激光选区烧结快速成型在熔模铸造中的应用
- 格式:doc
- 大小:62.00 KB
- 文档页数:3
陶瓷材料选择性激光烧结熔融技术研究与应用现状一、本文概述陶瓷材料以其独特的高硬度、高耐磨性、高化学稳定性以及良好的热学、电学性能,在众多工程领域中发挥着不可替代的作用。
然而,传统的陶瓷成型工艺如压制、注浆等静压等,都存在工艺复杂、能耗高、生产周期长等问题,这在一定程度上限制了陶瓷材料的大规模应用。
近年来,随着增材制造技术的发展,选择性激光烧结熔融技术(Selective Laser Sintering/Melting,简称SLS/SLM)作为一种先进的陶瓷材料成型工艺,逐渐展现出其独特的优势和应用潜力。
本文旨在全面综述陶瓷材料选择性激光烧结熔融技术的研究现状和应用进展。
文章将简要介绍选择性激光烧结熔融技术的基本原理和特点,并重点分析其在陶瓷材料成型中的应用优势。
随后,文章将详细探讨陶瓷材料选择性激光烧结熔融技术的研究现状,包括材料体系、工艺参数、设备发展等方面。
文章还将对陶瓷材料选择性激光烧结熔融技术的应用现状进行梳理,涉及航空航天、生物医学、汽车制造、电子封装等领域。
文章将展望陶瓷材料选择性激光烧结熔融技术的发展趋势和未来挑战,以期为相关领域的研究和应用提供有益的参考和借鉴。
二、陶瓷材料选择性激光烧结熔融技术原理选择性激光烧结熔融(Selective Laser Sintering, SLS)是一种增材制造技术,特别适用于陶瓷材料的加工。
该技术的核心原理是通过激光束在计算机控制下,选择性地熔化或烧结粉末材料,层层堆积形成三维实体。
在陶瓷材料的选择性激光烧结熔融过程中,首先需要将陶瓷粉末均匀铺设在打印平台上。
然后,激光束根据预先设定的三维模型数据,在计算机的控制下,对陶瓷粉末进行选择性加热。
激光束的能量使粉末颗粒间的接触点发生熔化或烧结,形成牢固的结合。
随着打印层的逐渐累加,最终形成完整的陶瓷部件。
陶瓷材料的选择性激光烧结熔融技术具有高精度、高效率和高材料利用率等优点。
同时,该技术还可以通过调整激光参数、粉末材料性能等因素,实现陶瓷部件的微观结构和性能的调控,以满足不同应用场景的需求。

第2章快速成型技术及其在铸造中的应用2.1 引言快速成型(Rapid Prototyping-RP)技术是国际上新开发的一项高科技成果,简称快速成型技术。
它的核心技术是计算机技术和材料技术。
快速成型技术摒弃了传统的机械加工方法,根据CAD生成的零件几何信息,控制三维数控成型系统,通过激光束或其它方法将材料堆积而形成零件的。
用这种方法成型,无需进行费时、耗资的模具或专用工具的设计和机械加工,极大地提高了生产效率和制造柔性。
从制造原理上讲,快速成型(RP)技术一改“去除”为“堆积”的加工原理,给制造技术带来了革命性的飞跃式发展。
基于RP原理的快速制造技术经十几年的发展,在创新设计、反求工程、快速制模各方面都有了长足的进步。
RP技术的应用可大大加快产品开发速度,缩短制造周期,降低开发成本。
现代市场竞争的特点是多品种、小批量、短周期,要求企业对市场能快速响应并不断推出新产品占领市场,如新型电话机的市场寿命仅6个月,又如台湾和日本摩托车行业,每三个月就推出一种新型摩托车投入市场,摩托车几万辆就需改型。
二十世纪九十年代以来,在信息互联网支持下,由快速设计、反求工程、快速成形、快速制模等构成的快速制造技术取得很大进展。
快速成形技术最早产生于二十世纪70年代末到80年代初,美国3M公司的Alan J. Hebert(1978)、日本的小玉秀男(1980)、美国UVP公司的Charles W. Hull(1982)和日本的丸谷洋二(1983),在不同的地点各自独立地提出了RP的概念,即用分层制造产生三维实体的思想。
