精益生产的方式与案例
- 格式:pptx
- 大小:2.43 MB
- 文档页数:28

中国3000万经理人首选培训网站
更多免费资料下载请进: 好好学习社区
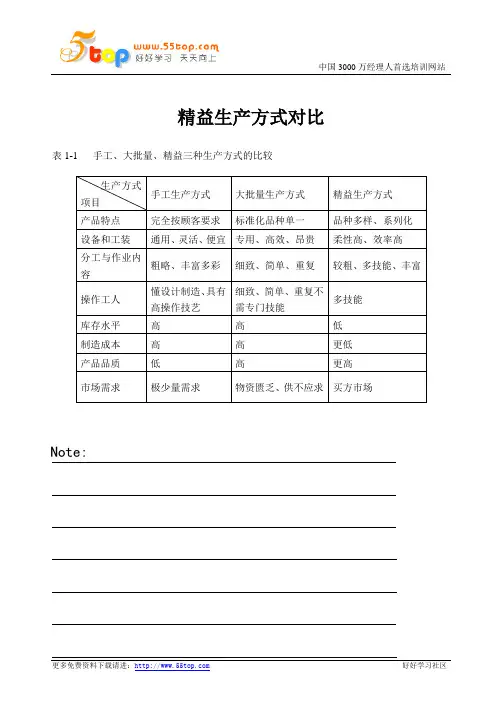
精益生产方式对比
表1-1 手工、大批量、精益三种生产方式的比较
生产方式项目 手工生产方式
大批量生产方式 精益生产方式
产品特点 完全按顾客要求 标准化品种单一 品种多样、系列化
设备和工装 通用、灵活、便宜 专用、高效、昂贵 柔性高、效率高
分工与作业内容 粗略、丰富多彩 细致、简单、重复 较粗、多技能、丰富
操作工人 懂设计制造、具有高操作技艺 细致、简单、重复不需专门技能 多技能
库存水平 高 高 低
制造成本 高 高 更低
产品品质 低 高 更高
市场需求 极少量需求 物资匮乏、供不应求 买方市场
Note: 中国3000万经理人首选培训网站
更多免费资料下载请进: 好好学习社区 表1-2 1989年世界汽车组装厂绩效对比(平均值)
精益生产者
(在日本的日本人) 其 他
在北美的日本人 在北美的美国人 整个欧洲
库存(8种代表零件的天数) 0.2 1.6 2.9 2.0
品质缺陷(装配缺陷/100辆车) 60.0 65.0 82.3 97.0
空间(平方英尺/汽车·年) 5.7 9.1 7.8 7.8
返修区大小(占装配场地%) 4.1 4.9 12.9 14.4
生产率(小时/1台车) 16.8 21.2 25.1 36.2
员工团队化的百分比 69.3 71.3 17.3 0.6
岗位分类的数目 11.9 8.7 67.1 14.8
新工人培训(小时) 380.3 370.0 46.4 173.3
人均提案件数 61.6 1.4 0.4 0.4
缺勤率(%) 5.0 4.8 11.7 12.1
工作轮换(0为不轮换,4为常轮换) 3.0 2.7 0.9 1.9
Note: 中国3000万经理人首选培训网站
更多免费资料下载请进: 好好学习社区 表1-3 以顾客为中心的“5个零”生产

精益生产方式-------现场IE
随着科技的发展及国际经济的一体化,产品的生命周期及产量朝着周期短、批量小的方向发展,上述方法的前三种由于设定程序复杂,已无法适应现在企业所面临的市场现实,如果标准时间还未定出而生产已完成了,ST就失去了其固有的意义,因此基于我国国情与现场IE管理实践向企业推荐第四种方法,即MOD法,MOD法具有简便、易行、低成本、高效率制定时间标准的特点,且易于掌握运用。笔者在管理指导IE工作时,尤其对此体验深刻。
一、PTS法的特点
PTS法最大的特点就是不用秒表即可以准确预定作业时间,并且不需评比,这给标准时间的设置带来极大效率,同时也保证了公平性与客观性。具体特点有以下几条:
(1)新产品及新作业开始生产前可以事前设定标准时间,为未来的生产管理与改善提供了管理的标准与方法的评估。
(2)可以对作业内动素进行详细的时间预定,最大限度地提供了方法优化与评比的可能,从而确定最合理、高效的作业方法。
(3)不用秒表,在生产作业前确定标准时间,制定作业标准。
(4)不需要时间分析员对观测时间的评比与修正,可直接求得正常时间,只需宽放一步即可求得ST。
(5)随着作业方法的变更而修订作业标准时间,因此PTS是生产线的流程再造及平衡改善时最方便的评估与设定手法。
二、模特法(MOD法)
1. 模特法概要与基本原理
1996年,澳大利亚的海特博士(G.C.Heyde)在长期研究的基础上创立模特排时法(Modolar Arrangement of
Predetermined Time Stardard,简称MOD法),是在PTS技术中将时间与动作融为一体,是简洁概括的新方法,因此MOD法易学易用,且实用方便,同时其精度又低于传统的PTS技法。
模特法的基本原理来源于大量的人机工程学试验总结,归纳有以下几个方面:
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法实际生产作业中的人体动作归纳为21种(详见表8—2).

