常州机电职业技术学院自编教材(讲义)审稿意见表
- 格式:doc
- 大小:21.00 KB
- 文档页数:1

常州机电职业技术学院项目课程教案授课日期课时数 2 教师姓名黄敏高授课班级数控04G1数控04G2项目与模块名称项目二 FANUC-0i数控系统连接与调试模块一 FANUC-0i数控系统硬件的连接教学场所教学目标 1.掌握标准型数控系统的组成2.理解数控机床工作过程教学重点 1.标准型数控系统的组成2.数控机床工作过程教学难点数控机床工作过程更新、补充删节内容所需工具、设备名称及数量教学方法讲授法教学组织形式班级教学教学内容与步骤一、工作任务:连接FANUC-0i数控系统部件图2-1 FANUC-0i系统的硬件教学内容与步骤二、相关理论知识:(一)标准型数控系统组成随着计算机技术的不断发展,现在CNC的结构一般均采用柔性程度较高的总线模块化的开放系统结构,其特点是将微处理器、存储器、输入/输出控制分别成插件板,每一块插件板均有一个特定的功能,所以又称为功能模块。
各功能模块间有明确的接口定义,以便相互交换信息。
1.基本组成标准型数控系统一般是由程序的输入/输出设备、通信设备、微机系统、可编程控制器、主轴驱动、进给驱动及位置检测等组成,如图2—8所示。
2.模块功能(1)微机控制系统微机控制系统是CNC的核心,数控系统的主要信息均由它进行实时控制。
随着计算机技术的不断发展,微机控制系统的CPU芯片也逐步由8086发展到80586、PⅡ等,而且由单微处理器系统向多微处理器系统方向发展。
(2)可编程控制器(PLC) 可编程控制器主要作用图2-8 标准型数控系统基本组成是用来实现辅助功能,如M、S、T等,其控制方式主要是开关量控制。
按数控系统中PLC的配置方式可分为内装型PLC和外装型PLC,现代CNC 系统一般均采用内装型PLC。
(3)主轴控制模块主要任务就是控制主轴转速和主轴定位。
现代数控机床主轴电动机大多采用交流电动机,相应的驱动装置为变频器。
CNC只需要输出相应的控制信号到变频器,就能实现主轴转速、定位的控制。
常州机电职业技术学院项目课程教案
教学内容与步骤
三、相关实践知识:
(一)主轴部件
(1)主轴轴承的配置形式
(二)主轴内刀具的自动夹紧和切屑的清除装置
(三)主轴准停装置
(四)主轴润滑与密封
(五)换档部件
(六)故障排除:
1.故障现象:加工中心主轴定位不良,引发换刀过程发生中断。
2.变档滑移齿轮引起主轴停转的故障维修
3.变档不能啮合的故障维修
四、拓展知识:
(一)电主轴
电主轴通常作为现代机电一体化的功能部件,装备在高速数控机床上(如图5-6示)。
其主轴部件结构紧凑,重量轻,惯量小,可提高起动、停止的响应特性,有利于控制振动和噪声;缺点是制造和维护困难且成本较高。
电动机运转产生的热量直接影响主轴,主轴的热变形严重影响机床的加工精度,因此合理选用主轴轴承以及润滑、冷却装置十分重要。
图5-6 电主轴。
常州机电职业技术学院项目课程教案(7)动力/信号电缆。
要能满足高速、高加速度运行的要求。
(8)紧急停车。
应具有安全可靠的制动装置。
(9)动态刚性。
要求驱动与电动机能良好地配合。
(10)电动机热保护。
水冷散热,双回路(主冷却和精密冷却)。
2.预加载荷双齿轮齿条传动3. 塑料滑动导轨目前,数控机床所使用的滑动导轨材料为铸铁对塑料或镶钢对塑料滑动导轨。
导轨塑料常用聚四氟乙烯导轨软带和环氧型耐磨导轨涂层两类。
(1)聚四氟乙烯导轨软带的特点①摩擦特性好:金属一聚四氟乙烯导轨软带的动静摩擦因数基本不变。
