丝锥 基础知识(完整资料).doc
- 格式:doc
- 大小:505.00 KB
- 文档页数:43
内螺纹(螺母)切削的方法,虽然一般多使用车床切制或用丝锥攻牙,但直径小及多量生产等情形时几乎都是以丝锥攻牙。
攻牙作业多数的情形是在接近最后加工程序,所以一旦发生丝锥折断、螺孔扩大或缩小、牙崩裂等困难,就会造成许多不良产品,蒙受诸多损害。
近年机械设备自动及高速化的进步,攻丝机也使用到装置有导捍进刀机械的优秀机械了。
另一方面被切削的材料越来越有难以切削的倾向,切削条件也以单个丝锥为通常,已更形严格了。
攻牙是先以钻头钻妥的底孔径攻出螺纹,是在非常狭窄空间进行切削并将切屑排出。
切屑的流动状况因被切削的材料而异,所以使用按用途而发展成功的丝锥为合乎理想。
按以下顺序就丝锥的特性、其正确使用法、及发生时的对策等于以说明。
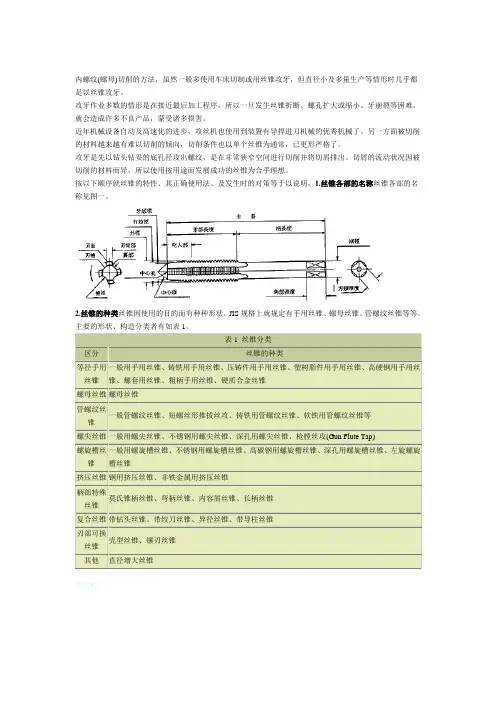
1.丝锥各部的名称丝锥各部的名称见图一。
2.丝锥的种类丝锥因使用的目的而有种种形状,JIS规格上就规定有手用丝锥、螺母丝锥、管螺纹丝锥等等。
主要的形状、构造分类者有如表1。
表1 丝锥分类区分丝锥的种类等径手用丝锥一般用手用丝锥、铸铁用手用丝锥、压铸件用手用丝锥、塑树脂件用手用丝锥、高硬钢用手用丝锥、螺套用丝锥、粗柄手用丝锥、硬质合金丝锥螺母丝锥螺母丝锥管螺纹丝锥一般管螺纹丝锥、短螺丝形推拔丝攻、铸铁用管螺纹丝锥、软铁用管螺纹丝锥等螺尖丝锥一般用螺尖丝锥、不锈钢用螺尖丝锥、深孔用螺尖丝锥、枪膛丝攻(Gun Flute Tap)螺旋槽丝锥一般用螺旋槽丝锥、不锈钢用螺旋槽丝锥、高碳钢用螺旋槽丝锥、深孔用螺旋槽丝锥、左旋螺旋槽丝锥挤压丝锥钢用挤压丝锥、非铁金属用挤压丝锥柄部特殊丝锥莫氏锥柄丝锥、弯柄丝锥、内容屑丝锥、长柄丝锥复合丝锥带钻头丝锥、带绞刀丝锥、异径丝锥、带导柱丝锥刃部可换丝锥壳型丝锥、镶刃丝锥其他直径增大丝锥签名档:。
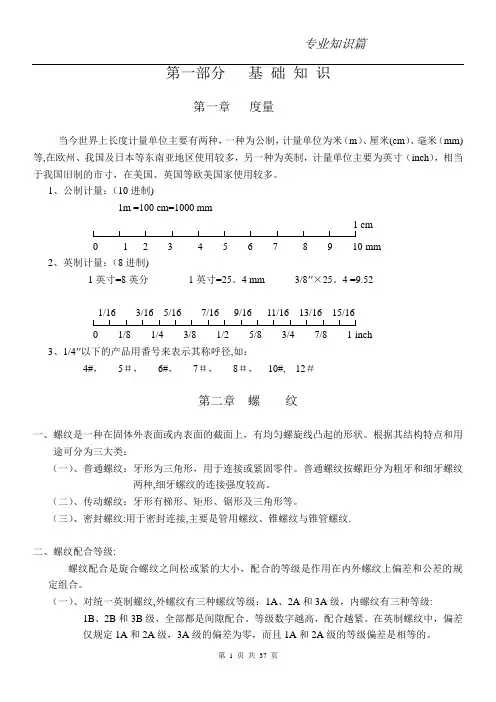
第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8进制)1英寸=8英分1英寸=25。
4 mm 3/8''×25。
4 =9.520 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4''以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#, 12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹.二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合.2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。
丝锥基础知识培训教程内容来源网络,由深圳机械展收集整理!更多数控刀具/丝锥、丝攻展示,就在深圳机械展。