Charles W. Hull 在UVP的继续支持下,完成了一个能自动建造零件的称之为Stereolithography Apparatus (SLA)的完整系统SLA-1,1986年该系统获得专利,这是RP发展的一个里程碑。
同年,Charles W. Hull和UVP的股东们一起建立了3D System公司。
选择性激光烧结成型技术的工艺与应用第一篇:选择性激光烧结成型技术的工艺与应用选择性激光烧结成型技术的研究与应用摘要:介绍了选择性激光烧结成型技术的基本原理、工艺过程和特点,阐述了激光烧结技术的材料和设备的选择,列举了激光烧结技术在各个领域特别是模具制造领域的应用,并且分析了现有技术中存在的问题以及前景的展望。
关键词:快速成型;选择型激光烧结(SLS);模具制造 1.引言快速原型技术(Rapid Prototyping,PR)是一种涉及多学科的新型综合制造技术。
它是借助计算机、激光、精密传动和数控技术等现代手段,根据在计算机上构造的三位模型,能在很短时间内直接制造产品模型或样品。
快速原型技术改善了设计过程中的人机交流,缩短了产品开发的周期,加快了产品的更新换代速度,降低了企业投资新产品的成本和风险。
选择性激光烧结机技术(Selective Laser Sintering,SLS)作为快速原型技术的常用工艺,是利用粉末材料在激光照射下烧结的原理,在计算机控制下层层堆积成型。
与其他快速成型工艺相比,其最大的独特性是能够直接制作金属制品,而且其工艺比较简单、精度高、无需支撑结构、材料利用率高。
本文主要介绍选择型激光烧结成型技术的基本原理、工艺特点、材料设备选择以及应用等内容。
2.选择性激光烧结技术(SLS)2.1 选择性激光烧机技术(SLS)的基本原理和工艺过程选择性激光烧机技术(SLS)工艺是一种基于离散-堆积思想的加工过程,其成形过程可分为在计算机上的离散过程和在成形机上的堆积过程,简单描述如下:(1)离散过程。
首先用CAD软件,根据产品的要求设计出零件的三维模型,然后对三维模型进行表面网格处理,常用一系列相连三角形平面来逼近自由曲面,形成经过近似处理的三维CAD模型文件。
然后根据工艺要求,按一定的规则和精度要求,将CAD模型离散为一系列的单元,通常是由Z向离散为一系列层面,称之为切片。
然后将切片的轮廓线转化成激光的扫描轨迹。
激光选区烧结快速成型在熔模铸造中的应用采用激光选区烧结(SLS)技术烧结耐碱腐蚀阀门PS基粉料原型件,并结合熔模铸造技术生产出铸件。
研究了SLS快速成型和熔模铸造一体化技术,从而实现了从计算机三维模型到金属零件的快速铸造工艺。
激光选区烧结(SLS)快速成型技术采用离散/堆积成型的原理,就是将在计算机上建模的CAD三维立体造型零件,转换成STL文件格式,再用一离散软件从STL文件离散出一系列给定厚度的有序片层,然后,将上述的离散数据传递到成型机中去。
成型机中的扫描器在计算机信息的控制下逐层进行扫描烧结。
通过层层堆积生成实物样件。
由于它把复杂的三维制造转化为一系列简单的二维制造的叠加.因而可以在不用模具和工具的条件下生成几乎任意复杂的零件,极大地提高了生产效率和制造的灵活性。
它与多领域制造工艺相结合,可实现快速模具、快速铸造、快速产品制造。
1 基于SLS原型件的熔模铸造工艺快速成型技术与铸造工艺相结合的产物是快速铸造技术(Quick Casting,简称QC),与传统熔模铸造相比,直接由快速成型系统制造出铸造熔模,省去了蜡模压型设计、压型制造等环节,大大地提高了企业的竞争力。
