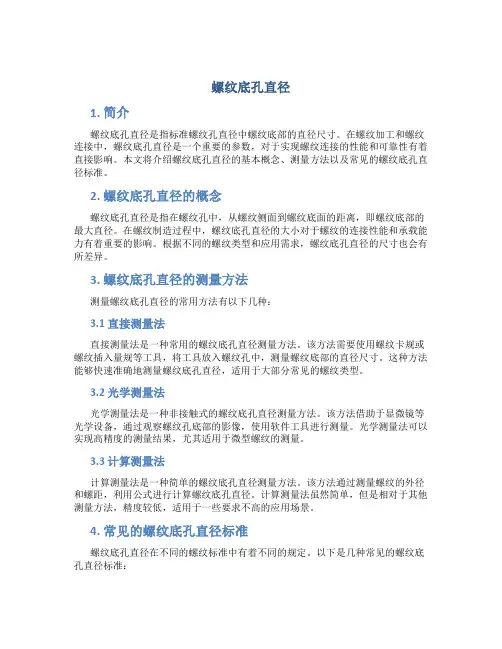
螺纹底孔直径1. 简介螺纹底孔直径是指标准螺纹孔直径中螺纹底部的直径尺寸。
在螺纹加工和螺纹连接中,螺纹底孔直径是一个重要的参数,对于实现螺纹连接的性能和可靠性有着直接影响。
本文将介绍螺纹底孔直径的基本概念、测量方法以及常见的螺纹底孔直径标准。
2. 螺纹底孔直径的概念螺纹底孔直径是指在螺纹孔中,从螺纹侧面到螺纹底面的距离,即螺纹底部的最大直径。
在螺纹制造过程中,螺纹底孔直径的大小对于螺纹的连接性能和承载能力有着重要的影响。
根据不同的螺纹类型和应用需求,螺纹底孔直径的尺寸也会有所差异。
3. 螺纹底孔直径的测量方法测量螺纹底孔直径的常用方法有以下几种:3.1 直接测量法直接测量法是一种常用的螺纹底孔直径测量方法。
该方法需要使用螺纹卡规或螺纹插入量规等工具,将工具放入螺纹孔中,测量螺纹底部的直径尺寸。
这种方法能够快速准确地测量螺纹底孔直径,适用于大部分常见的螺纹类型。
3.2 光学测量法光学测量法是一种非接触式的螺纹底孔直径测量方法。
该方法借助于显微镜等光学设备,通过观察螺纹孔底部的影像,使用软件工具进行测量。
光学测量法可以实现高精度的测量结果,尤其适用于微型螺纹的测量。
3.3 计算测量法计算测量法是一种简单的螺纹底孔直径测量方法。
该方法通过测量螺纹的外径和螺距,利用公式进行计算螺纹底孔直径。
计算测量法虽然简单,但是相对于其他测量方法,精度较低,适用于一些要求不高的应用场景。
4. 常见的螺纹底孔直径标准螺纹底孔直径在不同的螺纹标准中有着不同的规定。
以下是几种常见的螺纹底孔直径标准:4.1 ISO标准ISO国际标准组织制定了一系列的螺纹底孔直径标准,包括ISO 965、ISO 1502等。
这些标准规定了不同螺纹类型的底孔直径尺寸及其公差,以保证螺纹连接的可靠性和互换性。
4.2 DIN标准德国标准化学会(DIN)也制定了一系列的螺纹底孔直径标准,如DIN 13、DIN 961等。
这些标准与ISO标准相似,规定了各种常见螺纹类型的底孔直径和公差。
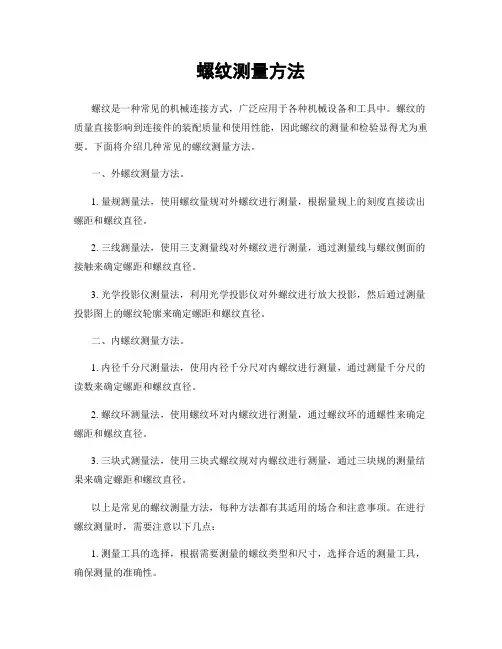
螺纹测量方法螺纹是一种常见的机械连接方式,广泛应用于各种机械设备和工具中。
螺纹的质量直接影响到连接件的装配质量和使用性能,因此螺纹的测量和检验显得尤为重要。
下面将介绍几种常见的螺纹测量方法。
一、外螺纹测量方法。
1. 量规测量法,使用螺纹量规对外螺纹进行测量,根据量规上的刻度直接读出螺距和螺纹直径。
2. 三线测量法,使用三支测量线对外螺纹进行测量,通过测量线与螺纹侧面的接触来确定螺距和螺纹直径。
3. 光学投影仪测量法,利用光学投影仪对外螺纹进行放大投影,然后通过测量投影图上的螺纹轮廓来确定螺距和螺纹直径。
二、内螺纹测量方法。
1. 内径千分尺测量法,使用内径千分尺对内螺纹进行测量,通过测量千分尺的读数来确定螺距和螺纹直径。
2. 螺纹环测量法,使用螺纹环对内螺纹进行测量,通过螺纹环的通螺性来确定螺距和螺纹直径。
3. 三块式测量法,使用三块式螺纹规对内螺纹进行测量,通过三块规的测量结果来确定螺距和螺纹直径。
以上是常见的螺纹测量方法,每种方法都有其适用的场合和注意事项。
在进行螺纹测量时,需要注意以下几点:1. 测量工具的选择,根据需要测量的螺纹类型和尺寸,选择合适的测量工具,确保测量的准确性。
2. 测量环境的控制,在进行螺纹测量时,需要保持测量环境的清洁和干燥,避免灰尘和水汽对测量结果的影响。
3. 测量方法的熟练,对于每种测量方法,操作人员需要进行专门的培训和熟练掌握,以确保测量的准确性和可靠性。
4. 测量结果的记录,对于每次螺纹测量,都需要将测量结果进行记录和保存,以便日后的查阅和分析。
总之,螺纹的测量是机械加工中的重要环节,准确的螺纹测量结果可以有效保证螺纹连接件的装配质量和使用性能。
因此,在进行螺纹测量时,需要选择合适的测量方法和工具,并严格按照操作规程进行操作,以确保测量结果的准确性和可靠性。
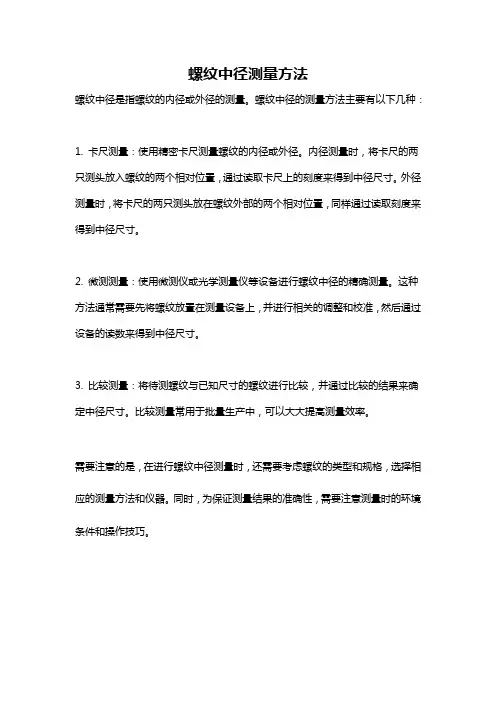
螺纹中径测量方法
螺纹中径是指螺纹的内径或外径的测量。
螺纹中径的测量方法主要有以下几种:
1. 卡尺测量:使用精密卡尺测量螺纹的内径或外径。
内径测量时,将卡尺的两只测头放入螺纹的两个相对位置,通过读取卡尺上的刻度来得到中径尺寸。
外径测量时,将卡尺的两只测头放在螺纹外部的两个相对位置,同样通过读取刻度来得到中径尺寸。
2. 微测测量:使用微测仪或光学测量仪等设备进行螺纹中径的精确测量。