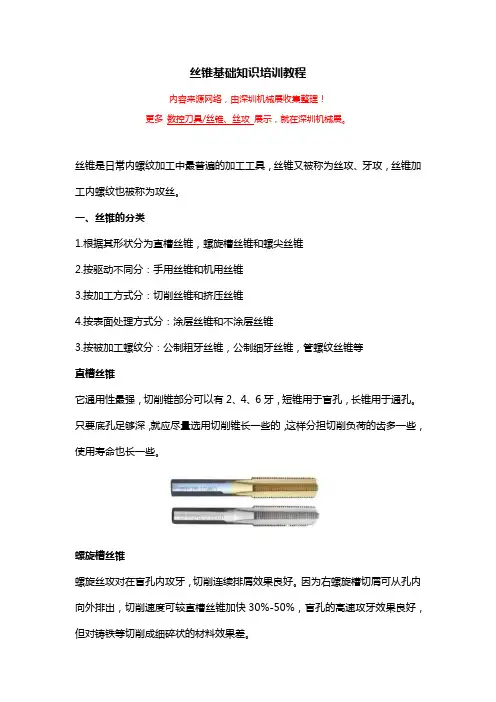
丝锥是日常内螺纹加工中最普遍的加工工具,丝锥又被称为丝攻、牙攻,丝锥加工内螺纹也被称为攻丝。
一、丝锥的分类1.根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥2.按驱动不同分:手用丝锥和机用丝锥3.按加工方式分:切削丝锥和挤压丝锥4.按表面处理方式分:涂层丝锥和不涂层丝锥3.按被加工螺纹分:公制粗牙丝锥,公制细牙丝锥,管螺纹丝锥等直槽丝锥它通用性最强,切削锥部分可以有2、4、6牙,短锥用于盲孔,长锥用于通孔。
只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。
螺旋槽丝锥螺旋丝攻对在盲孔内攻牙,切削连续排屑效果良好。
因为右螺旋槽切屑可从孔内向外排出,切削速度可较直槽丝锥加快30%-50%,盲孔的高速攻牙效果良好,但对铸铁等切削成细碎状的材料效果差。
螺尖丝锥螺尖丝锥也称先端丝锥,适合通孔及深螺纹,使用强度高,寿命长,切削速度快,尺寸稳定,牙纹清析(特别是细牙),他是直槽丝锥的一种变形,在直槽的一侧切削刃开斜槽,形成一个角度,切屑顺着进刀的方向向前排出。
手用丝锥手绞丝锥直沟形一般使用最普遍,通常有两根或者三根,分别叫一锥、二锥和三锥。
手用丝锥材料一般是合金工具钢或碳素工具钢。
而且尾部有尾方。
一锥的切削部分磨锥6个刃,二锥的切削部分磨锥两个刃。
使用的时候一般通过专用扳手进行切削。
机用丝锥该类丝锥应用最为广泛,成本较低,但是排屑和切削性能较差,适用于精度要求不高的场合。
挤压丝锥它通过冷挤压变形来形成螺纹,因而不产生切屑,螺纹表明质量较高,速度快,丝锥的寿命长。
但是脆性材料不适合使用挤压方式。
不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大,强度不够。
过小,封闭挤压的金属无处可去,造成丝锥折断。
计算式为:底孔直径=内螺纹公称直径-0.5螺距。
管用丝锥管用丝锥用途,有机械结合为主的直管螺纹用丝锥及耐密用为主的锥管螺纹用丝锥2种。

丝锥基础知识 丝锥为⼀种加⼯内螺纹的⼑具,是制造业操作者加⼯螺纹的最主要⼯具。
那么你对丝锥了解多少呢?以下是由店铺整理关于丝锥知识的内容,希望⼤家喜欢! 丝锥的基本简介 ⼀种加⼯内螺纹的⼑具,沿轴向开有沟槽。
也叫螺丝攻。
丝锥根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥(先端丝锥)。
直槽丝锥加⼯容易,精度略低,产量较⼤。
⼀般⽤于普通车床,钻床及攻丝机的螺纹加⼯⽤,切削速度较慢。
螺旋槽丝锥多⽤于数控加⼯中⼼钻盲孔⽤,加⼯速度较快,精度⾼,排屑较好、对中性好。
螺尖丝锥前部有容削槽,⽤于通孔的加⼯。
⼯具⼚提供的丝锥⼤都是涂层丝锥,较未涂层丝锥的使⽤寿命和切削性能都有很⼤的提⾼。
不等径设计的丝锥切削负荷分配合理,加⼯质量⾼,但制造成本也⾼。
