过程能力分析讲义
- 格式:ppt
- 大小:9.49 MB
- 文档页数:65


过程能力与过程能力指数
过程能力
过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一
致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定
于质量因素,而与公差无关。
当过程处于稳态时,产品的计量质量特性值有99.73%落在3的范围内,其中为质量特性值的
总体均值,为质量特性值的总体标准差,也即有99.73%的产品落在上述6范围内,这几乎包括了
全部产品。故通常用6倍标准差(6
)表示过程能力,它的数值越小越好。
过程能力指数
(一)双侧公差情况的过程能力指数
对于双侧公差情况,过程能力指数C
p的定义为:C
pT T
U T
L (公式1);
66
式中,T为技术公差的幅度,T
U、T
L分别为上、下公差限,为质量特性值分布的总体标准差。当
未知时,可用?
1R/d
2或?
2s/c
4估计,其中R
为样本极差,R
为其平均值,s占为样本标准差,s为
其平均值,d
2、c
4为修偏系数,可查国标《常规控制图》GB/T4091—2001表。注意,估计必须在稳态
下进行,这点在国标GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。
在过程能力指数计算公式中,T反映对产品的技术要求,而反映过程加工的一致性,所以在过程能
力指数C
p中将6与T比较,就反映了过程加工质量满足产品技术要求的程度。
根据T与6的相对大小可以得到过程能力指数C
p。如下图的三种典型情况。C
p值越大,表明加工
质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于C
p值的选择应根据技术与
经济的综合分析来决定。当T=6
,C
p=1,从表面上看,似乎这是既满足技术要求又很经济的情况。但
由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取C
p大于1。
各种分布情况下的C
p值

德信诚培训网
更多免费资料下载请进: 好好学习社区 过程能力分析规范
(IATF16949-2016)
1、目的
对生产过程的各个阶段进行监控,从而达到改进与保证产品质量的目的。
2、范围
本程序适用于公司对生产过程能力的分析。
3、职责
质量管理部负责数据收集,并负责过程能力分析。
4、工作程序
4.1基本内容
4.1.1过程能力:是指过程要素已标准化即在受控下实现过程目标的能力。受控状态是指对象、方法、手段、场所、时间都已确认。
4.1.2过程能力指数:是指过程能力与过程目标要求相比较的定量描述的数值,即指过程结果满足质量要求的程度。
4.1.3计数值:凡是不能连续取值的,或者说即使使用测量也得不到小数点以下的数据,而只能得到0或者1、2、3……等自然数的这类数据,称之为计数值。(如:疵点数、砂眼数、气泡数、缺陷数等等)。
4.1.4计量值:凡是可以连续取值的,或者说可以用测量工具具体测量出小数点经下数值的这类数据。(如:长度、直径、重量等等)
4.2过程能力分析。
4.2.1按《控制计划管理办法》中规定的要求进行过程能力分析。
4.2.2过程能力分析的方法。
德信诚培训网
更多免费资料下载请进: 好好学习社区 4.2.2.1初始过程能力分析
a)在过程设计和开发阶段,相关单位应制定一个初始过程能力分析计划,包括生产件批准程序规定的生产条件、人力条件、测量系统分析时间进度及生产控制中被标识的所有特殊特性。
b)在提交生产件批准之前,相关单位必须完成初始过程能力的分析。
如果初始过程能力分析不足时,相关单位必须分析原因,按《纠正和预防措施控制程序》制定纠正措施解决问题。并且重新进行初始过程能力研究,直至初始过程能力达到要求。
若在提交生产件批准之时,初始过程能力不能达到要求时,应获得顾客认可。
4.2.2.2当质量特性属于计数值的情况下时,如使用客户未提出所要求的方法进行分析时,则使用PPM值分析方法进行分析。