这种方法通常需要先将螺纹放置在测量设备上,并进行相关的调整和校准,然后通过设备的读数来得到中径尺寸。
3. 比较测量:将待测螺纹与已知尺寸的螺纹进行比较,并通过比较的结果来确定中径尺寸。
比较测量常用于批量生产中,可以大大提高测量效率。
需要注意的是,在进行螺纹中径测量时,还需要考虑螺纹的类型和规格,选择相应的测量方法和仪器。
同时,为保证测量结果的准确性,需要注意测量时的环境条件和操作技巧。
螺距测量方法
螺距是指螺纹螺旋排列的螺纹线与轴线上两个相邻螺纹的距离。
螺距的测量方法有以下几种:
1. 直接测量法:使用螺距卡尺或测微计等工具,将其测头对准螺纹螺旋线上的两个相邻螺纹的垂直线测量其距离即可得到螺距。
2. 弹簧测量法:选取一根压缩弹簧,将其按压到螺纹螺旋线上,然后将弹簧放松,弹簧会与螺纹螺旋线嵌合。
测量被压缩时的弹簧长度和放松后的弹簧长度,通过两者之差即可得到螺距。
3. 光学测量法:使用光学投影仪或显微镜等设备,将螺纹放置在显微镜下,测量两个相邻螺纹之间的长度即可得到螺距。
4. 衍射测量法:将螺纹放置在具有激光光源的衍射仪器中,通过衍射的方式,测量相邻螺纹之间的角度,然后利用螺距等于角度除以2π的公式计算螺距。
以上是常用的几种螺距测量方法,具体选择哪种方法取决于需要测量的螺纹类型以及测量精度的要求。
测量螺纹的方法
测量螺纹的方法可以依赖于螺纹的类型和尺寸。
以下是常见的几种测量螺纹的方法:
1. 螺距计:螺距计是用于测量螺纹螺距的工具。
它通常由一组带有尺度标记的测量脚和一个可移动的测量头组成。
通过将测量脚放置在螺纹的螺距上,可以读取并记录螺距的值。
2. 螺纹卡尺:螺纹卡尺是一种具有特殊设计的卡尺,适用于测量螺纹外径和内径。
它通常具有V型或U型的测量脚,用于与螺纹的棱角或凹槽配合。
通过将螺纹卡尺的测量脚放置在螺纹上,可以读取并记录螺纹的直径。
3. 线规:线规是一种测量工具,用于测量螺纹的外径。
它通常具有一个刻度,可以通过将线规的刃片与螺纹的外径配合来确定螺纹的尺寸。
4. 坡度规:坡度规用于测量螺纹的斜率或坡度。
它通常由一个具有刻度的可调节测量脚和一个测量头组成。
通过将可调节测量脚放置在螺纹的斜面上,并调整使其与螺纹斜面配合,可以读取并记录螺纹的坡度值。
5. 相机或显微镜:对于微小或复杂的螺纹,可以使用相机或显微镜来进行测量。
通过将螺纹放置在相机或显微镜下,并使用适当的软件或测量尺寸标记来测量螺纹的尺寸。
测量螺纹时应该仔细操作,并使用适当的工具和技术来确保准确性。
尤其是对于精密螺纹,可能需要使用更高精度的测量工具和仪器来进行测量。
螺纹判定方法螺纹是一种常见的机械零件,广泛应用于各种机械设备中。
螺纹的种类繁多,如公制螺纹、英制螺纹、管螺纹等。
螺纹的加工和检测对于保证机械设备的正常运行具有重要意义。
本文将对螺纹的判定方法进行详细介绍。
一、螺纹的基本概念螺纹是指在圆柱表面上,沿着螺旋线形成的具有规定牙型和螺距的连续凸起。
螺纹的主要参数有:牙型、螺距、直径、导程、角度等。
螺纹的种类主要有:公制螺纹、英制螺纹、管螺纹等。
二、螺纹的判定方法1. 目测法目测法是最简单的一种螺纹判定方法,主要是通过肉眼观察螺纹的形状、尺寸和表面质量等特征来判断其是否符合要求。
目测法适用于对螺纹形状较为简单的场合,如螺栓、螺母等。
2. 比较法比较法是将待判定的螺纹与已知合格的螺纹进行对比,通过对比两者的形状、尺寸和表面质量等特征来判断其是否符合要求。
比较法适用于对螺纹形状较为复杂的场合,如螺杆、丝杠等。
3. 量具测量法量具测量法是通过使用专门的螺纹测量工具(如螺纹规、螺纹千分尺等)来测量螺纹的各项参数,然后与标准值进行比较,从而判断螺纹是否符合要求。
量具测量法具有较高的准确性和可靠性,适用于对螺纹精度要求较高的场合。
4. 光学投影法光学投影法是通过光学投影仪将螺纹放大投影到屏幕上,然后通过观察投影图像来判断螺纹的形状、尺寸和表面质量等特征是否符合要求。
光学投影法适用于对螺纹形状较为复杂的场合,如螺杆、丝杠等。
5. 影像分析法影像分析法是通过使用光学显微镜或扫描电子显微镜等高分辨率成像设备对螺纹进行拍摄,然后通过计算机图像处理技术对拍摄图像进行分析,从而判断螺纹的形状、尺寸和表面质量等特征是否符合要求。
影像分析法具有较高的准确性和可靠性,适用于对螺纹精度要求极高的场合。
三、螺纹的加工方法1. 切削加工法切削加工法是通过车削、铣削、钻削等切削加工方式来加工螺纹。
切削加工法适用于对螺纹精度要求较低的场合。
2. 滚压加工法滚压加工法是通过滚压工具对工件表面进行滚压,使其产生塑性变形,从而形成螺纹。