梯形螺纹丝锥常采⽤不等径设计。
丝锥的组成部分 机⽤和⼿⽤丝锥是切制普通螺纹的标准丝锥。
中国习惯上把制造精度较⾼的⾼速钢磨⽛丝锥称为机⽤丝锥,把碳素⼯具钢或合⾦⼯具钢的滚⽛(或切⽛)丝锥称为⼿⽤丝锥,实际上两者的结构和⼯作原理基本相同。
通常,丝锥由⼯作部分和柄部构成。
⼯作部分⼜分切削部分和校准部分,前者磨有切削锥,担负切削⼯作,后者⽤以校准螺纹的尺⼨和形状。
丝锥的产品⽤途 供加⼯螺母或其他机件上的普通内螺纹⽤(即攻丝).机⽤丝锥通常是指⾼速钢磨⽛丝锥,适⽤于在机床上攻丝;⼿⽤丝锥是指碳素⼯具钢或合⾦⼯具钢滚⽛(或切⽛)丝锥,适⽤于⼿⼯攻丝。
丝锥是加⼯各种中、⼩尺⼨内螺纹的⼑具,它结构简单,使⽤⽅便,既可⼿⼯操作,也可以在机床上⼯作,在⽣产中应⽤得⾮常⼴泛。
对于⼩尺⼨的内螺纹来说,丝维⼏乎是唯⼀的加⼯⼑具。
丝维的种类有:⼿⽤丝维、机⽤丝锥、螺母丝锥、挤压丝锥等。
攻丝是属于⽐较困难的加⼯⼯序,因为丝锥⼏乎是被埋在⼯件中进⾏切削,其每齿的加⼯负荷⽐其它⼑具都要⼤,并且丝锥沿着螺纹与⼯件接触⾯⾮常⼤,切削螺纹时它必须容纳并排除切屑,因此,可以说丝锥是在很恶劣的条件下⼯作的。

丝锥常用知识点总结一、丝锥的结构和种类丝锥的结构主要包括切削部位和手柄两个部分。
切削部位是丝锥的关键部分,它通常包括螺纹节、锥度和切削口等组成。
螺纹节是用来切削螺纹的部分,它的形状和螺距决定了丝锥的规格。
锥度是用来引导丝锥对工件进行切削的部分,它的角度通常为60度。
切削口是切削螺纹时的工作部位,通常采用高速钢或碳化钨等硬质合金制成。
手柄部分一般由六角柄或圆柄构成,以便于操作。
按照丝锥的用途和特点,可以把它分为手动丝锥、机用丝锥和管螺牙丝锥等多种类型。
手动丝锥适用于一般的螺纹制作,操作简单方便,常用于机械维修和制作中。
机用丝锥适用于大规格或精密螺纹的制作,常配合机械设备使用,能够提高加工效率。
管螺牙丝锥适用于管道制作,具有不同的中心孔结构和锥度,可以满足不同规格管道的需求。
二、丝锥的规格和选用丝锥的规格包括螺纹规格和工作长度两个方面。
螺纹规格主要包括螺纹直径和螺距两个参数。
螺纹直径指的是螺纹外径,通常以毫米为单位表示;螺距指的是相邻两螺纹峰之间的距离,也以毫米为单位表示。
例如,M6×1表示螺纹直径为6毫米,螺距为1毫米。
常用的丝锥规格有M3、M4、M5、M6、M8、M10等。
工作长度是指丝锥的有效切削长度,通常以厘米为单位表示。
根据工件的要求和实际情况,选择合适规格的丝锥能够提高加工效率和质量。
选用丝锥时,除了考虑规格外,还要考虑材质和涂层等因素。
一般情况下,丝锥的切削口采用高速钢或碳化钨等硬质合金制成,具有较高的硬度和耐磨性,适合加工金属材料。
此外,一些丝锥还会进行涂层处理,如TiN、TiCN等,以提高切削性能和延长使用寿命。
三、丝锥的使用方法丝锥的使用方法主要包括预钻孔、开口螺孔和切削螺纹三个步骤。
首先,需要进行预钻孔,以确保切削螺纹时的准确度和质量。
