中碳调质钢的焊接
- 格式:ppt
- 大小:2.19 MB
- 文档页数:32

第l6卷增刊 2006年5月 安徽冶金科技职业学院学报 Journal of Anhui Vocational College of Metallurgy and Technology V01.16 Mav.2O06
引锭杆42CrMo链节补焊工艺
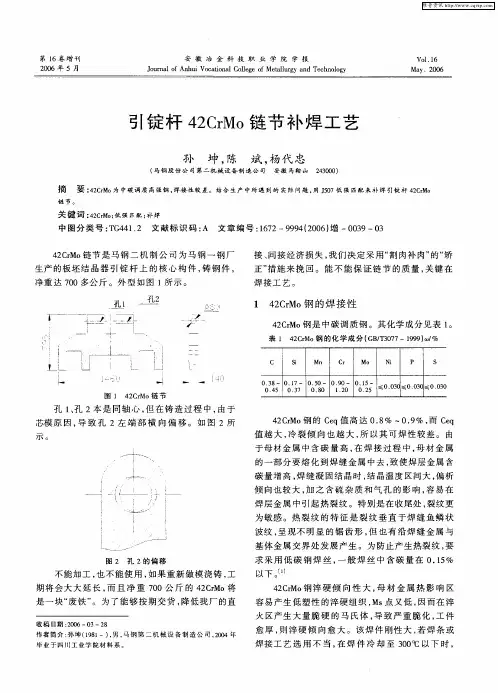
孙 坤,陈 斌,杨代忠 (马钢股份公司第二机械设备制造公司 安徽马鞍山 243000) 摘 要:42CrMo为中碳调质高强钢,焊接性较差。结合生产中所遇到的实际问题,用J507低强匹配来补焊引锭杆42CrMo 链节。 关键词:42CrMo;低强匹配;补焊 中图分类号:TG441.2 文献标识码:A文章编号:1672—9994(2006)增一0039—03 42CrMo链节是马钢二机制公司为马钢一钢厂 生产的板坯结晶器引锭杆上的核心构件,铸钢件, 净重达700多公斤。外型如图1所示。 孔l = ∑一 _~_ u二 一 一 一 _ll 一一 十 一、 一
—Il一 一 一 一l 4
,一十~、 、 / I 一~ . 一 l 1 I, , } ,一一
收稿日期:2006—03—28 作者简介:孙坤(1981一),男,马钢第二机械设备制造公司,2004年 毕业于四川工业学院材料系。 接、间接经济损失,我们决定采用“割肉补肉”的“矫 正”措施来挽回。能不能保证链节的质量,关键在 焊接工艺。 1 42CrMo钢的焊接性 42CrMo钢是中碳调质钢。其化学成分见表1。 表1 42CrMo钢的化学成分(GB/T3077—1999) % C si Mn Cr MO Ni P S 0,38~ 0 17~ 0.50~ 0.90一 0 15~ 0,45 0.37 0.80 1.20 0.25 ≤0.030 ≤0.0312 ≤0 03(
42CrMo钢的Ceq值高达0.8%一0.9%,而Ceq 值越大,冷裂倾向也越大,所以其可焊性较差。由 于母材金属中含碳量高,在焊接过程中,母材金属 的一部分要熔化到焊缝金属中去,致使焊层金属含 碳量增高,焊缝凝固结晶时,结晶温度区间大,偏析 倾向也较大,加之含硫杂质和气孑L的影响,容易在 焊层金属中引起热裂纹。特别是在收尾处,裂纹更 为敏感。热裂纹的特征是裂纹垂直于焊缝鱼鳞状 波纹,呈现不明显的锯齿形,但也有沿焊缝金属与 基体金属交界处发展产生。为防止产生热裂纹,要 求采用低碳钢焊丝,一般焊丝中含碳量在0.15% 以下。 42CrMo钢淬硬倾向性大,母材金属热影响区 容易产生低塑性的淬硬组织,Ms点又低,因而在淬 火区产生大量脆硬的马氏体,导致严重脆化,工件 愈厚,则淬硬倾向愈大。该焊件刚性大,若焊条或 焊接工艺选用不当,在焊件冷却至300℃以下时,
焊接技术作业及部分答案
1 / 12 第二章
1、简述焊接电弧的引燃方法。
(一)接触引弧 应用场合:焊条电弧焊 熔化极气体保护焊
(二)非接触引弧 应用场合:钨极氩弧焊和等离子弧焊。
2、说明焊接电弧的结构,说明焊接电弧的静特性及影响电弧静特性的因素并举例说明焊接电弧静特性的应用。
结构:三个区域:阳极区 阴极区 弧柱区
焊接电弧静特性: 在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流和电弧电压变化的关系,又称伏安特性。
影响电弧静特性的因素:
主要有:电弧长度、周围气体种类
焊接电弧静特性的应用
对于不同的焊接方法,应用的电弧静特性曲线段、有所不同。静特性下降段电弧燃烧不稳定而很少采用。
焊条电弧焊、埋弧焊多半工作在静特性水平段。
焊条电弧焊、埋弧焊多半工作在静特性水平段。
熔化极气体保护焊、微束等离子弧焊、等离子弧焊也多半工作在水平段,当焊接电流很大时才工作在上升段。
熔化极气体保护焊和水下焊接基本上工作在上升段。
3、简述交流电弧连续燃烧的条件。
二、交流电弧连续燃烧的条件
纯电阻电路 电感性电路 焊接技术作业及部分答案
2 / 12 4、简述影响交流电弧稳定燃烧的因素和提高电弧稳定性的措施。
(一)影响交流电弧稳定燃烧的因素
1.空载电压
愈高,电弧就愈稳定。
2.引燃电压 所需的愈高,电弧愈不稳定,引燃愈困难。
3.电路参数
增大电感L或减小电阻R可使电弧趋向稳定地连续燃烧。
4.电弧电流
电弧电流愈大,电离程度愈高,电弧的稳定性愈高。
5.电源频率
f提高有利于提高电弧的稳定性。
6.电极的热物理性能和尺寸
发射电子的能力,尖端形状等;如钨极。
(二)提高交流电弧稳定性的措施
1.提高弧焊电源频率
2.提高电源的空载电压
3.改善电弧电流的波形
4.叠加高压电 焊接技术作业及部分答案