下面介绍利用SLS 快速成型技术提供的PS原型件为“蜡模”,进行熔模铸造工艺研究。
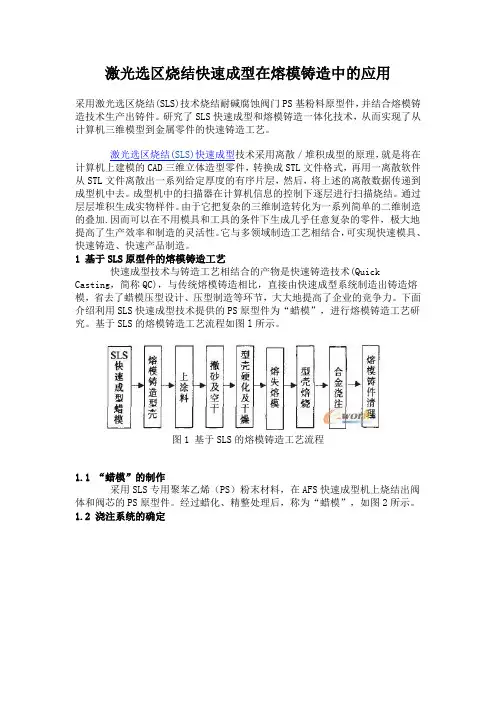
基于SLS 的熔模铸造工艺流程如图l所示。
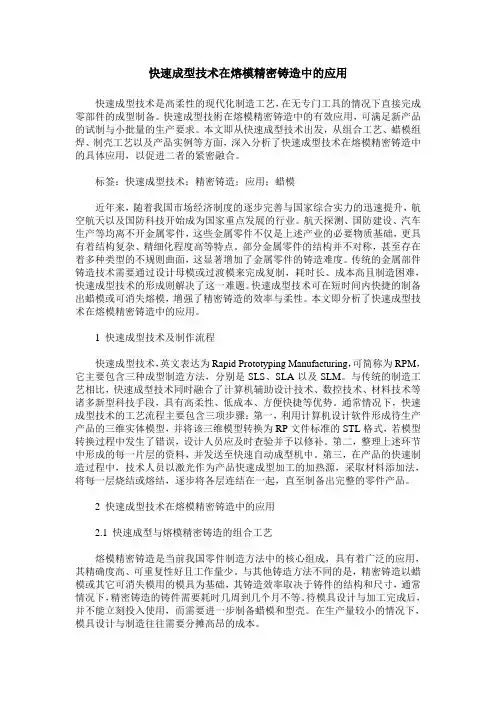
图1 基于SLS的熔模铸造工艺流程1.1 “蜡模”的制作采用SLS专用聚苯乙烯(PS)粉末材料,在AFS快速成型机上烧结出阀体和阀芯的PS原型件。
经过蜡化、精整处理后,称为“蜡模”,如图2所示。
1.2 浇注系统的确定图2 阀体和阀芯的蜡模浇注系统是铸型中引导液态金属进入型腔的通道,合理的浇注系统设计。
应该根据铸件的结构特点、技术条件、合金种类.选择浇注系统的结构类型、确定浇口位置。
浇注系统设计是否合理.直接影响着铸件的质量。
采用韩国出品的铸造模拟分析软件Anycasting对铸造充型和凝同过程进行数值模拟,对铸件可能产生的缺陷进行事前预测,通过模拟结果判断浇注系统是否合理,是否需要进行调整。
快速成型技术在熔模精密铸造中的应用快速成型技术是高柔性的现代化制造工艺,在无专门工具的情况下直接完成零部件的成型制备。
快速成型技術在熔模精密铸造中的有效应用,可满足新产品的试制与小批量的生产要求。
本文即从快速成型技术出发,从组合工艺、蜡模组焊、制壳工艺以及产品实例等方面,深入分析了快速成型技术在熔模精密铸造中的具体应用,以促进二者的紧密融合。
标签:快速成型技术;精密铸造;应用;蜡模近年来,随着我国市场经济制度的逐步完善与国家综合实力的迅速提升,航空航天以及国防科技开始成为国家重点发展的行业。
航天探测、国防建设、汽车生产等均离不开金属零件,这些金属零件不仅是上述产业的必要物质基础,更具有着结构复杂、精细化程度高等特点。
部分金属零件的结构并不对称,甚至存在着多种类型的不规则曲面,这显著增加了金属零件的铸造难度。
传统的金属部件铸造技术需要通过设计母模或过渡模来完成复制,耗时长、成本高且制造困难,快速成型技术的形成则解决了这一难题。
快速成型技术可在短时间内快捷的制备出蜡模或可消失熔模,增强了精密铸造的效率与柔性。
本文即分析了快速成型技术在熔模精密铸造中的应用。
1 快速成型技术及制作流程快速成型技术,英文表达为Rapid Prototyping Manufacturing,可简称为RPM,它主要包含三种成型制造方法,分别是SLS、SLA以及SLM。
与传统的制造工艺相比,快速成型技术同时融合了计算机辅助设计技术、数控技术、材料技术等诸多新型科技手段,具有高柔性、低成本、方便快捷等优势。
通常情况下,快速成型技术的工艺流程主要包含三项步骤:第一,利用计算机设计软件形成待生产产品的三维实体模型,并将该三维模型转换为RP文件标准的STL格式,若模型转换过程中发生了错误,设计人员应及时查验并予以修补。
第二,整理上述环节中形成的每一片层的资料,并发送至快速自动成型机中。
第三,在产品的快速制造过程中,技术人员以激光作为产品快速成型加工的加热源,采取材料添加法,将每一层烧结或熔结,逐步将各层连结在一起,直至制备出完整的零件产品。
激光快速成型与传统精密铸造技术的组合应用1引言快速自动成型(RapidPrototyping)技术是近年来发展起来的直接根据CAD模型快速生产样件或零件的成组技术总称。
该技术解决了计算机辅助设计(CAD)中三维造型的“看得见,摸不着”的问题,能将屏幕上的几何图形快速自动实体化。
它集成了CAD技术、数控技术、激光技术和材料技术等现代化科技成果,是先进制造技术的重要组成部分。
