研磨培训教材
- 格式:ppt
- 大小:6.39 MB
- 文档页数:12
研磨培训教材研磨培训教材是一种系统整合和规范化的培训体系,其主要目的是提高员工的操作技能和工作效率,促进企业的生产质量和效益提高。
随着公司对于员工操作技能的要求越来越高,研磨培训教材逐渐成为了公司必备的教育工具之一。
一、研磨主要内容研磨培训教材可以分成多个模块,主要包括理论知识、操作技能和实战应用三大部分。
其中,理论知识模块包括研磨基础、表面质量、研磨工序和研磨工具等内容,旨在让员工了解研磨的基本原理和相关规范。
操作技能模块则结合实际生产需求,教授员工多种研磨技能,如手工研磨和机械研磨等,让员工掌握不同工具的使用方法和技巧。
实战应用模块则通过实际案例分析和解决,帮助员工熟练掌握技能并在实际生产中运用。
二、研磨培训教材的优势研磨培训教材不仅可以有效提高员工的操作技能和工作效率,还具有以下优势:1.提高生产质量和效率:通过研磨培训教材的学习和实践,员工可以更加熟练地掌握研磨技能和工具的使用方法,提高研磨精度和效率,从而提高生产质量和效率。
2.降低生产成本和损耗:研磨是一种高精密度的加工方式,合理的研磨可以降低材料的损耗和材料的成本,从而降低生产成本,并提高生产效率。
3.优化员工能力和素质:通过研磨培训教材的学习,可以让员工获得更多的研磨知识和技巧,从而不断优化员工的能力和素质,为员工提供更多的发展机会和空间。
三、如何设计研磨培训教材设计研磨培训教材需要从以下几个方面考虑:1.分析生产需求:设计时需要结合实际生产需求来确定培训的内容和重点。
2.理论实践结合:在教学过中需要结合实际案例和实践工作相结合,让员工理解理论知识的实际应用。
3.模块化设计:研磨培训教材可以分成多个模块,根据员工的实际需求进行学习和选修,有利于深入学习和掌握技能。
4.培训工具和环境:合理的培训工具和环境,如模拟实验室和完善的培训设备提供了更好的学习环境和条件。
五、研磨培训教材的应用研磨培训教材广泛应用于机械制造、汽车制造、电子制造、航空航天等领域。
磨具工培训计划及大纲一、培训目的磨具工是生产制造行业中的重要工种,其工作主要包括研磨、打磨、抛光等工艺。
为了提高磨具工的技能水平,培养更多高素质的专业人才,制定了磨具工培训计划及大纲。
二、培训对象本次培训主要面向磨具工行业的从业人员、企业及相关人员。
三、培训内容1. 理论知识培训(1)磨削工艺的基本原理(2)磨具的种类和用途(3)磨削工艺的常见问题及解决方法(4)安全生产知识2. 技能培训(1)磨具的使用方法及注意事项(2)磨具的维护与保养(3)抛光操作技巧(4)磨具检测与质量控制3. 实操培训(1)磨具操作练习(2)磨具维护保养实操(3)抛光技术实战演练四、培训形式本次培训将采取理论与实践相结合的方式进行,同时根据培训对象的实际情况,采用分组教学、现场教学等多种教学方法,积极引导学员参与培训,提高学习效果。
五、培训时间本次培训将采取模块式教学,共分为理论培训、技能培训和实操培训三个阶段,持续时间为3个月。
具体安排如下:(1)第一阶段:理论知识培训,1个月;(2)第二阶段:技能培训,1个月;(3)第三阶段:实操培训,1个月。
六、培训师资本次培训将邀请具有丰富实践经验和教学经验的专业讲师授课,保证培训内容的权威性和实用性。