②耐磨特性好:聚四氟乙烯导轨软带材料中含有青铜、二硫化铜和石墨,因此其本身即具有自润滑作用,对润滑油的要求不高。
此外,塑料质地较软,即使嵌入金属碎屑、灰尘等,也不致损伤金属导轨面和软带本身,可延长导轨副的使用寿命。
③减振性好:塑料的阻尼性能好,其减振效果、消声的性能较好,有利于提高运动速度。
④工艺性好:可降低对粘贴塑料的金属基体的硬度和表面质量要求,而且塑料易于加工(铣、刨、磨、刮),使导轨副接触面获得优良的表面质量。
聚四氟乙烯导轨软带被广泛用于中小型数控机床的运动导轨中。
图5-19为某加工中心工作台的剖面图。
作为移动部件的工作台导轨面(包括下压板和镶条)都粘贴有聚四氟乙烯导轨软带。
导轨软带使用工艺简单。
首先将导轨粘贴面加工至表面粗糙度Ra3.2p .m 左右。
用汽油或丙酮清洗粘结面后,用胶粘剂粘合。
加压初固化l~2h 后合拢到配对的固定导轨或专用夹具上,施加一定的压力,并在室温固化24h 后,取下清除余胶,即可开油槽和精加工。
(2)环氧型耐磨涂层 环氧型耐磨涂层是以环氧树脂和二硫化钼为基体,加入增塑剂,混合成液状或膏状为一组份和固化剂为另一组份的双组份塑料涂层。
德国生产的SKC3和我国生产的HNT 环氧型耐磨涂层都具有以下特点:①良好的加工性:可经车、铣、刨、钻、磨削和刮削。
②良好的摩擦性。
③耐磨性好。
④使用工艺简单。
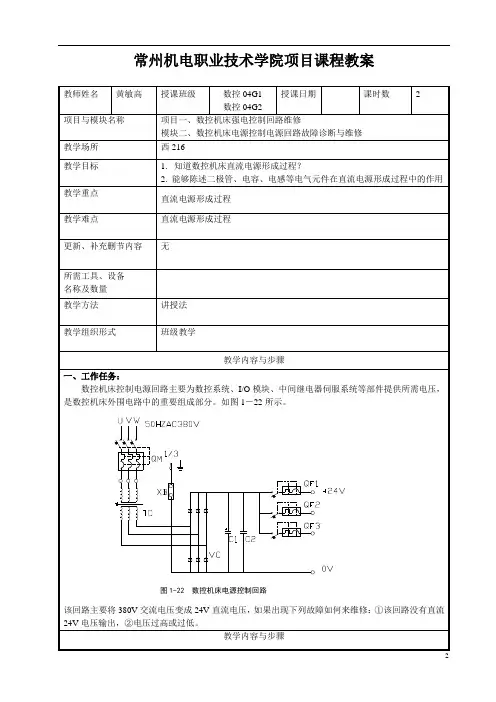
常州机电职业技术学院项目课程教案二、相关实践知识:(二)数控机床直流电源形成1.直流电源就是电压的大小不随时间变化的电源.2.直流稳压电源的组成框图如图1-29所示,它是由电源变压器、整流电路、滤波电路和稳压电路等四大部分组成。
(1)交流电压变换部分:将交流电网提供的交流电压变换到电子电路所需要的交流电压。
同时还可起到直流电源与电网的隔离作用。
(2)整流部分:将变压器变换后的交流电压变为单向的脉动电压(脉动直流)(3).滤波部分:对整流部分输出的脉动直流进行平滑处理,使之成为一个含纹波成分很小的直流电压。
(4)稳压部分:将滤波输出的直流电压进行调节,以维持输出电压的基本稳定。
由于滤波后输出直流电压受温度、负载、电网电压波动等因素的影响很大,所以要设置稳压电路。
3.变压器原理(1)空载运行和电压变换如图 1-30所示, 将变压器的原边接在交流电压u1上, 副边开路, 这种运行状态称为空载运行。
此时副绕组中的电流i2=0, 电压为开路电压u20, 原绕组通过的电流为空载电流i10, 电压和电流的参考方向如图所示。
图中N1为原绕组的匝数, N2为副绕组的匝数。
变压器空载运行时, 原、副绕组上电压的比值等于两者的匝数之比, K称为变压器的变比。
若改变变压器原、副绕组的匝数, 就能够把某一数值的交流电压变为同频率的另一数值的交流电压原绕组的匝数N1比副绕组的匝数N2多时, K>1, 这种变压器为降压变压器; 反之, 当N1的匝数少于N2的匝数时, K<1, 为升压变压器。
图1-29直流稳压电源的组成框图1112201UKUNNU==e1u1i10N1e2u20N2¦µ图1-30 变压器的空载运行(2)负载运行和电流变换如图1-31所示, 变压器的原绕组接交流电压u 1, 副绕组接上负载ZL, 这种运行状态称为负载运行。
这时副边的电流为i2, 原边电流由i10增大为i1, 且u 2略有下降, 这是因为有了负载后,i1、i2会增大, 原、 副绕组本身的内部压降也要比空载时增大, 使副绕组电压U2比E2低一些。