其本质是用积分法制造三维实体,将计算机中储存的任意三维型体信息传递给成型机,通过材料1 引言快速自动成型(Rapid Prototyping)技术是近年来发展起来的直接根据CAD模型快速生产样件或零件的成组技术总称。
该技术解决了计算机辅助设计(CAD)中三维造型的“看得见,摸不着”的问题,能将屏幕上的几何图形快速自动实体化。
它集成了CAD技术、数控技术、激光技术和材料技术等现代化科技成果,是先进制造技术的重要组成部分。
其本质是用积分法制造三维实体,将计算机中储存的任意三维型体信息传递给成型机,通过材料逐层添加法直接制造出来,而不需要特殊的模具、工具或人工干涉。
2 国内外动态和发展趋向美国在发展快速自动成型技术方面,一直处于领先地位,一些著名的高校如麻省理工学院、得克萨斯大学和一批研究机构从政府和工业界取得了大笔开发、研究经费,用于这项技术的进一步研究。
各大公司纷纷购入成型机,以满足争分夺秒的市场需求。
日本、德国、英国等都在研究新的成型技术,开发新产品。
现已有2500多套快速成型机分布在世界各地的不同领域。
自从快速自动成型问世后,国外就很重视其与传统精密铸造技术相结合,继而产生了快速铸造。
快速成型技术在熔模精密铸造中的应用可以分为三种:一是消失成型件(模)过程,用于小量件生产;二是直接型壳法,也用于小量件生产;三是快速蜡模模具制造,用于大批量生产。
这三种方法与传统精密铸造相比,解决了传统方法的蜡模制造瓶颈问题,其流程示意如图1。
国内目前主要有北京隆源、华北工学院、华中理工大学等在进行快速成型设备生产与工艺研究。
选择性激光烧结(SLS)在模具制造中的应用【摘要】传统的模具加工方法在看到零件图纸产生设计概念后,需要进一步设计加工图、工艺规程等等,而选择性激光烧结可根据三维CAD数模直接制造出具有复杂内部结构的模具,简化了制模的工艺过程,大大节约了产品成本,提高了产品的生产效率,特别适合新产品的开发和单件小批量产品的生产。
本文介绍了选择性激光烧结的原理及在模具制造业的应用。
【关键词】模具制造;选择性激光烧结;粉末烧结1.选择性激光烧结(SLS)的简介随着世界经济竞争的日益激烈化和全球化,产品制造商们越来越需要以最短的时间制造出符合人们消费需求的新产品来抢占市场。
20世纪80年代末出现的SLS技术就是在这样的背景下提出并逐步得以发展的。
它是一种逐层零件制造上艺,它突破传统的材料变形成型和去除材料成型的工艺方法,使用近乎全自动化的工艺从CAD文件直接生产所需要的模型或模具,可以显著减少产品原型的开发时间和成本,极大的提高产品的质量;由于SLS工艺具有选材广泛、适用性广、制造工艺比较简单、成形精度高、无需支撑结构、可直接烧结模具等诸多优点,成为当前发展最快、最为成功的且已经商业化的模具制造方法之一,在现代制造业得到越来越广泛的重视。
因此。
SLS技术在模具制造业中越来越具有竞争力,有望成为21世纪的的主流制造技术。
2.原理选择性激光烧结是采用激光有选择地分层烧结固体粉末.并使烧结成型的固化层层层叠加生成所需形状的零件。
SLS的原理与SLA十分相象,主要分别在于所使用的材料及其性状。
SLA所用的材料是液态的紫外光敏可凝固树脂,而SLS则使用粉状的材料。
这是该项技术的主要优点之一,因为理论上任何可熔的粉末都可以用来制造模型,这样的模型可以用作真实的原型元件。
其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等。
该技术最大特点是能同时用几种不同材料(聚碳酸脂、聚乙烯氯化物、石蜡、尼龙、ABS、铸造砂)制造一个零件。