预钻孔的直径应该略小于丝锥的螺纹直径,深度也需要根据要求进行合理控制。
预钻孔完成后,需要使用中心钻对预钻孔进行中心定位,以保证螺纹的正确性。
专业知识篇第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米( cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸( inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10 进制)1m =100 cm=1000 mm1 cm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8 进制)1 英寸 =8 英分 1 英寸 =25.4 mm 3/8 × 25.4 =9.521/16 3/16 5/167/16 9/16 11/16 13/16 15/1601/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、 1/4 以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A 、2A 和 3A 级,内螺纹有三种等级:1B、2B 和 3B 级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定 1A和 2A 级, 3A 级的偏差为零,而且 1A 和 2A 级的等级偏差是相等的。
第 1 页共 36 页等级数目越大公差越小,如图所示:1B 2B 3B 内螺纹基本中径3A 外螺纹2A1A1、1A 和 1B 级,非常松的公差等级,其适用于内外螺纹的允差配合。

第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch), 相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1公制计量:(10进制)1m =100 cm=1000 mm1 cmi i i i i i i i i ii0 1 23 4 5 67 8 9 10 mm2、英制计量:(8进制)1英寸=8英分 1 英寸=25.4 mm3/8 X 25.4 =9.521/16 3/16 Illi5/161 17/16 9/161 1 1 1 111/16 13/16 15/16i i i i i i0 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:内螺纹外螺纹基本中径基本中径1、 1A 和1B 级,非常松的公差等级,其适用于内外螺纹的允差配合。
丝锥知识大全,搞机械的一定要了解的机械知识!一、辨识丝锥的分类丝锥分类 1.按驱动不同分:手用丝锥和机用丝锥2.按加工方式分:切削丝锥和挤压丝锥 3.按被加工螺纹分:公制粗牙丝锥,公制细牙丝锥,管螺纹丝锥等 4.根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥。
