电磁搅拌系统(ppt文档)
- 格式:ppt
- 大小:2.09 MB
- 文档页数:23
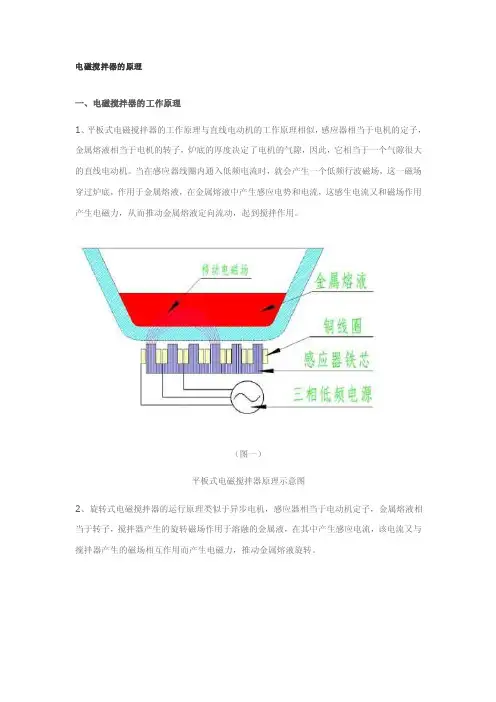
电磁搅拌器的原理一、电磁搅拌器的工作原理1、平板式电磁搅拌器的工作原理与直线电动机的工作原理相似,感应器相当于电机的定子,金属熔液相当于电机的转子,炉底的厚度决定了电机的气隙,因此,它相当于一个气隙很大的直线电动机。
当在感应器线圈内通入低频电流时,就会产生一个低频行波磁场,这一磁场穿过炉底,作用于金属熔液,在金属熔液中产生感应电势和电流,这感生电流又和磁场作用产生电磁力,从而推动金属熔液定向流动,起到搅拌作用。
(图一)平板式电磁搅拌器原理示意图2、旋转式电磁搅拌器的运行原理类似于异步电机,感应器相当于电动机定子,金属熔液相当于转子,搅拌器产生的旋转磁场作用于溶融的金属液,在其中产生感应电流,该电流又与搅拌器产生的磁场相互作用而产生电磁力,推动金属熔液旋转。
(图二)旋转式电磁搅拌器原理示意图(图三)旋转式电磁搅拌器三维示意图由此可知,电磁搅拌是靠电磁力对金属液体进行非接触搅拌的,不会象用机械搅拌那样污染熔体。
通过改变电流的大小即可调整搅拌力,改变两相电流的相位即可改变搅拌方向,因此搅拌方便而充分,使熔体的温度和合金成分均匀,这在合金熔铸过程中是很重要的。
电磁搅拌装置一般设有强搅、弱搅、正搅、反搅、自动搅拌等多种搅拌方式,可以满足生产过程的不同需要,电磁搅拌装置是冶金熔铸行业不可替代的设备。
二、搅拌效果采用先进的电磁搅拌技术,经过国内外大量的实验与工业生产通过使用电磁搅拌所达到的主要效果:降低夹渣含量;减少中心缩孔;消除宏观偏析;增加等轴晶比率;改善凝固组织等;三、系统组成变频电源:通过交-直-交变频方式将单相或三相50HZ工频电源转换为频率0.5-30HZ连续可调,电压0-380V可调的相位互差90度两相或120度三相电源供给感应器产生磁场。
感应器:感应器为能量转化部件,将电能转化为磁能作用于金属熔体作功,达到搅拌效果。
加热系统:完成金属加热熔炼及恒温控制功能,通过PID有效调节加热功率以达到炉温的有效设定控制。
电磁搅拌电磁搅拌技术(Electromagnetic Stirring)作为一种常用于工业生产和实验室研究中的搅拌技术,电磁搅拌(Electromagnetic Stirring,简称EMS)通过在液体中施加电磁力,使流体产生循环运动。
它在许多领域中发挥着关键作用,尤其在冶金、石油化工和医药等领域中。
1. 原理电磁搅拌是基于法拉第电磁感应定律的原理。
通过在液体中产生电场和磁场,可以使液体中的电荷受到力的作用从而产生流动。
一般来说,电磁搅拌系统由电磁铁、电磁铁外罩和电源组成。
电源提供电流,电磁铁的外罩用于集中和引导磁场。
当电流通过电磁铁时,会产生磁场,从而在液体中施加力,引起液体的搅拌运动。
2. 应用领域2.1 冶金领域电磁搅拌技术在冶金领域得到广泛应用,尤其在铸造和熔炼过程中起到关键作用。