螺纹测量方法螺纹是一种常见的机械连接方式,广泛应用于各种机械设备和工件中。
螺纹的质量直接影响着机械零件的装配和使用效果,因此螺纹的测量方法显得尤为重要。
本文将介绍几种常见的螺纹测量方法,帮助读者了解如何进行准确的螺纹测量。
一、外螺纹测量方法。
1. 游标卡尺测量法。
外螺纹的测量可以使用游标卡尺进行,首先需要测量螺纹直径。
将游标卡尺的两只测头放置在螺纹外径的两个相对位置,通过读数确定螺纹外径的尺寸。
测量时需要注意卡尺的放置位置和读数的准确性。
2. 外径测微器测量法。
外径测微器是一种高精度的测量工具,可以用于测量螺纹外径。
使用外径测微器时,需要将测微器的测头放置在螺纹外径的两个相对位置,通过读数确定螺纹外径的尺寸。
外径测微器的测量精度较高,适用于对螺纹外径有较高要求的情况。
二、内螺纹测量方法。
1. 内径卡尺测量法。
内螺纹的测量可以使用内径卡尺进行,首先需要测量螺纹内径。
将内径卡尺的测头放置在螺纹内径的两个相对位置,通过读数确定螺纹内径的尺寸。
测量时需要注意卡尺的放置位置和读数的准确性。
2. 内径测微器测量法。
内径测微器是一种高精度的测量工具,可以用于测量螺纹内径。
使用内径测微器时,需要将测微器的测头放置在螺纹内径的两个相对位置,通过读数确定螺纹内径的尺寸。
内径测微器的测量精度较高,适用于对螺纹内径有较高要求的情况。
三、螺距测量方法。
1. 螺距卡尺测量法。
螺距卡尺是一种专门用于测量螺距的工具,可以通过螺距卡尺直接读取螺纹的螺距尺寸。
使用螺距卡尺时,将其放置在螺纹上,通过读数确定螺距的尺寸。
螺距卡尺的使用简便,适用于一般螺纹螺距的测量。
2. 螺距测微器测量法。
螺距测微器是一种高精度的测量工具,可以用于测量螺距。
使用螺距测微器时,将其放置在螺纹上,通过读数确定螺距的尺寸。
螺距测微器的测量精度较高,适用于对螺距有较高要求的情况。
结语。
螺纹的测量是机械加工中的重要环节,准确的螺纹测量可以保证机械零件的装配质量和使用效果。
螺纹钢直径测量方法
螺纹钢直径是在建筑和工程领域中经常需要测量的一个重要参数。
正确的测量方法可以确保高精度的测量结果,进而保证工程质量和安全性。
以下是螺纹钢直径测量的几种常用方法。
1. 卡尺测量法
卡尺是一种常用的测量工具,可以用来测量螺纹钢的直径。
卡尺的使用方法非常简单,只需要将卡尺的两个臂放在螺纹钢直径两端,然后读取卡尺上的数字即可。
使用卡尺需要注意,两个臂必须平行,并且卡尺的读数要准确。
2. 直径测量仪测量法
直径测量仪是一种专门用于测量螺纹钢直径的仪器。
这种仪器可以自动测量直径,并且具有高精度和高效率的特点。
直径测量仪的使用需要注意,必须正确安装和操作,保证仪器的准确性和稳定性。
3. 比较法测量法
比较法测量法是一种简单而直接的测量方法。
它利用已知直径的标准螺纹钢和待测螺纹钢进行比较,从而得出待测螺纹钢的直径。
这种方法需要用到比较螺纹钢,同时需要保持比较螺纹钢的准确性和稳定性。
综上所述,以上三种方法都可以用来测量螺纹钢直径。
不同的方法适用于不同的测量场合,选择正确的方法可以提高测量效率和准确性,确保工程的质量和安全。
- 1 -。
本文梳理了几种常用螺纹检测方法的优缺点,和大家进行分享。
1、螺纹量规
优点:效率高、便于批量检测
缺点:只能针对单一公差尺寸测量、无法提供测量的精确数据,人为影响大。
螺纹量规规格种类繁多、检测精度不高。
2、测长机、千分尺
优点:三针测量外螺纹中径,量球测量内螺纹中径,操作比较简便
缺点:只能测量单一中径,如果不对螺旋升角、螺距误差、牙型角偏差进行补偿,可能会引入5um以上的误差,而内螺纹的螺距和牙型角用传统方法无法测量。
3、万能工具显微镜
优点:一次可测出多个参数
缺点:只能测量外螺纹,且对螺纹表面质量要求高
4、三坐标测量机
优点:一次可测出多个参数
缺点:测量头结构偏大,对小螺纹和内螺纹的测量有局限性,测量仪成本较高。
5、螺纹综合测量机
一次可测出多个参数,根据牙型轮廓和螺纹参数定义直接计算,测量精度高、速度快、范围广,可测量小螺纹和内螺纹。
梯形螺纹测量方法
梯形螺纹的测量方法主要包括以下三种:
1. 综合测量法:用标准螺纹环规进行综合测量。
2. 三针测量法:这是测量螺纹中径的一种比较精密的方法,适用于测量一些精度要求较高,螺纹升角小于4°的螺纹工件。
具体步骤如下:
根据梯形螺纹的公称直径和螺距,选用合适的量针d0。
按规定将量针悬挂在附加支臂上。
将量具和被测螺纹清理干净,校正千分尺的零位,并将千分尺夹持在固定砧座上。
将三根量针放入梯形螺纹牙槽中,旋转千分尺的微分筒,使两端测头与三针接触,读出尺寸M。