直槽丝锥它通用性最强,切削锥部分可以有2、4、6牙,短锥用于不通孔,长锥用于通孔。
只要底孔足够深,就应尽量选用切削锥长一些的,这样分担切削负荷的齿多一些,使用寿命也长一些。
螺旋槽丝锥比较适合加工不通孔螺纹,经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。
加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。
内容屑丝锥其显着特点是在头部开一个足够大的容屑槽,采用特殊的设计以达到较高的加工质量。
尤其在大螺纹加工方面优势显着。
广泛应用在风力发电、汽轮机、造船、矿山石油等行业。
螺尖丝锥加工螺纹时切屑向前排出,通孔螺纹应优先采用螺尖丝锥。
挤压丝锥根据使用方法,常分为手用丝锥、机用丝锥、螺母丝锥(用于在螺母加工机床上切制螺纹)、板牙丝锥(用于切制和校正板牙螺纹)、管螺纹丝锥和锥形螺纹丝锥。
机用和手用丝锥是切制普通螺纹的标准丝锥。
实际上两者的结构和工作原理基本相同。
二、如何选用合适的丝锥螺纹是机械零件连接最常见的方法,而丝锥又是加工内螺纹最常用的工具。
正确地选用丝锥加工内螺纹,可以保证螺纹连接的质量,提高丝锥的使用寿命。
选择丝锥公差带国产机用丝锥都标志中径公差带代号:H1、H2、H3分别表示公差带不同的位置,但公差值是相等的。
手用丝锥的公差带代号为H4,公差值、螺距及角度误差比机用丝锥大,材质、热处理、生产工艺也不如机用丝锥。
H4按规定可以不标志。
丝锥中径公差带所能加工的内螺纹公差带等级如下:丝锥公差带代号适用内螺纹公差带等级H1 4H、5H H2 5G、6H H3 6G、7H、7G H4 6H、7H 有些企业使用进口丝锥,德国制造商常标志为ISO1 4H、ISO2 6H、ISO3 6G(国际标准ISO1-3与国家标准H1-3是等同的),这样就把丝锥公差带代号及可加工的内螺纹公差带都标上了。
丝锥基础知识
丝锥主要用于加工什么类型的孔?
A. 光滑孔
B.内螺纹孔
C. 沉头孔
D. 盲孔
下列哪种丝锥适用于加工盲孔或不通孔?
A. 直槽丝锥
B.螺旋槽丝锥
C. 挤压丝锥
D. 梯形丝锥
丝锥的牙型角是根据什么来确定的?
A. 工件材料
B.螺纹标准
C. 加工速度
D. 冷却液类型
在使用丝锥攻丝时,为了获得更好的加工效果,通常需要涂抹什么?
A. 润滑油
B.切削油或切削膏
C. 冷却液
D. 无需涂抹任何物质
下列哪种情况可能导致丝锥折断?
A. 适当的切削速度
B.底孔直径过小
C. 充分的冷却和润滑
D. 正确的攻丝方向
丝锥的前角对加工有什么影响?
A. 无影响
B.影响切削刃的锋利程度和强度
C. 只影响加工速度
D. 只影响加工表面质量
在选择丝锥时,除了考虑螺纹标准和工件材料外,还需要考虑什么因素?
A. 加工环境的温度
B.丝锥的直径和长度
C. 操作工的熟练程度
D. 工厂的地理位置
下列哪种方法可以有效延长丝锥的使用寿命?