快速成型技术在熔模铸造中的应用摘要:介绍了光固化立体造型技术,选择性激光烧结技术,熔融沉积成型技术,冰模快速成形技术的工艺流程及其在熔模铸造行业中的应用现状。
阐述了四种不同技术下铸造的金属铸件的优缺点。
对快速成型技术在熔模铸造中的应用前景进行展望。
关键词:快速成型技术;熔模铸造;冰模快速成形Application of rapid prototyping technology in investment castingSong Xiuli, Wei Xiuting, Zhou Junjie, Wang Yongqi, Liu Xiaofei[School of Mechanical Engineering,Shandong University of Technology]Abstract: Introduces the process flow of stereo lithography appearance, selective laser sintering, fused deposition molding, ice mold rapid prototyping and its application in casting industry. The advantages and disadvantages of metal castings cast with four different techniques are expounded. The application prospect of rapid prototyping technology in investment casting is put forward.Key words: Rapid prototyping technology ; Investment casting ; Ice mold rapid prototyping0 引言熔模铸造又称熔模精密铸造,是一种近净形的液态金属成型工艺。
第22期2019年8月No.22August ,2019董东东,王岳亮,马文有,赵国瑞(广东省新材料研究所,广东广州510651)引言选区激光熔化技术(Selective Laser Melting ,SLM )是一种金属件直接成型方法,是快速成型技术的最新发展成果。
该技术基于快速成型的基本思想,用逐层添加的方式根据计算机辅助设计(Computer Aided Design ,CAD )数据直接生成具有特定几何形状的零件。
成型过程中金属粉末完全熔化,产生冶金结合[1]。
该技术具有制作复杂形状、成型件致密度高、节省材料等优点[2]。
与其他增材制造技术相比,SLM 技术成型精度较高,成型件致密度接近100%,因此,该技术已被广泛应用于医学个性化定制、随形冷却模具、航空航天、工业制造等领域[3]。
选区激光熔化技术可以直接制造复杂形状的产品,在小型注塑模具的制造方面优势十分明显。
它可以实现随形冷却模具的直接成型,制造周期短、性能优良。
随形冷却水路使得模具表面降温均匀而迅速,不仅大大缩短了注塑周期,而且注塑件均匀无缺陷。
目前,选区激光熔化技术已被广泛应用于随形冷却模具的生产制造中,并得到行业认可。
国内外学者针对SLM 成型模具钢材料进行了多项研究。
其中,包括SLM 成型马氏体时效钢的材料性能研究[4]以及随形冷却模具的设计制造和冷却水路传热的模拟研究。
例如,周屹[4]对随形冷却水道的设计方法进行了分类,分别对水道轨迹、截面形状、内部结构等设计方法进行了一定的分析,得到随形水路具有较好冷却效果的结论。