七、培训设施本次培训将在具备相关设施和设备的专业培训机构进行,以确保学员能够进行充分的实践操作。
八、培训证书成功完成培训并通过考核的学员将获得磨具工培训结业证书。
九、培训评估为了全面了解培训效果,我们将对学员进行培训前、中、后的考核评估,并根据评估结果进行调整和优化培训内容和方法。
以上是磨具工培训计划及大纲的相关内容,我们将积极做好相关准备工作,确保本次培训取得圆满成功,为提高磨具工的技能水平和生产制造行业的发展贡献力量。

第二章正角研磨第一節一般模仁零件的正角研磨1.正角在模具中的意義正角即工件的垂直度,工件的正角影響到工件各尺寸精度的保証,在加工中極其重要。
在精密模具零件加工中,工件的垂直度經常要求達到0.002mm以內,因此用傳統的直角尺比測來檢驗加工的方法已不能滿足需要。
要想達到高的垂直度要求,必須要有一种技高一等的方法。
2.正角研磨的方法1) 手工研磨正角一.如圖2-1所示,一個六面体在沒有加工正角前,即使把每兩個面加工平行,它的橫截面也只能是平行四邊形,只有將圖中的陰何謂正角加工?影三角形部分去除,保証AE⊥件的正角才能保証。
如圖2-2所示,用千分表或Mahr表測量。
任選工件一個面為基准底面,將千分表座及工件置于大理石平台上。
如圖示方法檢測,將第一面(A面)測量出千分表顯示之最小值,調整表殼轉至0位,然后將工件旋轉180°,測与A面相對之B面(紅色部分),記下其差异值,并要記下其值是正值還是負值,此值即為垂直度,此值為0時,工件兩面垂直度為絕對90°。
注意:測量過程中須一手按緊表座,一手按緊工件,并輕輕旋轉。
每一面均需測兩次以上,以做确認。
使用千分表或Mahr表測量抓正角,俗稱手抓正角,此方法是最基本的抓正角方法。
我們必須用此方法加工出抓正角所用的治具(如正角器等),加工較為繁瑣,所以一般僅用于大型、正角要求很嚴的工件及治具的正角加工。
一.原理:首先抓正角前必須將工件每組對應之平面加工平行,如圖2-3,假設以BC邊所在的平面為基准底面,測出的誤差值a值即為2*CE,而我們加工圖2-4圖2-3圖2-2 正角的量測圖2-6 時要以切斷差的方法將正角之誤差值消除(見圖2-4),因此我們需計算出段差的切入深度,一般我們計算圖2-3所示之DF 值 (只是近似值)。
圖2-3中△ADF 〜△DCF ,所以DF/CE=AF/DE ,則DF=AF*CE/DE 又CE=a/2,所以DF=1/2*(AF/DE)*a ,AF 、DE 、a 值可以測出或計算出,則DF 可以算出。
一、磨料磨具产品分类———陶瓷结合剂砂轮 Vitrified bond固结磨具———普通磨具———树脂结合剂砂轮 Organic bondBonded Conventional ———橡胶结合剂砂轮 Rubber bond———油石、研磨条(块)、小磨头———陶瓷结合剂金刚石、CBN砂轮———超级磨具———树脂结合剂金刚石、CBN砂轮Super ———金属结合剂金刚石、CBN砂轮———金刚石、CBN研磨条、小磨头涂附磨具————————————砂纸 SheetCoated ———砂带 Belt———砂盘———百叶轮、千叶碟 Flap wheel (Disc)———抛光轮、抛光带Bear-TEX磨削应用分类金属加工领域Metal-FEB铸件毛坯打磨,焊接焊缝打磨,钢材的切割,表面处理使用树脂打磨砂轮,切割片,砂盘等;工具加工领域Tool-room刀具、工模具的加工,如钻头、铣刀等刀具加工,注塑模具的加工使用金刚石砂轮、CBN砂轮,单晶刚玉砂轮;产品加工领域Production大批量生产的场合,如汽车发动机零件,轴承加工各种陶瓷、树脂结合剂砂轮,如用于平面、外圆、内圆、端面、沟道磨削砂轮;木材加工领域Furniture包括人造板材程家具的打磨、抛光,使用砂纸、砂带、无纺布。