在铸造过程中,电磁搅拌可以改善铸件的凝固过程,减少缺陷和气孔的形成。
在熔炼过程中,电磁搅拌能够均匀分布金属中的杂质,提高冶炼效率和质量。
2.2 石油化工领域在石油化工领域,电磁搅拌技术被广泛应用于油品储存、液化天然气(LNG)生产、化工反应等方面。
通过使用电磁搅拌,可以提高石油产品的质量,减少异物和沉淀物的生成,同时加速化学反应的进行。
2.3 医药领域在医药领域,电磁搅拌技术常被应用于制药和生物技术中。
在制药过程中,电磁搅拌可以促进药物和溶剂的混合,提高药品的均匀性和纯度。
在生物技术领域,电磁搅拌可用于培养细胞和微生物,提供均匀的环境,促进生物反应的进行。
3. 优势3.1 均匀性电磁搅拌能够提供均匀的搅拌效果,确保液体中各个部分的温度、浓度、流速等参数均匀分布。
这对于需要保证产品质量和化学反应的均匀性非常重要。
3.2 灵活性电磁搅拌系统可以根据需求进行调节,改变搅拌速度、搅拌力和搅拌时间等参数,以适应不同的工艺条件和实验需要。
这种灵活性使得电磁搅拌技术非常适用于各种工业生产和研发过程。
3.3 可控性由于电磁搅拌技术可以通过调节电流和电磁场强度来控制搅拌效果,因此可以实现对搅拌过程的精确控制。
电磁搅拌科技名词定义中文名称:电磁搅拌英文名称:electromagnetic stirring,EMS其他名称:EMS技术定义:利用电磁效应实现熔体的搅拌,熔炼时使温度和成分均匀、连铸时控制凝固过程的工艺。
应用学科:材料科学技术(一级学科);材料科学技术基础(二级学科);材料合成、制备与加工(三级学科);特种冶金(四级学科)以上内容由全国科学技术名词审定委员会审定公布目录定义原理模式效果编辑本段定义任何通有电流的导体,都可以在其周围产生磁场的现象,称为电流的磁效应。
闭合电路的一部分导体在磁场里做切割磁力线的运动时,导体中就会产生电流这种现象叫电磁感应。
旋转磁场就是一种极性和大小不变,且以一定转速旋转的磁场。
三相交流电能够产生旋转磁场。
当旋转磁场半径很大时,就成了直线运动的行(xing)波磁场。
直线搅拌:由行波磁场产生的,使钢水以一定速度向磁场运动方向运动,故称直线搅拌。
钢水的流动方向始终和磁场的运动方向相一致。
编辑本段原理电磁搅拌器(Electromagneticstirring:EMS)的实质是借助在铸坯液相穴中感生的电磁力,强化钢水的运动。
具体地说,搅拌器激发的交变磁场渗透到铸坯的钢水内,就在其中感应起电流,该感应电流与当地磁场相互作用产生电磁力,电磁力是体积力,作用在钢水体积元上,从而能推动钢水运动。