黄玉山等[5]对SLM 成型马氏体时效钢打印态试样以及不同热处理后的试样进行组织和力学性能分析,针对热处理对马氏体时效钢组织和力学性能的影响进行了探索。
以上研究主要针对SLM 成型马氏体时效钢材料的某一项性能、工艺或随形冷却模具的传热性能等进行研究,少有学者从模具应用角度对选区激光熔化技术在模具制造中的应用进行归类总结和研究。
激光选区烧结成型材料的研究和应用现状激光选区烧结(LaserSelectiveSoldering,简称LSS)是一种新型的焊接技术,它可以快速准确烧结微型电子元件,具有一个精度高、操作简单和控制柔性强的优点。
随着科技的发展,激光选区烧结技术在电子产品中的应用也越来越广泛。
本文将分析激光选区烧结电子材料的发展和研究状况,并就其在实际应用中的优缺点作出介绍。
第一部分介绍了激光选区烧结电子材料的发展历程及研究现状。
激光选区烧结是由一个可控制的激光源和热传导装置一起使用的一种新型的焊接技术。
它的工作原理是,在被烧结的电子元件表面,激光束会将部分区域迅速加热,使其熔化,形成一个可控制的熔接池,而另一部分区域则不会受到激光的影响,因此可以防止熔接区域的损伤。
自从三十年前被发明以来,激光选区烧结技术不断发展,现在已经成为一种实用、有效的焊接技术。
第二部分介绍了激光选区烧结电子材料在实际应用中的优势和局限。
相比传统的焊接技术,激光选区烧结技术具有以下优势:(1)烧结速度快,烧结更加准确;(2)焊点大小可控制,可以满足不同应用要求;(3)对电子元件的热损伤更小,能够保证元件的可靠性;(4)烧结时不会出现外焊,降低了焊接失败率;(5)操作简单,减少了操作人员的技术要求。
但是,该技术也存在一些不足,如:(1)其精度要求较高,不适合大型电子元件的焊接;(2)成本较高,不适合大规模生产;(3)对灰尘和气体的污染较大,不利于环保。
综上所述,激光选区烧结是一种新型的焊接技术,它可以实现快速、准确的烧结,具有精度高,操作简单,控制柔性强的优点,但也有一些不足。
未来将进一步提高技术精度,缩短烧结时间,减少污染,并把成本降至最低等方面进行研究,以更好地运用激光选区烧结技术,实现高效、质量更优的烧结制品。
激光选区烧结成型材料的研究和应用现状激光选区烧结(LaserAssistedSelectiveSintering简称LASS是一种利用激光烧结粉末成形技术,它具有快速成形的优势,可以制造出精度高、表面光洁度好的形状复杂的三维零件。
激光选区烧结材料一般指通过激光烧结形成的金属、塑料和陶瓷等材料。
近年来,激光选区烧结技术在信息、电子、航空航天、机械、制药、化工、汽车、火力发电等领域发挥着重要作用。
它在航空航天、机械、电子制造领域应用最多。
首先,激光选区烧结在航空航天领域发挥着重要作用。
它可以用来制造航空航天发动机零件,如叶片、机壳、排气管等。
它的用途不仅限于制造发动机部件,还可以制造卫星的机壳、维修发动机和火箭发动机,以及电话卫星的控制装置。
另外,它还可以制造涡轮发动机的零件,如外壳、旋转部件和气动部件。
其次,激光选区烧结在机械制造领域也有重要应用。
它可以用来制造机械零件,如齿轮、轴承、螺丝和密封件等,以及汽车零部件,如发动机或变速器等。
此外,它还可以用来制造高精度的微型零件,如手表件、钟表件、汽车零部件等。
第三,激光选区烧结在电子制造领域也有重要应用。
它可以用来制造系统集成电路、半导体器件、多层电路板、复杂的晶体管和光电器件等。
此外,它还可以用来制造复杂的电子组件,如数据芯片和多层电路板等。
此外,激光选区烧结也在制药、化工、汽车、火力发电等领域发挥着重要作用。
它可以用来制造具有高精度的医疗仪器和药品零件,如注射器和药瓶等。