二、磨削常识1、磨削基本概念从直观上看,磨削是砂轮与工件的直接接触,工件表面磨削的好坏,可以判断出砂轮的好与不好。
实际上这看上去象是砂轮磨削工件的过程,包括四个方面的因素:机床因素,操作方式方法的因素,工件材质类型的因素以及砂轮选型的因素。
磨削结果是由这四个方面因素综合作用形成的。
▲举例说,一台新机床与一台旧机床工作情况显然是不同的。
新机床刚出厂不久,需要一个“磨合期”,使机械传动装置渡过一个稳定过程,这期间加工出来零件是不稳定的,当新机床过了“磨合期”后,就显示出其应有的加工精度。
至于老的机床,需要一定的维护、保养,否则,有些部件过渡磨损(轴承、皮带等),导致机床高故障率,这期间加工的零件质量也是不稳定的。
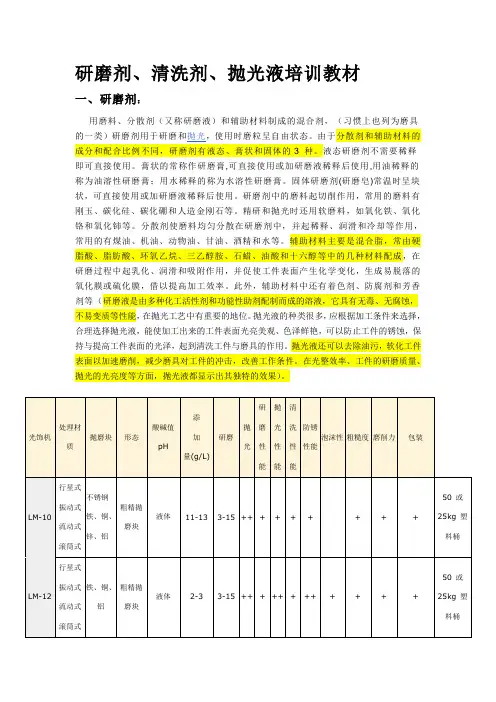
研磨剂、清洗剂、抛光液培训教材一、研磨剂:用磨料、分散剂(又称研磨液)和辅助材料制成的混合剂,(习惯上也列为磨具的一类)研磨剂用于研磨和抛光,使用时磨粒呈自由状态。
由于分散剂和辅助材料的成分和配合比例不同,研磨剂有液态、膏状和固体的3 种。
液态研磨剂不需要稀释即可直接使用。
膏状的常称作研磨膏,可直接使用或加研磨液稀释后使用,用油稀释的称为油溶性研磨膏;用水稀释的称为水溶性研磨膏。
固体研磨剂(研磨皂)常温时呈块状,可直接使用或加研磨液稀释后使用。
研磨剂中的磨料起切削作用,常用的磨料有刚玉、碳化硅、碳化硼和人造金刚石等。
精研和抛光时还用软磨料,如氧化铁、氧化铬和氧化铈等。
分散剂使磨料均匀分散在研磨剂中,并起稀释、润滑和冷却等作用,常用的有煤油、机油、动物油、甘油、酒精和水等。
辅助材料主要是混合脂,常由硬脂酸、脂肪酸、环氧乙烷、三乙醇胺、石蜡、油酸和十六醇等中的几种材料配成,在研磨过程中起乳化、润滑和吸附作用,并促使工件表面产生化学变化,生成易脱落的氧化膜或硫化膜,借以提高加工效率。
此外,辅助材料中还有着色剂、防腐剂和芳香剂等(研磨液是由多种化工活性剂和功能性助剂配制而成的溶液,它具有无毒、无腐蚀,不易变质等性能,在抛光工艺中有重要的地位。
抛光液的种类很多,应根据加工条件来选择,合理选择抛光液,能使加工出来的工件表面光亮美观、色泽鲜艳,可以防止工件的锈蚀,保持与提高工件表面的光泽,起到清洗工件与磨具的作用。
抛光液还可以去除油污,软化工件表面以加速磨削,减少磨具对工件的冲击,改善工作条件。
在光整效率、工件的研磨质量、抛光的光亮度等方面,抛光液都显示出其独特的效果)。
二、清洗剂常用的化学清洗药剂可有不同的分类方法。
例如按其化学组成可分为无机化学清洗剂和有机化学清洗剂;按其中有的清洗剂可能对不同的污垢有不同的作用,或对同一种污垢具有两种或两种以上的作用,则应按其在一般情况下的主要作用归类。
1.水和非水溶剂污垢的溶剂是指那些能把清洗对象的污垢以溶解或分散的形式剥离下来,且没有稳定的、化学组成确定的新物质生成的物质。