编辑本段模式根据电磁搅拌器在铸机冶金长度上的不同安装位置大致有以下几种模式结晶器电磁搅拌:MoldElectromagneticstirring:MEMS搅拌器安装在结晶器铜管外面二冷区电磁搅拌:StrandElectromagneticStirring:SEMS搅拌器安装在铸坯外面凝固末端电磁搅拌:FinalElectromagneticstirring:FEMS用于方坯连铸搅拌器安装在铸坯外面编辑本段效果搅拌位置冶金效果适用钢种MEMS 增加等轴晶率低合金钢减少表面和皮下的气孔和针孔弹簧钢减少表面和皮下的夹杂物冷轧钢坯壳均匀化中高碳钢等稍稍改善中心偏析SEMS扩大等轴晶率不锈钢减少内裂改善中心偏析工具钢减少中心疏松FEMS细化等轴晶弹簧钢有效地改善中心偏析轴承钢有效地改善中心缩孔和疏松特殊高碳钢。

板坯电磁搅拌的现状摘要:介绍了电磁搅拌技术的原理、电磁搅拌器的分类、电磁搅拌装置的应用条件关键词:电磁搅拌技术; 板坯; 连铸; 应用Electromagnetic Stirring of SlabsAbstract: It is introduced the principle of electromagnetic stirring technique as well as types and application condition of stirrer.Key words: electromagnetic stirring; continuous casting of slab; multi-mode EMS1前言在连续铸钢发展初期, 钢铁制造者们已认识到钢液的凝固及铸坯质量受液相穴钢液的运动和诸如对流、传热、收缩等基本物理现象的影响。
毫无疑问, 电磁搅拌的研究是以优化上述运动和现象以提高钢的质量和消除不利因素等为目标的[1]。
电磁搅拌装置(Electro – Magnetic Stirring)英语缩写为EMS。
目前采用电磁搅拌装置已经成为板坯连铸设备为提高铸坯产品质量的重要途径,其作用就是在铸线扇形段上安装多段电磁搅拌用的电磁线圈, 在各段辊内的电磁线圈上施加低压、低频、大电流的交流电源, 电磁力线贯穿铸坯的凝固相(即坯壳部分),在将要冷却凝固的钢水内部产生强磁场,通过钢水内流动的感应电流相互作用, 使液向部分能定向移动及旋转运动,从而对铸坯内的液相钢水进行搅拌,使铸坯内部结晶组织均匀, 提高了板坯的质量[2]。
2 电磁搅拌技术原理及作用2.1 电磁搅拌技术原理与已普及的长材产品生产中采用的转式电磁搅拌有所不同, 针对大断面的矩形, 板坯连铸生产采用独特的线形电磁搅拌。
其原理十分简单, 如同由两相或三相电流驱动的, 能产生交变磁场的线性感应马达。
电流发生相变时磁场从一极到达另一极, 并同时产生电磁推力, 将液态钢水向磁场运动的方向推动。
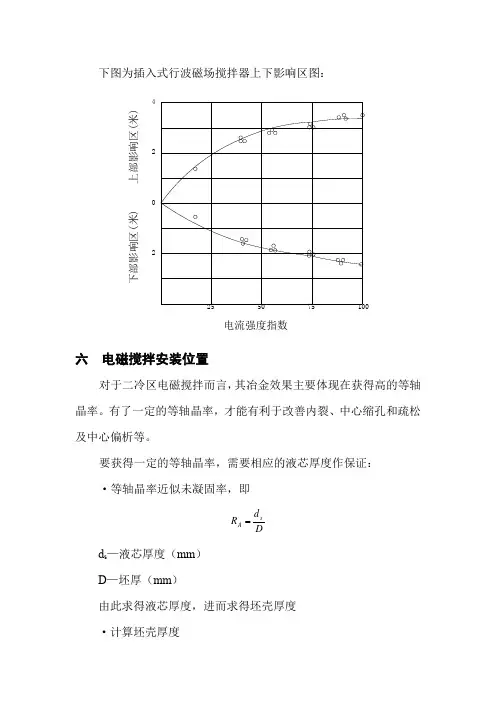
下图为插入式行波磁场搅拌器上下影响区图:六 电磁搅拌安装位置对于二冷区电磁搅拌而言,其冶金效果主要体现在获得高的等轴晶率。
有了一定的等轴晶率,才能有利于改善内裂、中心缩孔和疏松及中心偏析等。