3. 齿厚测量法:主要用于测量精度要求较低的梯形螺纹。
以上是梯形螺纹的三种主要测量方法,可以根据实际需求选择合适的方法进行测量。
螺纹检测方法及标准螺纹检测方法及标准螺纹是机械连接中常用的连接方式,其质量对于机械连接的可靠性和稳定性具有重要的影响。
因此,螺纹的检测显得十分重要。
目前常用的螺纹检测方法包括视觉检测、测量仪检测、探伤检测、X射线检测、红外检测等。
视觉检测:视觉检测是一种简单、快速、经济的螺纹检测方法,它基于人的肉眼观察螺纹的外观特征,通过目视比较的方法检测螺纹的缺陷。
视觉检测对于一些表面缺陷、划痕等问题能够快速发现,并且操作简单,但是对于一些隐蔽的内部缺陷检测效果不佳。
测量仪检测:测量仪检测是一种利用测量仪器对螺纹进行测量的方法,常用的测量仪器包括螺旋测微计、光学显微镜、三坐标测量机等,它们能够准确地测量螺纹的尺寸、基准直径、螺距、螺纹角等参数,可以检测到螺纹的各种缺陷,如口径不合格、螺距不均匀等,但是需要专业人员进行操作,检测成本较高。
探伤检测:探伤检测是一种非接触式的检测方法,利用超声波、磁粉、涡流等探伤技术,对螺纹进行检测。
该方法可以检测到螺纹内部的各种缺陷,如螺纹内部裂纹、掉渣、垢染等,检测结果准确性高,但是检测成本也较高。
X射线检测:X射线检测是一种利用X射线对螺纹进行检测的方法,该方法可以检测到螺纹内部各种缺陷,如气孔、夹杂、裂纹等,具有高灵敏度和高检测速度,但是需要专业人员进行操作,并且设备价格较高。
红外检测:红外检测是一种通过检测热辐射的方法,对螺纹进行检测。
该方法可以检测到螺纹表面和内部的各种缺陷,如裂纹、缺损、错位等,具有高检测准确性和高速度,但是需要专业人员进行操作,并且设备价格较高。
螺纹检测的标准有很多,主要包括国家标准、行业标准和企业标准等。
例如,我国螺纹检测的国家标准为GB/T 1167-2020,该标准规定了螺纹的尺寸、基准直径、螺距、螺纹角等参数的检测方法和要求,以及螺纹各种缺陷的检测方法和标准。
此外,不同行业和企业也会有自己的螺纹检测标准,以适应不同的需求。
三种螺纹测量方法的比较本文介绍了几种螺纹参量的测量方法:综合测量法(量规测量法)、三针测量法和仪器测量法等,并对这几种测量法进行了比较。
综合测量法(量规测量法)测量螺纹效率高,三针测量法适合测量外螺纹中径,仪器测量法则可以一次测出多个参数。
一、综合测量法(量规测量法)螺纹的检验可用综合测量,也可单项测量。
螺纹量规检验螺纹属综合测量。
螺纹量规的形状和被测螺纹量规的形状相反,通规与止规配对使用。
目前工厂使用的螺纹量规一般按图 1 所示的传递系统传递。
由图 1 可看出,内、外螺纹制件均可通过一种合格的螺纹量规以旋合法检验,其基本要点是:1)螺纹基本尺寸集中控制在外螺纹量规上,这是因为外尺寸简单,易达到足够的准确度。
2)螺纹量规(塞规或环规)与制件旋合,是一种理想的螺旋副,这时检验制件的塞规或环规就是一种传递尺寸的理想标准,它满足量学上的一个基本准则,即量规仅用基准尺寸与被检制件进行比较,通过的量规(1」、1Y、T)是全牙形,它控制被检制件的全部尺寸,不通过量规(TZ、zZ、Z),则是截短牙形,它只控制被检制件的实际螺纹中径尺寸。
图 1 螺纹量规的传递系统螺纹与制件旋合,可出现四种典型情况:1)量规与制件半角相等,但其中有一个偏斜,只要中径不一样,它们能旋合,但牙面是点接触。
2)螺距不同,但只要内螺纹中径~gp[- 螺纹中径足够大,同样也可能出现点接触。
3)中径一样大,半角不同,这时不能旋合。
4)半角不同,但中径有足够差别,它们也可旋合。
因此,只要采用通端和止端的两种量规,就可对螺纹制件的全部尺寸(螺纹内径、中径、外径、螺距、牙型角)进行综合检查。
1.1 检验内螺纹的量规1)通端工作塞规用以控制被检内螺纹的大径最小极限尺寸和作用中径的最小极限尺寸,其牙型完整,螺纹长度与被检螺纹长度一样,一般8〜9扣,合格标志为顺利通过被检内螺纹。
2)止端工作塞规控制被检内螺纹的实际中径,为消除牙型误差,制成截断牙型,为减少螺距误 1 1 差影响,其扣数为2 1〜3扣,合格标志是不能通过,但可以部分旋入,多于4扣的内螺纹旋入量不得多于 2 扣;少于 4 扣的,两端旋入量不得多于 2 扣。
螺纹钢直径测量方法
1.钢尺测量法:
使用钢尺对螺纹钢直径进行简单的直接测量。
将钢尺平放在螺纹钢直
径上,读取钢尺上的刻度值即可得到螺纹钢直径的近似值。
这种方法简单
易行,适用于对螺纹钢直径的初步估计和简单应用场合。
2.卡尺测量法:
卡尺是一种应用广泛的测量工具,借助卡尺可以精确测量螺纹钢直径。
将卡尺的两腿分别放置在螺纹钢直径两端,用卡尺的刻度尺来测量两腿之