中碳钢
中碳钢
medium carbon steel
碳量0.25%~0.60%的碳素钢。有镇静钢、半镇静钢、沸腾钢等多种产品。除碳外还可含有少量锰(0.70%~1.20%)。按产品质量分为普通碳素结构钢和优质碳素结构钢。热加工及切削性能良好,焊接性能较差。强度、硬度比低碳钢高,而塑性和韧性低于低碳钢。可不经热处理,直接使用热轧材、冷拉材,亦可经热处理后使用。淬火、回火后的中碳钢具有良好的综合力学性能。能够达到的最高硬度约为HRC55(HB538),σb为600~1100MPa。所以在中等强度水平的各种用途中,中碳钢得到最广泛的应用,除作为建筑材料外,还大量用于制造各种机械零件。
中碳钢的焊接
中碳钢含碳量比低碳钢高,强度较高,焊接性较差。常用的有35、45、55号钢。中碳钢焊条电弧焊及其铸件焊补的主要特点如下:
(1)热影响区容易产生淬硬组织。含碳量越高,板厚越大,这种倾向也越大。如果焊接材料和工艺规范选用不当,容易产生冷裂纹。
(2)由于基本金属含碳量较高,所以焊缝的含碳量也较高,容易产生热裂纹。
(3)由于含碳量的增高,所以对气孔的敏感性增加。因此对焊接材料的脱氧性,基本金属的除油除锈,焊接材料的烘干等,要求更加严格。
低碳钢
低碳钢(low carbon steel)
又称软钢, 含碳量从0.10%至0.30%低碳钢易于接受各种加工如锻造, 焊接和切削, 常用於制造链条, 铆钉, 螺栓, 轴等。
碳含量低于0.25%的碳素钢,因其强度低、硬度低而软,故又称软钢。它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不经热处理用于工程结构件,有的经参碳和其他热处理用于要求耐磨的机械零件。 特性
低碳钢退火组织为铁素体和少量珠光体,其强廖和硬度较低,塑性和韧性较好。因此,其冷成形性良好可采用卷边、折弯、冲压等方法进行冷成形。这种钢翅具有良好的焊接性。碳含量很低的低碳钢硬度很低,切削加工性不佳,淬火处理可以改善其切削加工性。

合金结构钢的焊接性
一、热轧及正火钢的焊接性
典型的热轧钢有:09MnV、16Mn、14MnNb、15MnV等,正火钢如:15MnTi、
18MnMoNb、BHW-35/15MnVN等。热轧及正火钢这类低合金钢,由于含碳量低,锰、
硅含量又少,因而碳当量Ceq较低,通常情况下不会因焊接而引起严重硬化组织
或淬火组织。该种钢的塑性和冲击韧性优良,焊成的接头塑性和冲击韧性也良好。
焊接时一般不需预热、层间保温和后热,焊后也不必采用热处理改善组织。可以
说,整个焊接过程中不需特殊的工艺措施,其焊接性优良。不过,随着板材厚度
及结构刚度的增大,其焊接性也逐渐变差。
1. 焊接裂纹
(1)热裂纹 热裂纹一般情况下发生在焊缝凝固过程中,由于S、P等杂质
在焊缝中形成低熔点共晶物质。这些低熔点共晶物质以液态薄膜形式存在于晶
界,当焊缝凝固时体积收缩产生拉应力。如果这种接应力产生的拉伸应变超过焊
缝金属所能承受的临界值,便发生开裂形成热裂纹。由金属凝固理论可知,焊缝
中心是最终结晶的部位,其S、P杂质含量最高,因而是热裂纹最常见的产生部
位。热轧及正火钢从总体上讲对热裂纹敏感性不大,但当钢材或焊接材料由于某
种原因使得S、P发生偏析时,便有可能在局部富S、P杂质区域诱发产生热裂纹。
(2)冷裂纹 冷裂纹是在焊后冷至较低温度下形成的,有的甚至是在服役
过程中形成的,因此也称为延迟裂纹。热轧钢的含碳量虽然并不高,但含有少量
的合金元素。因此这类钢的淬硬倾向必然要比低碳钢大一些,而且随着钢材强度
级别的提高,合金元素的增加,其淬硬倾向也在逐渐增大。正火钢的强度级别较
热轧钢更高,其合金元素含量也相应更多一些,因此与低碳钢相比,其焊接性的
差别就更大。冷裂敏感性一般随强度的提高而增大。如强度级别在600MPa级的
18MnMoNb,其淬硬性明显大于500MPa级15MnVN,因此18MnMoNb钢对冷裂纹的
敏感程度大于15MnVN。正因如此,18MnMoNb焊接时一般须在工艺上采取措施,