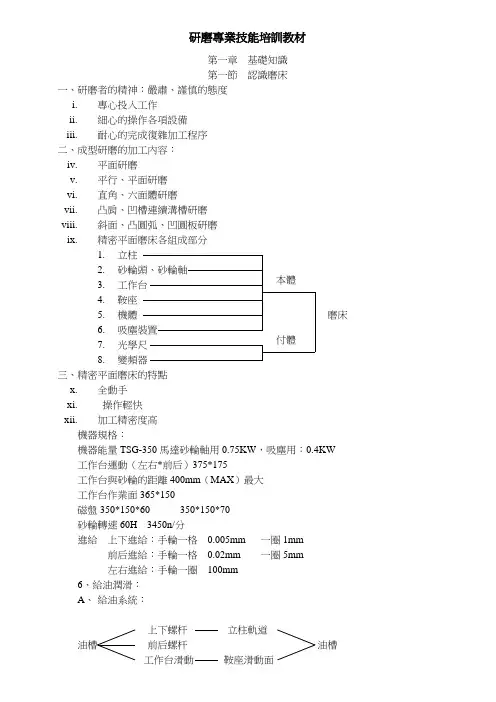
研磨專業技能培訓教材第一章基礎知識第一節認識磨床一、研磨者的精神:嚴肅、謹慎的態度i.專心投入工作ii.細心的操作各項設備iii.耐心的完成復雜加工程序二、成型研磨的加工內容:iv.平面研磨v.平行、平面研磨vi.直角、六面體研磨vii.击肩、凹槽連續溝槽研磨viii.斜面、击圓弧、凹圓板研磨ix.精密平面磨床各組成部分1.立柱2.3.4.鞍座5.機體磨床6.7.8.三、精密平面磨床的特點x.全動手xi.操作輕快xii.加工精密度高機器規格:機器能量TSG-350馬達砂輪軸用0.75KW,吸塵用:0.4KW工作台運動(左右*前后)375*175工作台與砂輪的距離400mm(MAX)最大工作台作業面365*150磁盤350*150*60350*150*70砂輪轉速60H3450n/分進給上下進給:手輪一格0.005mm 一圈1mm前后進給:手輪一格0.02mm 一圈5mm左右進給:手輪一圈100mm6、給油潤滑:A、給油系統:上下螺杆立柱軌道油槽前后螺杆油槽工作台滑動鞍座滑動面B、潤滑油粘度相當90#機油(90#Tunlime油)機油種類:MOBIL1405SHELL TELLVS27ESSO TERESO32潤滑油周期:半年一次3、給油要領:A、砂輪軸運轉,油泵即動作立柱油會顯示有油上來B、油泵空轉易出現故障注意油量并保持潤滑油過濾器在油下面,以免吸收空氣上下滑動面及前后之間潤滑油,油量可以調整稍調正。
C、用手檢查、鞍座下方油管檢查是否保持振動狀態,以判斷是否有持續進油。
機台保養項目:保養項:毛刷、干布日保養:清潔外部粉塵按動除塵擦淨、更換新布,檢查油槽月保養:重復日周各項保養,清掃箱內粉塵周保養:更換工作台下方槽內干布,清除粉塵、擦淨,更換新布,檢查油槽xiii.日常保養簡易維護1.工作台下方的油管,用手輕觸是否保持振動狀態各是振動狀態,表示供油正常,無振動狀態,表示供油無,頇檢查回報不得自行拆卸各部件。

研磨剂、清洗剂、抛光液培训教材一、研磨剂:用磨料、分散剂(又称研磨液)和辅助材料制成的混合剂,(习惯上也列为磨具的一类)研磨剂用于研磨和抛光,使用时磨粒呈自由状态。
由于分散剂和辅助材料的成分和配合比例不同,研磨剂有液态、膏状和固体的3 种。
液态研磨剂不需要稀释即可直接使用。
膏状的常称作研磨膏,可直接使用或加研磨液稀释后使用,用油稀释的称为油溶性研磨膏;用水稀释的称为水溶性研磨膏。
固体研磨剂(研磨皂)常温时呈块状,可直接使用或加研磨液稀释后使用。
研磨剂中的磨料起切削作用,常用的磨料有刚玉、碳化硅、碳化硼和人造金刚石等。
精研和抛光时还用软磨料,如氧化铁、氧化铬和氧化铈等。
分散剂使磨料均匀分散在研磨剂中,并起稀释、润滑和冷却等作用,常用的有煤油、机油、动物油、甘油、酒精和水等。
辅助材料主要是混合脂,常由硬脂酸、脂肪酸、环氧乙烷、三乙醇胺、石蜡、油酸和十六醇等中的几种材料配成,在研磨过程中起乳化、润滑和吸附作用,并促使工件表面产生化学变化,生成易脱落的氧化膜或硫化膜,借以提高加工效率。
此外,辅助材料中还有着色剂、防腐剂和芳香剂等(研磨液是由多种化工活性剂和功能性助剂配制而成的溶液,它具有无毒、无腐蚀,不易变质等性能,在抛光工艺中有重要的地位。