间的距离。
卡尺的精确性一般可以满足一般对螺纹钢直径测量的要求。
3.外径微量滑动测量法:
该方法使用一个刻度齿轮与螺纹钢外形直径进行接触,通过刻度齿轮
的微动距离来计算螺纹钢直径。
这种方法需要专用的测量仪器,但可以提
供相对较高的测量精度。
4.光学测量法:
使用光学测量仪器对螺纹钢直径进行测量。
这种方法可以借助投影仪、显微镜等光学仪器,通过对螺纹钢外形图像的放大、测量来确定螺纹钢直径。
由于光学测量方法具有高精度、快速、非接触等优点,因此在高精度
和自动化的测量领域得到了广泛应用。
需要注意的是,在实际测量螺纹钢直径时,应考虑螺纹钢表面镀层的
厚度和其他因素对测量结果的影响,并选择合适的测量方法和仪器来保证
测量的准确性。
此外,对于批量生产的螺纹钢,应进行抽样检测,并对测
量结果进行统计和分析,以确保产品质量的稳定性。
螺纹外径测量方法
螺纹外径的测量方法主要包括以下几种:
1.卡尺测量法:这是一种常用的测量方法,需要使用卡尺这一测量工具。
首先,要保证卡尺的刻度清晰、精确。
然后,将螺钉放入卡尺的两个测量脚之间,确保其垂直于螺纹轴线。
用适当的力度夹紧螺钉,读取卡尺上与螺钉外径对应的刻度值。
这种方法简单易行,但需要注意保持测量力度的一致性,以及正确读取刻度,避免误差。
2.螺纹千分尺:这是一种专用的螺旋测微量具,具有特殊的测量头。
测量头的形状做成与螺纹牙形相吻合的形状,一个是V型测量头,与牙型凸起部分相吻合,另一个为圆锥形测量头,与牙型沟槽相吻合。
千分尺有一套可换测量头,每一对测量头只能用来测量一定螺距范围的螺纹。
3.螺纹通、止量规检测法:这是一种传统的检测方法,按泰勒原则进行。
这种方法只能达到螺纹检测中的最低检测要求。
其优点在于快捷、经济、实用。
对于生产工艺水平较高的企业,使用合格的螺纹成型刀具以及专用的螺纹加工设备(如螺纹丝锥、板牙、滚丝机、搓丝机等),都可以较好地控制螺纹的质量水平。
然而,这种方法的缺点在于只能定性地检查螺纹中径是否合格,无法知道螺纹尺寸的具体值。
对于半角误差、螺距误差及各种形状误差等参数,也无法单独定量控制。
螺纹中径三针测量法计算公式的比较选用螺纹中径三针测量法计算公式的比较选用一,概述代天臻众所周知,外螺纹中径三针测量法值的计算公式(1)称为基率公式,它是假设量针为位于螺纹轴向截面内的板薄圆片同时与两侧牙面接触于中径附近且是在测量力为零的条件下推导出来的.实际测量时,这两项假设是不存在的,因此必须考虑两项因素的补偿值当螺纹升角<3.时,这两项误差固相互补偿影响很小可忽略不计.但对于梯形螺纹,多头螺纹,蜗杆等升角较大的螺纹量规和制件必须考虑由升角引起的量针斜度位置校正值.(鬟于测力的补偿本文从略).为使螺纹量规和制件加工检验,入库和周期检定量值统一,前段时期我厂工具车问和计量室参考有关资料统一选甩下列计算公式:t=rf+.(1+)_2.,2(1)2此式用于升角≤1的螺纹,M一"+;)_.号2口旦=f口旦×cos22或2=M+,()'卜誓:cos詈此式用于入≤3.的螺纹,Ⅳ:Ⅳ,+::号号)C=ci9此式用于入>3.的螺纹.现在的问题是对于升角入>3.的螺纹特别是梯形螺纹,多头螺纹(入达8以上),上述计算式精度较差,计算出的M值误差很大,必须考虑选用更为精确的计算式.目前,从有关资料所见到的按不同计算原理推导出的,近似程度各不相同的斜度校正值计算公式不下数十种,其计算精度差别很大(计算值差异达数毫米).但大都认为,由苏联柯塔依主编的机械制造生产检查手册》提供的超越函数计算公式(5)具有较高的计算精度,它用逼近法逐步求解精确计算结果.无论用最佳量针或非最佳量针都能获得满意的计算值,特别适用于各种多头,大升角梯形螺纹.M=2d.(5)口sin旦:"cos旦+兰一2再|v:一!2i一(百告一t.~.t_.+doctg22cos旦2sin…式中:do--针径导一半角n一头数(3) 一牙距dz一中径计算出,y值后,必须验算其是否满(4)足计算M值的精度要求,为此还要计算出计算误差;2xdoUCos=三nl(上2一也r哮一)2"sjn旦C=一~一△C=C一C△":一————一.2il三2若△足鲭小时(如<0.0001)则上计算出l的,Y值即可用来计算值,否则应以":"4-△"作为新的值代回上式计算出新的x,,C,C~NAu直至△"足蟹小为止.由上述可知计算很复杂,需多次反复求解,化费时间长且易出错(用函数计算器计裹1算一个M值约需2小时多),不适于生产硷验和日常检定工作中使用.二,斜度校正值计算公式的比较分析目前,微机和可编程计算器越来越广泛地应用于计量管理数据处理中,应用微机米进行大量复杂的运算:I}常方便.