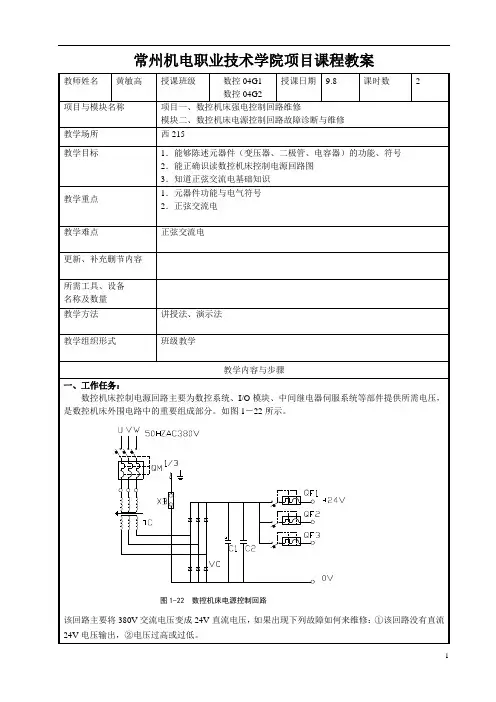
常州机电职业技术学院项目课程教案教学内容与步骤二、相关实践知识:(一)元器件认识1.数控机床常用控制变压器的认识图中TC 为变压器,变压器是一种常见的电气设备,可用来把某种数值的交变电压变换为同频率的另一数值的交变电压。
图中TC 将380V 交流电变成20V 左右的交流电。
变压器由铁心和绕组两个基本部分组成, 如图1-23所示, 在一个闭合的铁心上套有两个绕组, 绕组与绕组之间以及绕组与铁心之间都是绝缘的。
按铁心和绕组的组合结构可分为心式变压器和壳式变压器, 如图1-24所示。
心式变压器的铁心被绕组包围, 而壳式变压器的铁心则包围绕组。
2.图中VC 是三相桥式整电路。
整流就是把大小、方向都随时间变化的交流电变换成直流电。
完成这一任务的电路称为整流电路。
图中是将20V 左右交流电变成直流电。
3.图中C1、C2是电容,主要用于滤波,为了减小整流后电压的脉动,常采用滤波电路把交流分量滤去,使负载两端得到脉动较小的直流电。
4.图中QF 为单相断路器,主要用于保护。
三、相关理论知识:(一)交流电源1.正弦交流电基本概念:其大小和方向都随时间作周期性变化的电动势、电压和电流统称为交流电。
在交流电作用下的电路称为交流电路。
在电力系统中,考虑到传输、分配和应用电能方面的便利性、经济性,大都采用交流电。
工程上应用的交流电,一般是随时间按正弦规律变化的,称为正弦交流电, 简称交流电。
2.表示正弦交流电特征的物理量 ①周期、 频率、角频率当发电机转子转一周时, 转子绕组中的正弦交变电动势也就变化一周。
我们把正弦交流电变化一周所需的时间叫周期,用T 表示。
周期的单位是s(秒)。
1 秒钟内交流电变化的周数, 称为交流电的频率,用f 表示,u 1i 1 N 2N 1u 2Z L( a ) ( b )图1-23 变压器图1-24 变压器的结构Tf 1图1-25 正弦交流波形图频率的单位是Hz(赫[兹])。
1Hz=1s -1。
常州机电职业技术学院项目课程教案如上图所示零件,材料为45钢,要求加工5件,试编制其数控加工程序。
口口X_Y_R_Z_Q_P_F_K_;2.固定循环(1)高速钻孔G81G81 X __ Y __ Z __ R __ F __动作示意图如图3—53所示。
G81指令X、Y轴定位,快速进给到R点。
接着R点加工。
孔加工完,则刀具退到R点,快速进给返回到起始点。
(2)锪孔G82G82 X __Y __Z __R __P __F __到Z点进行孔动作示意图如图3—54所示。
与G81相同,只是刀具在孔底位置执行暂停即光切加工后退回,以改善孔底的粗糙度和精度。
(3)深孔高速钻削循环图3—53 G81 循环图3—54 G82 循图3—55 G83 循环②孔底断屑G73书写格式:G73X__Y__Z__R__Q__F__动作示意图如图3—56所示。
虚线箭头表示快速进给,实线箭头表示切削进给(工进)用参数(No.5114)设定。
设定一个小的退刀量(0.5~1mm),使在钻深孔时,间歇进给,便于断屑。
图3—56 G73 循环②攻左旋螺纹G74 G74 X__Y__Z__R__F__P__动作示意图如图3—58所示。
在孔底位置主轴正转退出。
在G84、G74作用时,进给倍率开关调整无效。
进给速度和主轴转速必须同步,即进给速度轴转速S ×螺距t 。