抛光液的种类很多,应根据加工条件来选择,合理选择抛光液,能使加工出来的工件表面光亮美观、色泽鲜艳,可以防止工件的锈蚀,保持与提高工件表面的光泽,起到清洗工件与磨具的作用。
抛光液还可以去除油污,软化工件表面以加速磨削,减少磨具对工件的冲击,改善工作条件。
在光整效率、工件的研磨质量、抛光的光亮度等方面,抛光液都显示出其独特的效果)。
二、清洗剂常用的化学清洗药剂可有不同的分类方法。
例如按其化学组成可分为无机化学清洗剂和有机化学清洗剂;按其中有的清洗剂可能对不同的污垢有不同的作用,或对同一种污垢具有两种或两种以上的作用,则应按其在一般情况下的主要作用归类。
1.水和非水溶剂污垢的溶剂是指那些能把清洗对象的污垢以溶解或分散的形式剥离下来,且没有稳定的、化学组成确定的新物质生成的物质。
研磨培训教材一.磨床的三大年夜系統:運動,潤滑.供電二.磨床的結構(見附件)三.若何保養機台與安稳留意事項1.禁止用風槍吹油軌及機身2.下班不消機台時,要上一層薄油于平台上3.切料弗成切到平台4.取下班件要把砂輪停于最左最前處5.下班打掃機台時最好把機台關掉落電源后再打掃6.加工時擋塊應是工件的2/3高度,同时要靠牢吸磁7禁止正對砂輪而站立,(開機中),以免灰塵或砂輪决裂而發生危險.8取拿砂輪應開關再開好動作,以免錯覺9裝上砂輪應先空轉,1分鐘以上,并把砂輪放置于平台處的处所10砂輪運轉時,砂輪的防護罩必定要蓋好11工作過程中,假如因加工不當導致砂輪决裂,必定要急速停機檢查,且此砂輪不克不及再用或需从新修整.12工作時,戴好口罩,飛在空中的灰塵會进口13砂輪轉動時,應按順時針,留意開機后檢測是否正確14供油是否正常15鋼索是否松動,一有松動馬上調整16留意吸塵器的暢通,以免發生火災四.平台的修改1.選用46K砂輪2.粗修砂輪,轉速2500~~2700 下刀量0.1~~0.05mm3.精修砂輪轉速2700~~3000 下刀量0.05~0.01mm4.用奇異筆畫叉于平台上,并在平台上上一層薄油,修平台時粗修下刀量0.005~~0.001mm 精修時0.002~~0.001mm5.用量表檢測平台是否平坦,奇異筆法等,平面度不克不及大年夜于0.005mm6.平台修改時留意事項a.粗修時以平台不發熱為宜b.走刀時要均,弗成太快,太慢c.砂輪弗成在平台中停頓,以免燒壞平台d.砂輪底部要保持平坦,鋒利第二章﹕材質與量具的認識(一)砂輪1.砂輪,由磨料,結合劑,和氣孔組成,具有切削感化的刃具2.磨料分天然,人造原料.我們常用的是人造磨料人造磨料分﹕a:剛玉類棕剛玉 A 耐壓力棕褐色藍色白剛玉WA 發熱低白色鉻剛玉PA 碎硬剛紅色b.碳化硅類﹕硬度高脆性高不易磨帶韌性的物質.重要用于磨﹕鑄鐵,生鐵,黃銅等c:超硬類由人造金剛石(石墨)經過高溫轉復組成,刀口鋒利,磨V3等硬無磁性物質.3磨料的粒度標准化3246 60 80 100 120 180 220 320 380 500 1000此數據表示1英寸的長度上砂料的數量.4.結合劑的標准化A B C D E……J K ……..Z J比K硬度小5.砂輪的密度標准化:密度是氣孔與結合劑在同一體積內的質量.把密度分為15個等級﹕0 1 2 3 4 5 6 7 8 9 10 11 12 13 14个中﹕0 1 2 3 4 密級62% (即磨料在砂輪中占的比例)5 6 7 8 9 10 中級34%11 12 13 14 疏級15%6.