笔者在7』—80微机上用/iASIC语言编程,选取了J4个斜度校正值计算式(表1)对一批不同升角的螺纹量规和制件的枝正值进行了计算,并与(式)精确公式的计算结果进行了比较和分析.对其中一部份计算结果列于表2.序号量针斛度控正值计算甚五(1)式(2)式(3)式(4)_It(5)式+d0{一一sin—兰÷.÷g_J(一-c2rZd2(1+don/d2)8MB;d:+d.(1+—一)一一ct9—+—Ld0f:^c.s—竺一c一=gⅣ.:一三一c0s—坚一c坷—璺一—————生——一20:d!"2一三.口一1.÷.Ta咖董乏.11Ⅳ:1一Ⅳ—d0(—i_—坚一),K一印!c.sc蛔12!+d.(—ojn÷)=÷:^c.s等一c导一13Ⅳ】=1+一:^c一.——~d!一{—三一ftg—)J川一÷÷.÷公式来源线值计量技木之五(攥筑铡量)线值计量技术之五<螺皱测量>哉值计量技术之五<蟪皱测量>线值计量技术之五<蟪皱列量>蛆值量技术之五<螺皱到量><儿阿量实用利试手册>长度计量澍试丛书第十四分册t螺皱啦驻梗i量>,度鞋盐手册>几河量宝用测试手册,<几何量宴川测试手册)(媳垃测丑技妞文选><螺垃冽量拄木!,<螺纹盈技术文选毓,<螺薮验涮撼26¨.器I;;;{三{寺章三三亍;ii誉i;;.亍号享:;{三ii器篙罱嚣篙篙器蒿i量重;';童孽董≤童看导雩鲁霉2霉暑量暑童量暑暑基暑墓;;蠹毒蠹雪蠹蠹蠹星器曼墨莹萎善m0n¨N.nhh__三0∞¨__1"∞h_m^.∞一,()音..=,.蠹£^鲁m芒∞∞∞.々,\,乏,:矗NCn0h∞)西器0—0h∞.∞高.∞0h∞=搴0.0兽∞呻靠L6hN9I軎.0,害高.∞;*.;h.∞G一0∞薯鲁0,N.∞0L6h船≮圩H一盆.∞:h.≈.\二乏盆,.∞∞.h日0.0{0+.01.nH一高0.0...∞;匀穹—穹^..一∞h.≈..\8 .一..∞=日^由,,群N辩醛晕童n匹基絮窖_葛i6疆I宴鲞=Hl-匹车剁器兽H¨吾//雾高2暑苫兽器譬苫=善蓦笤7-誉.:"I=.I;I鼍iiii罨叠器拦嚣盅品斟鲁是嚣.+i;ii;;22宝2=2=!:i氢蠹:j三i三ii三;;h嚣mb∞∞.一.0N嚣∞竹嚣".9h0.0Nn.0许.心00一H0∞0g;∞N0"由∞h.∞竹嚣=.∞∞0.∞N0∞.∞0h∞∞0∞∞rNm∞.磊h∞等N女0竹竹【兮nnH砷h∞.Hn心∞NHH.H,∞00+鬈兽.0苫.0 0"HH.●时n0.0+.一+..一●hN.竹0.0∞0_..+, 雌00hr_.睾湖^窖0Y) 000._∞.0.0+ ∞.0∞000 蛊.0+∞hr.口●∞.0●0.0.0+ ∞..0∞0I_u0々.00.00一h.01..00十.0..0.∞00..T ∞00 宝.●由表2可以看出,对于<3.16.的螺纹全部计算式与(5)式精确计算值之差异不大予0.0057,对于3.16<<7.25.的螺纹(2),(3),(4),(9),(儿),(12)..(13)式与(5)式精确值之差异不大予0.O05mm.对于7.25.<l5.42.的螺纹只有(4),(13)式与(5)式精确值之差币大O.0057%当>15.d2.时必须阻(5)式精确缓为准,其它计算值误差很大,不能用.三,结论与建l义由上节比较结果可以列出适用予:同的螺纹升角的量针斜度校正值计算公式序号表(表3),各公式见表l.表5螺垃升角^≤35.35<^<8.s.≤≤20^<2D适用公式序推荐常用昔式<1>~(1d><:><2>~(5).(9>,(1】>~<]3><4> (><5><】讣(15><;>(;)使用函数型计算器时,应尽量在适用公式中选用简单的计算式,如推荐常用或简化后公式.有条件的工厂可使用微机或JDC一15004及,'一j9型可编程计算器计算并打印结果列表笔者在7'S一80微机上对上述14个公式编程进行了计算,其中(5)式精确复杂公式的BAS!C源程序片断如下; 38OU=0.5枭(D/:.(/2)~71(2书SfⅣ(."+,^(,2))390=U半c.(/2)+(3.1.'159,J,*US1N(A/2))/SOI~(4*3.4l6t2Ut2+(Ⅳ7-)々2)400j=~Ⅳ去了.采D./(2粜S0(43.14l59t22(V卡7')t2))4l0盯:2幸0(十2+2+Do:LtRIA'7"=".d20C=(3.1~159/(Ⅳ*7,))*(/2一D2TAⅣ(/2)一23.14159来D0帝U*CI)5:(1/2)/0(4睾3.14~59~2束t2一(|Ⅳ7')t2))430C2…y/x23.14159U牵SIⅣ(72)/(Ⅳ举,,)440C3=Cl—C:450U.=一Ⅳ,'C3/(23.14l59S』N(A/2))a60j}7U,<o.0001HE490d70U=U'÷Ul480GO?0390490LPRlN1'MP=tM5O0ⅣD其中,460句为判别计算精度一,170480句为继续进行第二次逼近计算,最后打印出满足要求的P值.今后本厂加工检验乖I周捡太升lfJ(,>4.)的螺纹量规或制件时,准备按(5)式用微机求解精确值,经验证詹使有关部1'1 统一起来.避免圉选用不同计算式而造成量值不统一.由于收集到的公式有限,公式转抄毋l计算也可能有误,敬请指正.。