它还可以用来制造化工和汽车行业的零件,如塑料泵和汽车部件等。
从以上讨论可以看出,激光选区烧结技术已经发展成为一种被广泛应用的成形材料的制造技术,其应用面广泛,各行各业用上它,可以提高产品质量、降低成本。
然而,激光选区烧结技术也存在一些问题,比如烧结温度控制不是太精确、烧结过程中会产生烟尘等。
必须继续努力改进激光选区烧结技术,以满足不断发展的现代制造业的需要。
综上所述,激光选区烧结是一种有效且可靠的成形材料制造技术,它在航空航天、机械、电子制造和其他行业发挥着重要作用,在制造过程中能够提高效率,减少成本。
激光选区烧结成型材料的研究和应用现状随着科技的发展,激光被广泛应用于许多行业,其中之一是激光选区烧结成型材料。
激光选区烧结可以实现更精密和高效的成型,具有很强的可编程性和性能优越性。
激光选区烧结是利用激光束在材料表面引发热效应而产生的烧结现象。
激光辐照能量可以转化为热能,使表面材料超过区域熔点形成液态,并且形成均匀的表面液滴。
激光选区烧结的一个重要特点是它的可编程性,可以选择对一定区域的激光照射时间、光束强度和表面液滴的大小以及位置,从而实现多种形状的成型,包括改变厚度、形成凹槽和其他相关的形状,从而达到调制材料力学性能的目的。
激光选区烧结的另一个重要特点在于均熔点较低。
此外,较小尺寸的激光光斑可以为液滴再分割和增大控制,能快速实现3D形状。
相对于传统加工,激光选区烧结技术可以更快速、更有效地实现形状变化,不需要工件易损夹具和费时费力的模具更替,并且可以在几秒内实现形状变换。
此外,激光选区烧结还有一个重要的优势就是对环境的友好性。
这种技术能够避免传统烧结技术出现的烟尘、污染和伤害问题,它可以最大限度地减少无机物和有机物在烧结过程中释放出来的污染物,有效保护环境。
另外,激光选区烧结还可以改善材料的表面性能,因为它可以实现精确和局部的烧结,可以保持表面的光洁度和完整性,从而提升材料的性能。
激光选区烧结技术在近几年来得到了大量的应用,其中包括金属表面烧结、发射管的制作、硅的加工、塑料和橡胶的成型、金属塑料组合复合件的焊接以及精密件的加工等。
激光选区烧结技术可以满足更先进更精确的加工要求,不但可以改善材料的表面性能,而且可以改变材料的形状,从而满足特定的功能要求。
总的来说,激光选区烧结技术可以实现快速、简单、精确的加工,是一项具有很高科技含量的加工技术,可以满足传统加工技术无法实现的加工要求,而且可以改善加工过程对环境的污染。
因此,激光选区烧结技术是一种技术含量很高的成型技术,可以满足不同行业对精密和高效加工,具有广泛的应用前景。
激光选区烧结快速成型在熔模铸造中的应用
采用激光选区烧结(SLS)技术烧结耐碱腐蚀阀门PS基粉料原型件,并结合熔模铸造技术生产出铸件。
研究了SLS快速成型和熔模铸造一体化技术,从而实现了从计算机三维模型到金属零件的快速铸造工艺。
激光选区烧结(SLS)快速成型技术采用离散/堆积成型的原理,就是将在计算机上建模的CAD三维立体造型零件,转换成STL文件格式,再用一离散软件从STL文件离散出一系列给定厚度的有序片层,然后,将上述的离散数据传递到成型机中去。
成型机中的扫描器在计算机信息的控制下逐层进行扫描烧结。
通过层层堆积生成实物样件。
由于它把复杂的三维制造转化为一系列简单的二维制造的叠加.因而可以在不用模具和工具的条件下生成几乎任意复杂的零件,极大地提高了生产效率和制造的灵活性。
它与多领域制造工艺相结合,可实现快速模具、快速铸造、快速产品制造。
1 基于SLS原型件的熔模铸造工艺