制造標准化: V B RV:燒制B:樹脂結合劑R﹕橡膠結合劑89WA46K8VBE總體解示89 外型規格89型WA 白剛玉46K 粒度46 結合度K8密度中級V瓷質BE廠商規格7.加工時,砂輪的選擇a.發熱大年夜,進行大年夜量磨制時選用,46K 60JK 80K(J)b.要求光亮,發熱小,且需成型加工時,選用100K 120K等c.特別注明清角,或薄砂輪時0.4以下時選用120K 180K 220K 320K之砂輪8.砂輪的修制a.選用Φ10﹐Φ12﹐Φ6﹐Φ3之修刀b.46 60 80之砂輪忌用Φ6﹐Φ3之尖銳修刀c.底部修刀一样選Φ10﹐Φ12,若0.5mm以下薄砂輪選用Φ6﹐Φ3,下刀量0.015~0.02之間d.修刀傾斜30°~15°(底部,側面15°~20°為宜,以減少修刀的損壞e.砂輪最低點偏左5~10mm為修刀點的地位f.粗修時選用Φ10, Φ12 下刀量0.1范圍內﹐轉速為2500阁下走刀快精修時下刀量0.01~0.03范圍內走刀慢,轉速為3000以上9.砂輪加工中的鈍化層為0.1此時手搖極重,工件别处出現波浪紋,并有砂輪破裂之聲.需馬上修制9.判斷砂輪修好的方法a.聽:修時的聲音清脆,砂粒四散b.試﹕試磨感覺砂輪又鋒利又光亮的痕跡c.摸﹕认为平坦而燒手,一样是輕輕觸摸即可二﹕量具(一):分厘卡别名千分尺和螺旋測微器校订周期為6個月解析度為0.011.工作道理﹕在同一螺距長度上分成几個衡量等級2.測量范圍﹕工件外形,外徑,內徑,深度等3.解析度﹕指一個量具所能達到的最小刻度(0.001)4.精確度﹕0.002mm同一量具,同一工件,同一操作,重復在同一時間內多次重復測量結果相差的值越小,則其精度越高.5.准確度﹕測量值為真實值之間的差異,其值越小,則其精度越高,有時指移多次測量的平均值6.規格﹕0~25 25~~50 50~~75 75~1007.操作順序A.清潔a.清潔分厘卡及工件時,保証各部分無塵,無油后b.清潔砧座與主軸的端面(對分厘卡)方法﹕把一光潔的白紙夾在其間,旋至適當的測壓力,將紙輕輕抽出,再將主軸退回,看兩端面是否有紙屑c.用無塵紙或酒精擦淨工件的側面和基准面B歸零a.將砧座與主軸面接觸,旋轉尾輪3~5周,施于必定的側壓力,看內外套筒是否零位重合b.若誤差在0.01mm則鎖緊主軸打開鉤絲扳手調至零位c.若誤差大年夜于0.01nn則鎖主軸打開外殼,用扳手扳動內外套筒后的固定螺絲,再調整內外套筒完成對齊,然后再鎖緊固定螺絲(即用六角扳手調至0.01以內,再用釣頭反手復零)C測量a.退回主軸,將工件置于兩端面之間,輕旋尾輪3~5周,旋于必定測壓力b.讀數﹕視線與刻度線垂直,讀數8留意事項a歸零時應輕輕旋轉轉軸,使兩工作面輕輕接觸,以免碰傷工作面b輕拿輕放,留意应用范圍c0~25mm分厘卡用完后兩工作面應間隔0.1~05mmc.用完后擦干淨,端面和主軸上油,嚴禁用氣槍吹9分厘卡的維護與保養a.用完后上油b.加工時應放在卡座上c.弗成掉落落和受壓d.弗成手觸端面,防生鏽e.不消時應放回盒內,置于陰涼干燥處10.校订周期﹕6個月(二)﹕卡尺1校订周期﹕6個月2類型﹕游標,電子式,附表式,尖針卡尺3.規格,0~150 0~200 0~3004精度﹕0.02mm 解析度﹕0.01mm5.用处﹕不太周详的外形內外徑深度斷差等6操作順序a.先打開到50mm阁下,清潔測量面雜物b.歸零調零。