控制图编号:R图
日期/時間12345678910111213141516171819202122232425ΣX=21.3310.1450.1250.1430.1400.1460.1380.1370.1350.1340.1460.1420.1430.1460.1420.1360.1380.1400.1430.1460.1430.1450.1480.1460.1470.143ΣR=0.1720.1460.1420.1350.1460.1420.1460.1460.1420.1420.1380.1450.1430.1460.1430.1450.1400.1430.1480.1410.1470.1370.1450.1430.1460.13930.1450.1460.1490.1430.1460.1430.1280.1350.1410.1430.1360.1420.1420.1400.1380.1400.1460.1460.1430.1460.1460.1420.1410.1460.14210.1450.1460.1490.1430.1460.1430.1280.1350.1410.1430.1360.1420.1420.1400.1380.1400.1460.1460.1430.1460.1460.1420.1410.1460.142> USL 蓝色20.1450.1460.1490.1430.1460.1430.1280.1350.1410.1430.1360.1420.1420.1400.1380.1400.1460.1460.1430.1460.1460.1420.1410.1460.142< LSL 红色30.1450.1460.1490.1430.1460.1430.1280.1350.1410.1430.1360.1420.1420.1400.1380.1400.1460.1460.1430.1460.1460.1420.1410.1460.142 N=150ΣX0.8710.8510.8740.8580.8720.8560.7950.8170.8400.8560.8310.8540.8600.8450.8330.8380.8670.8750.8590.8740.8660.8610.8530.8770.850X0.1450.1420.1460.1430.1450.1430.1330.1360.1400.1430.1390.1420.1430.1410.1390.1400.1450.1460.1430.1460.1440.1440.1420.1460.1420.14R0.0010.0210.0140.0060.0040.0080.0180.0070.0080.0080.0090.0010.0040.0030.0090.0020.0060.0050.0050.0040.0090.0060.0050.0010.0040.01x
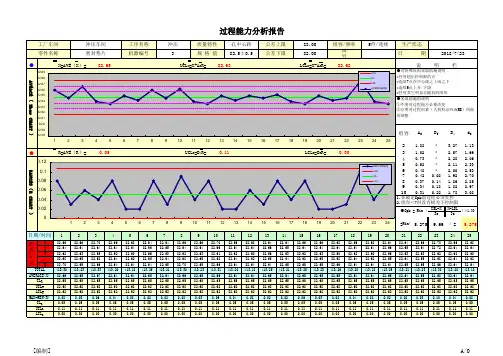
●组容A2D3D4d221.88*3.271.13●31.02*2.571.6940.73*2.282.0650.58*2.112.3360.48*2.002.5370.420.081.922.7080.370.141.862.8590.340.181.822.97100.310.221.783.08USL-XX-LSL3s3s=Min(5.2759.69) =5.27512345678910111213141516171819202122232425182.6682.6682.7082.6682.6882.6482.6482.6682.6682.7082.6682.6882.6482.6482.6682.6682.6882.6682.6882.6482.6482.6682.7082.6682.68282.6482.6482.6482.6482.6482.6682.6582.6482.6482.6682.6482.6482.6682.6582.6482.6482.6482.6482.6482.6682.6582.6482.7282.6482.64382.6282.6382.6582.6282.6082.6682.6382.6282.6382.6182.6282.6082.6682.6382.6282.6382.6082.6282.6082.6682.6382.6382.6282.6282.60482.6882.6582.6882.6482.6282.6582.6482.6882.6582.6882.6482.6282.6582.6482.6882.6582.6882.6482.6282.6582.6482.6582.6882.6482.62582.7082.6582.6682.6482.6482.6482.6582.7082.6582.6682.6482.6482.6482.6582.6582.6582.6682.6482.6482.6482.6582.6582.6682.6482.64413.30413.23413.33413.20413.18413.25413.21413.30413.23413.31413.20413.18413.25413.21413.25413.23413.26413.20413.18413.25413.21413.23413.38413.20413.1882.6682.6582.6782.6482.6482.6582.6482.6682.6582.6682.6482.6482.6582.6482.6582.6582.6582.6482.6482.6582.6482.6582.6882.6482.6482.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6582.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6882.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.6282.620.080.030.060.040.080.020.020.080.030.090.040.080.020.020.060.030.080.040.080.020.020.030.100.040.080.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.050.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.110.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00)≥1.33●Cpk = Min (LCLXMAX-MIN(R)AVEAGE ( Xbar CHART )RANGES(R CHART )检查记录UCLXCLRUCLRLCLR1.在确定Cpk前过程必须受控2.组容<7时没有极差下控制限日期/时间TOTALAVERAGE(X)CLXR=AVE(R)=0.05UCLR=D4R=0.11LCLR=D3R=0.00*任何其它明显非随机的图形●采取措施的说明①不要对过程做不必要改变②注明对过程因素(人机料法环或MS)所做的调整82.62说 明 栏●对特殊原因采取措施说明*任何超出控制限的点*连续7点在中心线之上或之下*连续6点上升/下降82.00图号日 期2018/7/23X=AVE(X)=82.65UCLX=X+A2R=82.68LCLX=X-A2R=5件/连续生产形态零件名称密封垫片机器编号3规 格 值82.5±0.5公差下限过程能力分析报告工厂车间冲压车间工序名称冲压质量特性孔中心距公差上限83.00组容/频率82.5882.5982.682.6182.6282.6382.6482.6582.6682.6782.6882.6912345678910111213141516171819202122232425UCLCLLCLAVERAGE(X)