普车练习图纸
- 格式:doc
- 大小:109.00 KB
- 文档页数:4

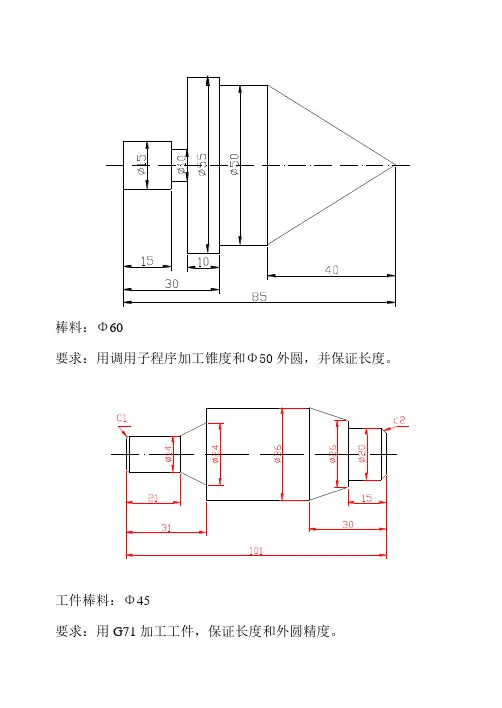
棒料:Φ60
要求:用调用子程序加工锥度和Φ50外圆,并保证长度。
工件棒料:Φ45
要求:用G71加工工件,保证长度和外圆精度。
棒料:Φ45 要求:用G71加工两端,用调用子程序加工中间的沟槽。
切槽刀选用刀头宽3mm。
工件棒料:Ф75
要求:应用G71指令,分别加工工件两端,保证工件总长。
棒料:Φ55 要求:用G71指令加工工件。
棒料:Φ40 要求:用调用子程序的方法加工。
要求:计算各点坐标,用G71分两端加工。
棒料:Φ155 要求:用G71编写程序,在G70精加工之前要插入停车测量,保证外圆精度和长度尺寸。
棒料:Φ45
要求:用G71加工工件两端,中间凹圆弧部分用调用子程序加工。
棒料:Φ35
要求:用G71加工工件两端,凹进去的部分用调用子程序加工。
要求:选用Φ25的钻头,钻好底孔。
再用内孔车刀进行加工。
要求:选用Φ30的钻头钻孔,
棒料:Φ45 按图加工,在工件右端加工一个螺距是3 mm的锥螺纹。

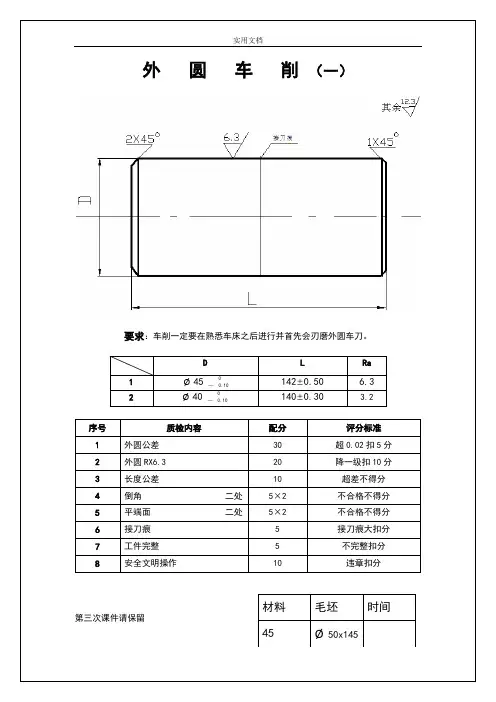
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀.D L Ra1Ø45 —0 0.10142±0。
506。
32Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1外圆公差30超0.02扣5分2外圆RX6.320降一级扣10分3长度公差10超差不得分4倒角二处5×2不合格不得分5平端面二处5×2不合格不得分6接刀痕5接刀痕大扣分7工件完整5不完整扣分8安全文明操作10违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1外圆公差三处10x3超0.01扣2分2外圆Ra3。
2 三处6x3降一级扣3分3长度公差三处4x3超差不得分4倒角二处3x2不合格不得分5平端面二处4x2不合格不得分材料毛坯时间45Ø50x145清角去锐边四62x4不合格不得分处7工件完整5不完整扣分8安全操作10违章扣分材料毛坯时间45Ø50x150多阶台车削(三)序号质检内容配分评分标准1外圆公差六处5x6超0。
01扣2分,超0。
02不得分2外圆Ra3.2 六处3x6降一级扣2分3长度公差六处3x6超差不得分4倒角二处2x2不合格不得分5清角去锐边十处10不合格不得分6平端面二处2x2不合格不得分7工件外观6不完整扣分8安全文明操作10违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1外圆公差四处8x4超0。
01扣2分,超0.02不得分序号质检内容配分评分标准1外圆公差四处6x4超0.01扣2分,超0。
02不得分2外圆Ra3。
2 四处3x4降一级扣2分3外沟槽四处6x4超差槽壁不直扣分4长度公差四处3x4超差不得分5倒角二处2x2不合格不得分6清角去锐边5一处不合格扣0。
5分7平端面二处2x2不合格不得分8中心孔2不合格不得分9工件外观5不完整扣分10安全文明操作7违章扣分要求:会刃磨槽刀及切断刀。

数控车工普车操作图纸大全.外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
DLRa1Ø45 — 0 0.10142±0.506.32Ø40 — 0 0.10140±0.303.2序号质检内容配分评分标准1外圆公差30超0.02扣5分2外圆RX6.320降一级扣10分3长度公差10超差不得分4倒角二处5×2不合格不得分5平端面二处5×2不合格不得分6接刀痕5接刀痕大扣分7工件完整5不完整扣分8安全文明操作10违章扣分材料毛坯时间45Ø50x145第三次课件请保留阶台车削(二)序号质检内容配分评分标准1外圆公差三处10x3超0.01扣2分2外圆Ra3.2 三处6x3降一级扣3分3长度公差三处4x3超差不得分4倒角二处3x2不合格不得分5平端面二处4x2不合格不得分6清角去锐边四处2x4不合格不得分7工件完整5不完整扣分8安全操作10违章扣分材料毛坯时间45Ø50x150多阶台车削(三)序号质检内容配分评分标准1外圆公差六处5x6超0.01扣2分,超0.02不得分2外圆Ra3.2 六处3x6降一级扣2分3长度公差六处3x6超差不得分4倒角二处2x2不合格不得分5清角去锐边十处10不合格不得分6平端面二处2x2不合格不得分7工件外观6不完整扣分8安全文明操作10违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1外圆公差四处8x4超0.01扣2分,超0.02不得分2外圆Ra3.2 四处4x4降一级扣2分3长度公差四处3x4超差不得分4倒角二处3x2不合格不得分5清角二处2x3不合格不得分6平端面二处3x2不合格不得分7中心孔5不合格不得分8工件外观7不完整扣分9安全文明操作10违章扣分要求:会正确使用A.B型中心钻。
会使用活顶尖材料毛坯时间45此件用课件(三)改制矩形槽车削(五)序号质检内容配分评分标准1外圆公差四处6x4超0.01扣2分,超0.02不得分2外圆Ra3.2 四处3x4降一级扣2分3外沟槽四处6x4超差槽壁不直扣分4-车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。