铰孔G85 G85 X_Y_Z_R_F_工进工出,如图3—59所示。
主要用于塑性材料铰孔。
图3—58 G74 循环图3—57 G84 循环图3—59 G85循环图3—60 G86 循环图3—61 G76 循环(7)反镗G87G87 X__Y__Z__R__Q__F__动作示意如图3—62所示。
刀具沿X及Y轴定位后,主轴准停。
主轴让刀以快速进给速度在孔底位置定位(R点),主轴正转。
沿Z轴的正向到Z点进行加工。
在这个位置,主轴再度准停,刀具退出。
图3—62 G87 循图3—63 G88 循图3—64 G88 循3.取消固定循环:G80取消固定循环(G73、G74、G76、G81~G89),包括孔加工信息全部取消,以后执行其他指令刀具返回到起始点后进刀。
常州机电职业技术学院项目课程教案教学内容与步骤三、相关实践知识:(一)伺服系统初始化伺服参数的初始化步骤①将CNC系统转到“急停”状态,使参数写入为允许方式(PWE=1)。
②显示伺服参数设定画面,按下SYSTEM→[SYSTEM]→[►]→[SV-PRM]。
若无伺服设定画面显示,设定3111号参数bit0=1,设定好后,将CNC单元关机,然后再开机。
当如图2-16所示的伺服参数设定画面出现在LCD上时,用光标移动到指定的参数项,输入相应的数值。
图2-16 伺服参数设定画面③根据系统的要求设定伺服系统的指令单位(1NITIALSETBITS的bit0)设定初始化参数(1NITIALSETBITS的BIT1)为初始化方式,根据表2-3设定。
④指定电机的识别代码(ID):根据伺服电机型号确定电机识别代码。
⑤根据电动机的编码器输出脉冲数,设定编码器参数AMR,在通常情况下,使用串行口脉冲编码器时,AMR设定为00000000。
⑥根据数控装置要求机床随位移指令移动的距离设定CMR(命令乘法器)。
CMR是指令倍乘比,是使CNC指令脉冲与检测脉冲适配的常量。
CMR=最小指令单位/检测单位。
当CMR=1时,CMR的设定值应为CMR的一倍,故设定值应为2。
⑦关闭电源,再打开电源。
⑧根据机床的机械传动系统设计与使用的编码器脉冲数,设定伺服系统的“电子齿轮比”参数“Feedgear”的N/M的值⑨指定电动机的旋转方向,在方向设置(方向设定)中可设置电动机的转向。
如设定值为111,表示顺时针方向旋转(从脉冲编码器端看)设定值为-111,表示逆时针方向旋转(从脉冲编码器端看)⑩指定速度反馈脉冲数和位置反馈脉冲数,在V elocity PulseNo.下设定速度脉冲数,在Position PulseNo.下设定位置脉冲数。
11)参考计数器的设定,参考计数器用于栅格方法的回参考点,根据参考计数器内容使电机转动一转。
参考计数器的设定值是电机转动一转所需的脉冲数,等于栅格间格/最小检测单位。
常州机电职业技术学院项目课程教案、本课程的任务、性质、地位和作用:本课程主要学习数控铣削加工工艺知识,数控铣削刀具、夹具的选用知识,数控 铣削程序设计知识,数控铣床选用、保养知识,数控铣床操作加工知识,了解数控铣工 国家职业技能鉴定标准,使学生掌握数控铣削加工工艺编制方法,会选用数控铣床、刀 具和夹具,会编制数控铣削程序,会操作数控铣床或数控仿真加工出中等复杂的零件, 并且具有正确保养数控机床的能力。
、明确本次教学目标:4、会选用工具系统;5、学会使用孔加工固定循环编写数控镗铣程序三、呈现工作任务:如上图所示零件,材料为45钢,要求加工5件,试编制其数控加工程序。