快速成型技术与铸造工艺相结合的产物是快速铸造技术(Quick Casting,简称QC),与传统熔模铸造相比,直接由快速成型系统制造出铸造熔模,省去了蜡模压型设计、压型制造等环节,大大地提高了企业的竞争力。
下面介绍利用SLS 快速成型技术提供的PS原型件为“蜡模”,进行熔模铸造工艺研究。
基于SLS 的熔模铸造工艺流程如图l所示。
图1 基于SLS的熔模铸造工艺流程
1.1 “蜡模”的制作
采用SLS专用聚苯乙烯(PS)粉末材料,在AFS快速成型机上烧结出阀体和阀芯的PS原型件。
经过蜡化、精整处理后,称为“蜡模”,如图2所示。
1.2 浇注系统的确定
图2 阀体和阀芯的蜡模
浇注系统是铸型中引导液态金属进入型腔的通道,合理的浇注系统设计。
应该根据铸件的结构特点、技术条件、合金种类.选择浇注系统的结构类型、确定浇口位置。
浇注系统设计是否合理.直接影响着铸件的质量。
采用韩国出品的铸造模拟分析软件Anycasting对铸造充型和凝同过程进行数值模拟,对铸件可能产生的缺陷进行事前预测,通过模拟结果判断浇注系统是否合理,是否需要进行调整。
1.3 浇注系统的焊接
根据模拟中确定的浇注系统的尺寸,选择蜡质浇注系统标准件进行焊接。
由于蜡模表面进行了渗蜡处理,因此焊接性好,结合力强。
图3为焊接好浇注系统的阀体、阀芯熔模。
图3 阀体、阀芯熔模
1.4 制壳
型壳是由粘结剂、耐火材料和撒砂材料等组成,经配涂料、浸涂料、撒砂、干燥硬化、脱蜡和焙烧等工序制成。
(1)水玻璃制壳工艺本实验中采用水玻璃制壳工艺,根据制件尺寸大小确定涂挂7层半型壳。
每一层要经过上涂料、撒砂、空于、硬化和晾干五个步骤。
(2)脱蜡熔失熔模的过程通称为脱蜡。
而在这里指的是脱去浇注系统蜡料.而PS原型件“蜡模”熔失在焙烧阶段进行。
采用热水法脱蜡时,应尽量减少水煮时间,脱出棒芯即可。
(3)焙烧通常来说,焙烧的目的是去除型壳中的挥发物,如水分、残余蜡料等,使型壳在浇注时有低的发气性和良好的透气性,防止出现气孔等缺陷。
焙烧
可以使粘结剂、耐火材料等物质之间进行热物理化学反应,改变型壳的物相组成和显微组织,改善型壳的高温力学性能。
焙烧还可以使型壳在要求的温度下浇注。
以减少金属液与型壳的温度差,提高金属液的充型能力。
在本工艺中,脱蜡阶段只是把蜡质的浇冒El系统熔失。
而快速成型制成的PS粉原型件则在焙烧过程中高温分解、气化。
这也是本工艺的难点所在。
焙烧时杯口朝下,即模壳倒立放置并架空;进炉后,由室温焙烧至950℃以上;小件焙烧2炉(约1.5h),大件焙烧3炉或以上(约3.0h或以上),以便型腔(包括浇注系统和零件型腔)内残留物充分熔化流出。
余量分解、消失。
提高型腔清洁度。
1.5 浇注
经过以上工序后,即可浇注成型。
由于试制依据工厂实际条件进行,所以本次试验中实际浇注了ZG25MnCrNiMo合金熔液。
浇注后,要经过一定的时间冷却,冷却时间和铸件合金有关。
冷却后落砂并对铸件进行清理,阀体、阀芯铸件如图4所示。
图4 阀体、阀芯铸件
2 结束语
(1)本文将SLS快速成型原型件作为“蜡模”直接用于熔模铸造得到金属铸件,完整实现了从SLS原型件到金属铸件的工艺路线。
由于这种快速成型工艺无需制造蜡模压型,大大缩短了铸造用熔模的准备时间。
(2)实践证明,SLS技术完全支持熔模铸造工艺,成为快速制模的一种有效手段。
它承接了熔模铸造精度高、浪费少、不受材料限制等优点。
而且能快速制造出形状复杂的“蜡模”,弥补了传统的模具设计制造周期长、费用高的不足。
同时本工艺还结合了先进的铸造数值模拟技术,有利于提升铸造技术水平。
因此,SLS技术与熔模铸造工艺结合是一种有发展前景的先进制造技术。