要获得一定的等轴晶率,需要相应的液芯厚度作保证: ·等轴晶率近似未凝固率,即Dd R s Ad s —液芯厚度(mm ) D —坯厚(mm )由此求得液芯厚度,进而求得坯壳厚度 ·计算坯壳厚度255075100224电流强度指数下部影响区(米)上部影响区(米)cs V L KTK —凝固系数,(mm/min)L —从弯月面到DTS 安装位置的距离(m ) V c —拉坯速度(m/min )由此求得坯壳厚度可以验证由未凝固率求得的坯壳厚度是否合理。
需要指出的是,在电磁搅拌条件下,实际坯壳厚度要比计算的要薄几个毫米。
安装位置示意图见下图。
七 冶金效果结晶器导辊部分电磁搅拌辊子部分凝固壳厚度 %机长 %图5 电磁搅拌装置安装位置1.冶金机理二冷区电磁搅拌的主要冶金机理是:①由于凝固前沿钢水的流动,清洗了凝固面,折断枝状晶梢,形成等轴晶核;由于钢水流动,使铸坯芯部温度降低而凝固前沿温度提高,有利向外传热,两者都有利于提高等轴晶率,等轴晶率的提高,有利改善中心缩孔和中心偏析。
②由于坯壳内液芯温度和坯壳厚度趋于均匀,减缓由于热应力而产生的内部裂纹。
2.不锈钢冶金效果问题提出:A 铁素体不锈钢铁素体不锈钢铸坯内枝状晶发达,延伸到板坯的中心部分,并且热轧不能完全使其破坏而残留下来,轧成冷轧板就会在板面上出现“起皱”现象,在冷轧薄板表面产生单向波纹。
铁素体不锈钢高温强度低,结晶速度快,又加上出钢温度控制得比较高,铸坯内容易产生裂纹。
B 奥氏体不锈钢高合金奥氏体不锈钢由于合金含量高,钢的高温塑性降低,在连铸时容易出现裂纹。
在熔铝炉中的铝液达到到三分之一时即可进行搅拌,根据工艺要求可进行连续或分段搅拌在熔化过程中实施的搅拌,是为了缩短整体的熔炼时间,提高生产效率;在铝锭全部熔化
完毕并添加了各种合金材料(或精炼剂)后进行的搅拌,其主要目的是为了达到合金成分和熔体上下温度的均匀在设定搅拌强度时,应以能在铝熔液表面看到小波浪而又不破坏氧化层为原则,这样可以进一步降低烧损率通过改变电流的大小即可调整搅拌强度,改变三相电流的相位即可改变搅拌方向。
电磁搅拌效果:
电磁搅拌是靠电磁力对金属液体进行非接触搅拌,不存在搅拌过程中对熔体的污染,对
熔炼高纯铝及铝合金具有重要意义应用电磁搅拌效果如下:
1)在搅拌器打开10 分钟内即可使熔体的上部与下部的温差控制在4 以内,加快了
熔体的熔化速度,节省了燃料消耗熔化速度相对于人工搅拌约提高15%,燃料消耗相对于人工搅拌可节约6%以上.
2)Cu,Mg,Mn,Zn,Si 等高含量元素熔池内两点成分绝对偏差不高于0.12%,当熔池温度达到取样温度后5分钟内即可达到上述的成分均匀指标。
3)不破坏熔体表面的氧化膜,可减少金属的氧化,炉渣量相对于人工搅拌降低10%电磁搅拌可使氧化渣流向炉门,便于扒渣,减少扒渣时间,可减轻氧化渣挂炉壁现象,减少清炉次数,大大延长炉子的使用寿命。
4)减轻了工人的劳动强度,不存在人工搅拌因操作人员的技能体力乃至劳动态度的不同产生的质量差异,因而可使合金的质量得到大幅度的提高,质量容易控制。