A. 使用过大的攻丝扭矩
B.定期清理丝锥上的切屑
C. 在不适当的材料上使用丝锥
D. 忽略丝锥的磨损情况。
【最新整理,下载后即可编辑】第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm1 cm8 9 10 mm2、英制计量:(8进制)1英寸=8英分1英寸=25.4 mm 3/8''×25.4 =9.5213/16 15/163/4 7/8 1 inch3、1/4''以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:基本中径1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。
1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。
1B级比2B级大50%,比3B级大75%。
(二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。
(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H和h的基本偏差为零。
G的基本偏差为正值,e、f和g的基本偏差为负值。
如图所示:内螺纹差外螺纹e1、H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。
G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。
2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公差带。
3、螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合。
(三)、螺纹标记M10×1×1–6H顶径公差代号中径和顶径公差代号(相同)中径公差代号三、机械螺纹的主要几何参数:(一)、大径/牙外径(D、d):为外螺纹牙顶或内螺纹牙底重合的假想圆柱直径。
螺纹大径基本代表螺纹尺寸的公称直径。
(二)、中径(D2、d2):D2=d2=D(d)-2x3H/8 ,式中H为原始三角形高:H=(√3 /2)P=0.866025P(60O牙山角); H=0.960491P(55 O牙山角) (三)、小径/牙底径(D1、d1):为外螺纹牙顶或内螺纹牙顶相重合的假想圆柱的直径。
(四)、螺距(P):为相邻牙在中径线上对应两点的轴向距离或相邻牙山或两相邻牙谷间的距离。
在英制中以每一英寸(25.4 mm)内的牙数来表明半角为60O /2,韦 氏牙(BSW )螺纹牙型半角为55O /2 。
一般木螺丝牙山角度为60 O ,尾尖角度60O 。
(六)、螺纹旋合长度:为两相配合螺纹,沿螺纹轴方向相互旋合部分的长度。
四、自攻、自钻螺纹的主要几何参数:(一) 、大径/牙外径(d 1),为螺纹牙顶重合的假想圆柱直径。
螺纹大径基本代表螺纹尺寸的公称直径。
(二) 、小径/牙底径(d 2):为螺纹牙底重合的假想圆柱直径。
(三)、牙距(p ):为相邻牙在中经线上对应两点的轴向距离。
在英制中以每一英寸(25.4mm )内的牙数来表明牙距。
下表列举常用规格的牙距(公制)牙数(英制)其牙距或牙数可分别参考机械螺丝(CSD牙)和自攻螺丝(BSD 牙)。
(四)、牙山角度和尾尖角度:牙山角为牙侧与牙侧间的夹角、尾尖角为螺纹未端尖角。
1、自攻牙:牙山角度为60O,尾尖角度为45 O±5 O。
2、墙板钉:牙山角度为60O,(也可依客户要求生产,如45 O±5 O)尾尖角度为25 O±3O。
3、夹板钉:(Chip board screws)牙山角度为40 O±3 O,尾尖角度为25O±3O 或34O±3O(客户特殊要求)。
4、钻尾螺丝:牙山角度为60O±5O,尾部针对不同规格的产品选用不同型号的夹尾针,夹尾的主要几何参数为夹尾径和伸出量。
第三章材料一、目前市场上标准件主要有碳钢、不锈钢、铜三种材料。
(一)碳钢。
我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。
1、低碳钢C%≤0.25% 国内通常称为A3钢。
国外基本称为1008,1015,1018,1022等。
主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求的产品。
(注:钻尾钉主要用1022材料。
)2、中碳钢0.25%<C%≤0.45% 国内通常称为35号、45号钢,国外基本称为1035,CH38F,1039,40ACR等。
主要用于8级螺母、8.8级螺栓及8.8级内六角产品。
3、高碳钢C%>0.45%。
目前市场上基本没使用4、合金钢:在普碳钢中加入合金元素,增加钢材的一些特殊性能:如35、40铬钼、SCM435,10B38。