精益生产方式-------现场IE
随着科技的发展及国际经济的一体化,产品的生命周期及产量朝着周期短、批量小的方向发展,上述方法的前三种由于设定程序复杂,已无法适应现在企业所面临的市场现实,如果标准时间还未定出而生产已完成了,ST就失去了其固有的意义,因此基于我国国情与现场IE管理实践向企业推荐第四种方法,即MOD法,MOD法具有简便、易行、低成本、高效率制定时间标准的特点,且易于掌握运用。笔者在管理指导IE工作时,尤其对此体验深刻。
一、PTS法的特点
PTS法最大的特点就是不用秒表即可以准确预定作业时间,并且不需评比,这给标准时间的设置带来极大效率,同时也保证了公平性与客观性。具体特点有以下几条:
(1)新产品及新作业开始生产前可以事前设定标准时间,为未来的生产管理与改善提供了管理的标准与方法的评估。
(2)可以对作业内动素进行详细的时间预定,最大限度地提供了方法优化与评比的可能,从而确定最合理、高效的作业方法。
(3)不用秒表,在生产作业前确定标准时间,制定作业标准。
(4)不需要时间分析员对观测时间的评比与修正,可直接求得正常时间,只需宽放一步即可求得ST。
(5)随着作业方法的变更而修订作业标准时间,因此PTS是生产线的流程再造及平衡改善时最方便的评估与设定手法。
二、模特法(MOD法)
1. 模特法概要与基本原理
1996年,澳大利亚的海特博士(G.C.Heyde)在长期研究的基础上创立模特排时法(Modolar Arrangement of
Predetermined Time Stardard,简称MOD法),是在PTS技术中将时间与动作融为一体,是简洁概括的新方法,因此MOD法易学易用,且实用方便,同时其精度又低于传统的PTS技法。
模特法的基本原理来源于大量的人机工程学试验总结,归纳有以下几个方面:
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法实际生产作业中的人体动作归纳为21种(详见表8-2)。

二0一0年十月二十二日笔者参加了3A顾问公司刘承元博士如何构建持续竞争优势—《精益生产与成本改善》的管理课程。精益生产提倡:0缺陷、0库存、0浪费、0事故。事实上这是我们的追求和信仰,只能无限靠近却无法真正实现。我们要用正确的思维,分析存在问题,是什么原因?然后对症下药,这样管理就变得好简单,接下来就是行动。根据课程内容整理了以下管理案例,与大家一起分享。
一、自动化与防呆、纠错
零缺陷最大的窍门:通过发掘人的智慧,找到了傻瓜都能做对的办法,减少品质对人的依赖。
有一家电子生产型企业,他们在组装设备时由于需要装配的螺丝数量多,操作工经常会有遗忘,导致不良。后来,公司就从精益生产的角度进行考虑,降低人的因素。他们专门设计了一种机械手,机械手末端有磁铁。如果这个部位需要装5颗螺丝,机械手就自动抓起5颗螺丝,如果需要装16颗螺丝,机械手就自动抓起16颗螺丝。操作工只要看下机械手上有没有剩余的螺丝就可以了。这样就减少了品质不良的发生。
还有一家生产复印机的工厂,他们的复印机里面有一个小风扇,这个小风扇非常重要,一旦装反了,就会导致机械损坏。但由于是流水线作业,操作工在装配时,由于疲劳、遗忘等多种原因,可能会出错。主管就要求操作工装好后要进行检查,用手摸一下,试下风向。但是每天生产数千台复印机,操作工人可能就会产生错觉,有风?没风?不开心了,走神了,还是会产生装反的现象。后来,就通过发掘员工潜能,在复印机旁边装一个小风车,如果装配正确就会有风,风车会转,因此只要风车会转,装配就是完好的,否则,就是错误的。这样这家公司复印机的合格率就大大提高了。
二、如何强化管理。
某企业有一个开放式的大办公室,有200人在一起办公。由于管理不到位,经常发生办公室的灯、空调没有关的现象。最近,公司高层也知道了此事,指示行政部必须强化管理,尽快解决此问题。 于是行政部想了许多办法,如:出台制度、人走灯灭、保安检查、领导值班检查、进行处罚、公告等。一开始还能起到一定作用,但时间一长,由于监督不到位,老问题还是继续发生,制度落实不好。其实,制度固然重要,但不能迷信制度。这属于无意识犯错,无意识犯错是不可以用制度来约束的。管理很重要,但员工的自主管理更重要。