本文介绍了几种螺纹参量的测量方法:综合测量法(量规测量法)、三针测量法和仪器测量法等,并对这几种测量法进行了比较。
综合测量法(量规测量法)测量螺纹效率高,三针测量法适合测量外螺纹中径,仪器测量法则可以一次测出多个参数。
一、综合测量法(量规测量法)
螺纹的检验可用综合测量,也可单项测量。
螺纹量规检验螺纹属综合测量。
螺纹量规的形状和被测螺纹量规的形状相反,通规与止规配对使用。
目前工厂使用的螺纹量规一般按图1所示的传递系统传递。
由图1可看出,内、外螺纹制件均可通过一种合格的螺纹量规以旋合法检验,其基本要点是:
1)螺纹基本尺寸集中控制在外螺纹量规上,这是因为外尺寸简单,易达到足够的准确度。
2)螺纹量规(塞规或环规)与制件旋合,是一种理想的螺旋副,这时检验制件的塞规或环规就是一种传递尺寸的理想标准,它满足量学上的一个基本准则,即量规仅用基准尺寸与被检制件进行比较,通过的量规(1_r、1Y 、T)是全牙形,它控制被检制件的全部尺寸,不通过量规(TZ、zZ、Z),则是截短牙形,它只控制被检制
件的实际螺纹中径尺寸。
图1 螺纹量规的传递系统
螺纹与制件旋合,可出现四种典型情况:1)量规与制件半角相等,但其中有一个偏斜,只要中径不一样,它们能旋合,但牙面是点接触。
2)螺距不同,但只要内螺纹中径~gp[-螺纹中径足够大,同样也可能出现点接触。
3)中径一样大,半角不同,这时不能旋合。
4)半角不同,但中径有足够差别,它们也可旋合。
因此,只要采用通端和止端的两种量规,就可对螺纹制件的全部尺寸(螺纹内径、中径、外径、螺距、牙型角)进行综合检查。
1.1 检验内螺纹的量规
1)通端工作塞规用以控制被检内螺纹的大径最小极限尺寸和作用中径的最小极限尺寸,其牙型完整,螺纹长度与被检螺纹长度一样,一般8~9扣,合格标志为顺利通过被检内螺纹。
2)止端工作塞规控制被检内螺纹的实际中径,为消除牙型误差,制成截断牙型,为减少螺距误1 1差影响,其扣数为2 1~3 扣,合格标志是不能通过,但可以部分旋入,多于4扣的内螺纹旋入量不得多于2扣;少于4扣的,两端旋入量不得多于2扣。
3)通端验收塞规的检验作用与螺纹通端工作塞规相同,一般是选取部分磨损的,但螺距和半角误差较小的通端塞规,验收人员用以验收螺纹制件,其中径尺寸因磨损而稍小,可减少被通端工作塞规检验为合格而被验收塞规验成不合格的矛盾。
验收塞规无止端。
1.2 检验外螺纹的量规1)通端工作环规综合控制被检外螺纹内径最小极限尺寸和作用中径的最大极限尺寸,完整牙型,螺纹长度与被检外螺纹旋合长度相当,8~9扣,合格标志是能通过被检螺纹。
2)止端螺纹环规只控制被检外螺纹的实际中径的最小极限尺寸。
截短牙型,扣为2 1~3扣,合格标志是不能通过,但允许部分旋入。
多于4扣的外螺纹,旋入量不得多于3 扣;少于4扣的旋入量不得多于2扣。
3)通端验收环规的作用与通端工作环规相同,一般也是从部分磨损后的工作环规中选取。
二、 螺纹的单项测量
2.1 外螺纹中径的三针测量法
把三根直径相同的圆柱形量针放入被测螺纹的沟槽里(图2),其中两根同侧,另一根放在对面与两根针相邻沟槽的中间槽内,用量具或仪器以相对接触或绝对接触测出量针外廓最大距离值,再用公式算出被测螺纹中径。
三针放于被测螺纹沟槽内(图2),则
其中, ——量针外廓最大距离,单位mm; d2——被测螺纹中径,单位mm;P—— 螺距,单位mm;a/2—— 牙型半角,单位(。
);dD—— 三针直径,单位mm;
图2 外螺纹中径的三针测量法
测量中如何选取三针呢?量针的大小与所测螺纹的螺距及半角有关。
量针应放于沟槽内接触点间距离为螺纹中径处,这样三针为最佳三针,即dD (cos a/2) - P/2 = 0 从而 dD = P /
2cos( a/2 )求得最佳三针直径。
三、 仪器测量法
3.1 外螺纹的工具显微镜测量法
外螺纹的各种几何参数(牙型角、螺距、中径等)全部都可在万能工具显微镜上测出,并且有很多方法。
3.1.1 影像法