3. φ3.2×(6.5+2)M风扫煤磨3.1 主要技术性能(1) 规格:φ3.2×(6.5+2)m磨机筒体有效内径烘干仓3150 mm粉磨仓3100 mm 磨机筒体有效长度烘干仓2000 mm粉磨仓6500 mm(2) 用途:粉磨无烟煤(3) 入磨物料粒度:≤25 mm(95%通过)(4) 入磨物料水份:≤10%(5) 出磨成品细度:80μm 筛余≤2%(6) 煤粉水份:≤1%(7) 入磨气体温度:300℃,(max400℃)(8) 出磨气体温度:60~80℃(9) 生产能力:20 t/h(10)磨机转速:17.3 r/min慢驱动时盘磨转速:0.19 r/min(11) 传动方式:边缘传动(12) 研磨体装载量:55 t(13) 填充率:24.5%(14) 主电机额定功率:710 kW额定转速:742 r/min额定电压:10kV(15) 设备总重量:143000 kg3.2 主要特点及工作原理3.2.1 主要特点(1) 本磨机为边缘传动,配有辅助传动,由电动机通过减速机及大小齿轮副带动磨机传动,小齿轮和齿轮轴采用胀套联接,便于安装和维修,也可以有效的避免折齿现象,同时也可以避免小齿轮的偏心和滑动。
(2) 进料端采用滑履支撑,出料端采用主轴承支撑。
(3) 采用带有烘干仓的风扫式结构,使磨机对原煤的水份有较大的适应性,烘干仓配有扬料板,可使物料与热风进行充分的热交换。
(4) 粉磨仓内依次采用阶梯衬板,双阶梯衬板等组合式排列布置,提高了磨机的粉磨能力,使煤粉在粉磨仓内的粉磨过程更为合理。
(5) 进料装置采用斜进风的百叶窗式结构,这样可以增大磨机的通风面积,减少磨机的进风阻力,同时增强了磨机的热交换能力,可以有效地防止煤磨进口的堵料现象。
3.2.2 工作原理原煤由喂料设备进入到磨机的进料装置中,温度为300℃左右的热风也通过进风管进入进料装置,含有水份的原煤在此处就开始进行热交换;当原煤进入磨机的烘干仓时,由于烘干仓内设有特制的扬料板将原煤扬起,使得原煤在此处进行强烈的热交换而得到烘干,烘干后的煤块通过设有扬料板的双层隔仓板进入粉磨仓。
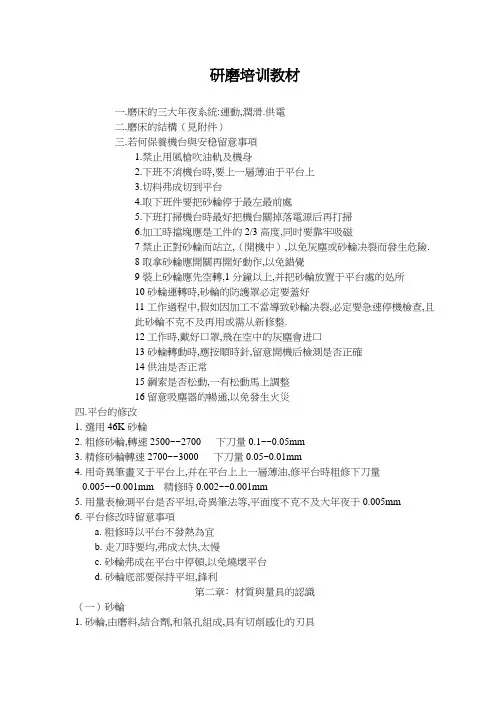
磨工培训教材目录一、磨削加工基本知识1.1、磨床的概况1.2、磨削力和磨削热1.3、磨削液1.4、磨床夹具1.5、磨床的日常保养和维护二、磨工的安全操作规程三、磨削加工技能知识3.1、磨床主要参数3.2、磨削参数的选择3.3、常用量具四、外圆磨削4.1、外圆磨削方法4.2、工件的装夹4.3、外圆磨削砂轮4.4、外圆的测量4.5、外圆磨削常见的缺陷与消除方法训练1:磨外圆五、内圆磨削5.1、内圆磨削方法5.2、工件的装夹5.3、内圆磨削砂轮5.4、内孔的测量5.5、内圆磨削常见的缺陷和消除方法六、平面磨削6.1、平面磨削的方法6.2、电磁吸盘的使用6.3、砂轮的选择6.4、平面的精度检验6.5、平面磨削常见的缺陷和消除措施七、珩磨7.1、珩磨加工特点和应用范围7.2、珩磨头7.3、珩磨夹具和珩磨液一、磨削加工基本知识1.1磨床的概况磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能加工硬度较高的材料,如淬(cui)硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。
磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
磨削加工的应用范围非常广泛,可以加工内、外圆柱面、内、外圆锥面、平面、成形面和组合面等,如图1-1所示。
目前磨削主要用于对工件进行精加工,经过淬火的工件及其它高硬度的特殊材料,几乎只能用磨削来进行加工。
图1-1 几种常见的磨削1.1.1常用磨床的分类随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
磨床是各类金属切削机床中品种最多的一类。
(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。
(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。
研磨培训资料(APC 3D)四角加压机APC研磨工序(不同设备略有不同):3D主要参数有:曲率半径、顶点偏移、光纤高度、APC 8°角度、键位角影响8°角的因素:1、金刚砂盘开角度时间过长过短2、9u 研磨时间过长过短3、夹具精度4、研磨压力大小(包括插芯干净程度)影响键位角的因素:1、散件的精度APC不合格分类:一类:1、曲率半径小于52、8°角小于7.8°返工工序:二类:1、曲率半径大于152、8°角大于8.2°3、顶点偏移大于50返工工序:三类:只有光纤高度这项超出设定范围返工工序:APC开8°角目前效率较高的就是上面所说的金刚砂盘开角度,时间短,开角度均匀,使用寿命长,效率高。
另外一种开8°角就是用30u砂纸,需要贴在玻璃盘上面,使用复杂,效率低,成本高。
推荐使用金刚砂盘开角度:随时欢迎咨询,随时欢迎技术交流。
出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
研磨工艺培训资料
APC工艺
UPC
工艺
注:时间可以设置最小值,研磨端面效果不佳适当加研磨时间。
产品研磨后通过400X放大镜检查,端面主要会出現以下不良情況:
1.划痕不良.(从第三道1U开始返工)
2.黑白点不良. (从第二道9U开始返工)
3.胶块不良. (从第一道去胶开始返工,去胶时间为原来一半)
3D主要参数有:曲率半径、顶点偏移、光纤高度、APC 8°角度、键位角
影响曲率半径的因素:
曲率半径大曲率半径小
影响顶点偏移的因素: 1、夹具精度问题 2、插针表面干净程度 3、1U 砂纸研磨压力过大
影响光纤高度的因素: 1、ADS 抛光纸超过寿命 2、ADS 研磨压力过大 3、ADS 研磨时间过长
影响8°角的因素:
1、金刚砂盘开角度时间过长过短
2、9u 研磨时间过长过短
3、夹具精度
4、研磨压力大小
影响键位角的因素: 1、散件的精度
3D 参数
产品研磨后通过3D干涉仪检测,主要会出現以下不良情況:
1.角度不良
2.曲率半径不良
3.顶点偏移不良
4.光纤高度不良
APC不合格分类:
一类:1、曲率半径小于5
2、8°角小于7.8°
二类:1、曲率半径大于15
2、8°角大于8.2°
3、顶点偏移大于50
三类:只有光纤高度这项超出设定范围。