四、相关理论知识:(一)、孔加工固定循环的概念一些典型的动作编织成子程序且固化在存储器中用 G 代码调用(有的系统不一定用G 代码调用)这里的固定循环功能主要用于孔加工终极目标:会纟請制带孑孔盘类零件数控镗铣工艺 促成目标:2、会编制孑3、会选用孑 L 加工刀具;曲 ye 4"e e ® ©fTh /ft 也 £& 虽 血TZJ J误差; I-e ©e ®®© ® @ ® ®e e e e1会分析常见定位方式的JTXflQ动作:1、刀具XY快速定位到初始平面=安全平面2、刀具Z向快速移动到达R点(参考平面,引入平面)切入距离2-5,防止平移碰撞3、Z向工件加工孔4、孔底动作暂停进给/主轴停,主轴定向等/让刀/不做动作5、刀具返回到R点6、刀具返回到安全平面(三八孔加工固定循环的编程指令1、指令格式:G17 G73---G89 G90/G91 G98/G99 X-Y-Z-R-Q-P-F-K-;2、指令字的正确应用:①、G17②、G73---G89③、G98-G99④、X-Y-⑤、Z-R-⑥、Q-P-F-K-X_Y_孔的位置坐标G90/G91 ;R:R 平面G90/G91; Z:孔底平面G90/G91; Q:渐进量,无符号增量值,与G90/G91无关;P:孔底暂停时间,ms,让主轴2-3转;F:切削③R在增量方式中是初始点到R点的距离;而在绝对值方式中是R点的Z坐标值。
任务书(同名2146)常州机电职业技术学院2012届毕业设计(论文)课题表系部机械工程系选题教师姓名徐嘉乐专业数控技术技术职务高级中级申报课题名称CA6140车床尾架套筒的机械加工工艺课题性质A B C D E课题来源A B C D课题简介本设计针对主轴零件简述了主轴零件的基本结构设计以及主轴的加工,通过对所给主轴的工艺要求及图样的分析,制定了合理的加工工艺规程,选择加工设备,刀具的选择、量具的选择、夹具的选择,确定装夹的方案,主轴表面加工方法、制定工艺路线,切削用量的计算。
设计(论文)要求(包括应具备的条件)1.绘制零件的二维工程图2.明确加工内容,确定加工工序,确定各工序尺寸和各工序的工步3.根据要求选择相应的切削用量4.在以上基础上编写出相应的机械加工工艺过程卡片,每一道工序的加工工序卡片5.编制部分工序的数控加工程序6.最后完成相应的毕业设计说明书的编写,说明书内要有各参数选择的具体说明课题预计大适中小课题预计难一般易工作量大小难易程度专业所在教研室审定意见:教研室负责人(签名):年月日注:1.该表作为学生毕业设计(论文)课题申报时专用,由选题教师填写,经所在专业有关人员讨论,负责人签名后生效;2.有关内容的填写见背面的填表说明,并在表中相应栏内打“√”;3.课题一旦被学生选定,此表须放在学生“毕业设计(论文)资料袋”中存档。
填表说明1.该表的填写只针对1名学生做毕业设计(论文)时选择使用,如同一课题由2名及2名以上同学选择,应在申报课题的名称上加以区别(加副标题),并且在“设计(论文)要求”一栏中加以体现。
2.“课题性质”一栏:A.工程设计;B.工程技术研究;C.软件工程(如CAI课题等);D.文献型综述;E.其它。
3.“课题来源”一栏:A.市级以上科研课题;B.企、事业单位委托课题;C.系部课题;D.自拟课题。
4.“课题简介”一栏:主要指设计该课题的背景介绍及目的、意义。
5.“设计(论文)要求(包括应具备的条件)”一栏:主要指本课题技术方面的要求,而“条件”指从事该课题必须应具备的基本条件(如仪器设备、场地、文献资料等)。