先用焦棒把显微镜的焦距调准,将要测螺纹装上,按照光圈表选择光圈,再将立柱倾斜螺旋角,然后移动显微镜和测件,使被测量齿形进入视野,通过调整使齿形轮廓在轴平面上清晰,即可对各参数进行测量。
这些参数包括中径、螺距、螺型角等。
1)中径测量:将目镜视场中米字线中心虚线与调整清楚的螺纹牙形轮廓的影像压线,记下横向读数,再将显微镜的立柱沿横向行程移动,使目镜米字线中心虚线与螺纹直径对面的另一个牙形轮廓的影像相压,工作台纵向不能移动,读出横向第二次读数,两次读数之差即为螺纹中径值。
为消除安装时螺纹制件轴线不垂直于导轨所产生的误差,可在同一牙廓多次测量取其平均值,在另一侧测量,取平均值,进行计算。
2)螺距测量:同样将显微镜立柱倾斜一个螺纹升角,使显微镜目镜米字线中心虚线与螺纹牙形轮廓影像相压,记下纵坐标读数,然后移动工作台,读出相邻同名齿的纵坐标值,两数差就是螺距值。
为消除螺纹轴线和测量方法不平行所引起的系统误差,在测量时,左右牙廓各读一次取其平均值。
3)螺型角测量:螺纹安装方法同前。
目镜中米字线与螺纹牙轮廓用光隙法压线,其角度直接在角度目镜中读出,测量时左右牙要测,螺纹轴线两侧也要测,然后对相对的同一螺旋面上所测得两个半角分别取代数和,即可求出被测左、右螺形半角值。
3.1.2 轴切法(量刀法)
轴切法就是用量刀在螺纹定义截面——轴线平面上进行测量。
它的测量数值能比较正确地反映罗纹量规几何尺寸的实际情况。
在用轴切法测量螺纹几何参数时,首先要选用量刀,由于显微镜是光学仪器,其视场中心的成像比边缘好,所以用与刃口0.3mm刻线的量刀,但螺距较大的,由于螺旋角的影响,能使0.3mm刻线被螺旋面盖没,因此只能使用0.9mm刻线的量刀来满足要求。
一般0.3mm量刀距离的测刀大致上测0.5 3mm的螺纹,0.9 mill刻线距离的测刀大致上测3 6mm螺距的螺纹。
在安装量刀前,应安排好使用条件,即在仪器中央显微镜上换上3×物镜,因为3×物镜是和目镜内分划板上所刻a、b、C-.d平行虚线相适应的,所以量刀刻线能a—a、b—b、C—c、d—d 相密合。
换上3×物镜后,再在物镜滚花圈上装上半镀银反光镜,其作用是从下面上来的投射光通过它的反射落到量刀的表面,进入物镜,使量刀刻线在视场内成像。
然后装上垫板和弹簧压板,最后安装量刀。
对刀前旋转中央立柱,使其沿螺纹螺旋角方向倾斜一个被测螺纹的螺旋角,调整焦距使量刀口物象清晰,对刀,使刃口和螺纹轮廓密合无光。
完成对刀后,必须把中央立柱放回“O”位。
这时,就可测量螺纹中径、螺距、牙型角,方法与影像法相同,不同的是其压线压的是量刀上的0.3mm或0.9mm刻线。
使用量刀的压线方法,由使用的量刀是0.3mm还是0.9mm来决定的。
如果是0.3mm的,利用米字线分划板上距中心虚线的第一条虚线压量刀上的刻线;如果是0.9mm的,则用距中心的最外一条虚线压量刀上的刻线。
测完后的数据处理与影像法一样。
其余还有光学灵敏杠杆接触法、干涉法、套像法、组合量块比较法测量外螺纹等等。
3.2 内螺纹中径的仪器测量法
仪器测量法测量内螺纹中径的测量原理与三针法测量外螺纹中径相似。
可在卧式光学比较仪或卧式测长仪上测量。
通常都配有测钩,根据内螺纹的螺距,按三针测量法测量外螺纹的原理来选择最佳直径的测球,即可测量内螺纹的中径。
用测钩测量属比较测量。
测量前,先用螺纹侧块和块规组成的标准尺寸调整好仪器双钩,然后再进行测量。
侧块带有标准螺纹角。
两个侧块相距尺寸 用块规控制,另外在一个侧块下垫P/2尺寸的块规(图3),此时 E 的尺寸应为:
其中,d2——螺纹中径; P——螺距; 口/2——螺纹半角;n、6—— 测块常数;
螺纹中径:
内螺纹螺距和牙型角一般用模印和浇铸法进行,这种方法的首要条件是选择适当的材料,适当的浇铸夹具,测量方法相当于测量外螺纹。
图3 内螺纹中径的仪器测量法
四、 结束语
总之,经过对几种方法的比较发现:螺纹量规测量螺纹效率高,生产工人用工作量规进行批量生产很方便,检测部门控制好量规就能保证生产质量。
三针测量外螺纹中径,精度较高,根据三针的精度可控制在小于4/~rn或8个 以内,如果精度要求高,要对测力、螺形角、螺距、三针所引起的误差修正,这种方法用的比较多,也方便。
仪器测量螺纹其优势就是一次可测出多个参数,其中轴切法精度高,缺点是安装复杂,技术要求高,在测量螺距较小的螺纹时,对刀困难而不得不采用其他方法。
测钩测内螺纹时,由于引起误差的因素较多,精度不够高,可以用校对规则把内螺纹的测量转化成外螺纹的测量,这样就简单多了。
作者简介: 李俊,1967年生,毕业于东南大学成教院几何量体、 机械量计量与管理专
业,从事本专业十一年。