芳生螺丝主要使用SCM435铬鉬合金钢,主要成分有C、Si、Mn、P、S、Cr、Mo。
(二)不锈钢。
性能等级:45,50,60,70,80主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。
A1,A2,A4马氏体、13%Cr耐腐蚀性较差,强度高,耐磨性好。
C1,C2,C4铁素体不锈钢。
18%Cr镦锻性较好,耐腐蚀性强于马氏体。
目前市场上进口材料主要是日本产品。
按级别主要分SUS302、SUS304、SUS316。
(三)铜。
常用材料为黄铜…锌铜合金。
市场上主要用H62、H65、H68铜做标准件。
三、材料中各类元素对钢的性质的影响:1、碳(C):提高钢件强度,尤其是其热处理性能,但随着含碳量的增加,塑性和韧性下降,并会影响到钢件的冷镦性能及焊接性能。
2、锰(Mn):提高钢件强度,并在一定程度上提高可淬性。
即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利。
并会影响电镀时镀层的控制。
3、镍(Ni):提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。
4、铬(Cr):能提高可淬性,改善耐磨性,提高耐腐蚀能力,并有利于高温下保持强度。
5、钼(Mo):能帮助控制可淬性,降低钢对回火脆性的敏感性,对提高高温下的抗拉强度有很大影响。
6、硼(B):能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。
7、矾(V):细化奥氏体晶粒,改善韧性。
8、硅(Si):保证钢件的强度,适当的含量可以改善钢件塑性和韧性。
四、关于不锈钢材质之特性简介(304、316)(一)该三种材质均为300系列的奥氏体不锈钢,其化学成分如下:1、碳C 可增加硬度和强度,含量过高会降低其延展性和耐蚀性2、铬Cr 可增加耐蚀性、抗氧化性,使品粒细化,增加强度,硬度和耐磨性3、镍Ni 可增加高温强度、耐蚀性,降低冷加工硬化之速率4、钼Mo 增加强度,对氧化物和海水的耐蚀性优良5、铜Cu 利于冷加工成型,降低磁性(三)材质之其它性能1、以上材质正常状态无磁性。
304M冷加工后略有磁性(1.6u-2.0u左右);304HC磁性为(1.01u-1.6u左右);316材质冷加工后磁性小于1.01u。
2、各材质均有良好的延展性,易冷加工成型,抗拉强度、屈服强度、均可达到要求。
(Ts 抗拉强度min700N/mm, Ys 屈服强度min 450N/mm)(四)结论1、304M、304HC、316三种材质是目前300系列奥氏体不锈钢使用最广的材质之一。
各材质明显差异为:冷加工后材质磁性为316<304HC<304M。
316材质抗化学品腐蚀,抗孔蚀性及抗海水耐蚀性能相对于304M及304HC要优良。
2、总之,不锈钢标准件特性为耐腐蚀、美观、卫生,但其强度、硬度正常情况下相当于碳钢(6.8级)故对不锈钢产品应不可撞击、敲打、注意维护其表面光洁度、精度,且不能和使用碳钢产品一样随便施加力量,亦不可施力过大,同时因不锈钢延展性好,在使用时产生钢屑易粘于螺帽牙级处,增加摩檫力,易导致锁死,而使用碳钢即使产生铁屑也会掉落,相对于不锈钢不易锁死。
第二部分大螺丝第一章产品分类一、产品大类(一)、六角螺栓(HEXAGON HEAD BOLTS)1、英制螺栓参照标准为ANSI/ASME B18.2.1,日标参照JIS B1180(韦氏牙)。
英制参照BSW916(韦氏牙)。
(1)、HEX MACHINE BOLT:无华司、有束尾、半牙六角螺栓,(2)、HEX TAP BOLT:无华司、无束尾、全牙六角螺栓,(3)、HEX CAP SCREWS:有华司、有束尾、半牙六角螺栓,(二)、马车螺丝/圆头方颈螺栓(Carriage Bolts):ANSI/ASME B18.5;DIN603 ;ISO 8677;GB12;GB14(三)、内六角螺栓(Hexagon socket-head cap screws):DIN912 ;GB70 ;ISO4762 ;ANSI /ASME B18.3(四)、六角木螺丝(Hexagon Head Lag Screws):ANSI/ASME B18.2.1 DIN 571(五)、家俱螺丝(Furniture screws):依客户标准(六)、六角法兰螺栓(Hexagon Flange Bolt):IFI 111 GB 5787 DIN 921二、产品的识别(一)、螺栓各部位图示:(二)、螺栓的标识:如M20-2.5X150 5/16 -18 X 3”称牙长称牙长呼呼径距度径数度三、标志、性能等级(1)、标志。
六角头螺栓和螺钉(螺纹直径≥5mm)。
需在头部顶面用凸字或凹字标志,或在头部侧面用凹字标志。
包括性能等级、厂标。