绘制铸造工艺图的程序和注意事项
- 格式:doc
- 大小:21.00 KB
- 文档页数:2
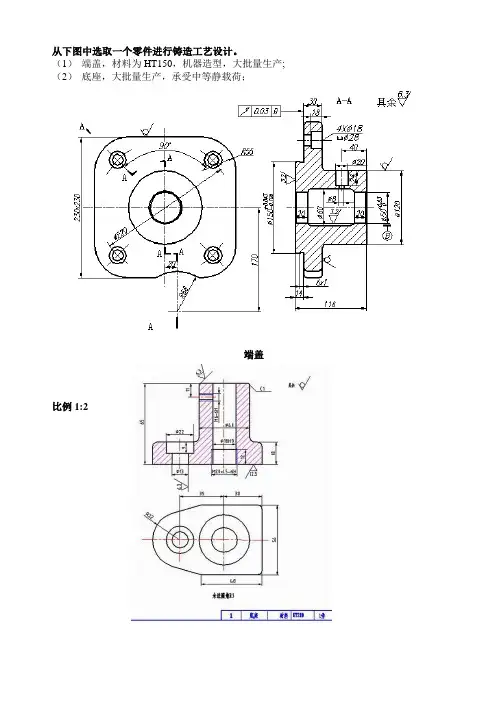
从下图中选取一个零件进行铸造工艺设计。
(1)端盖,材料为HT150,机器造型,大批量生产; (2)底座,大批量生产,承受中等静载荷;端盖阀盖比例1:2铸造工艺课程设计指导书§1设计目的与要求1.通过课程设计巩固和加深铸造工艺课及其它有关基础课和技术基础课的知识;2.通过课程设计能较系统的掌握铸造工艺及工艺工装的设计方法,锻炼运用铸造工艺手册及其它技术资料的基本技能,以达到培养学生分析和解决铸造生产实际问题的能力;3.通过课程设计使学生进一步提高图纸、文字表达能力;4.为今后工作打下基础。
§2设计任务学生要在规定的时间(三周)内,必须完成一个中等复杂程度的零件,采用机器造型的主要铸造技术文件汇(编)制工作。
具体任务包括:1.铸造工艺图一张2.模板装配图一张3.芯盒装配图一张4.铸型装配图一张5.铸造工艺卡一张6.设计说明书一份§3设计内容和步骤铸造工艺课程设计总的程序是:根据已下达的课题任务-零件图进行详细的工艺分析后,绘制出铸造工艺图。
然后以工艺图为依据,设计出模板图和芯盒图,然后再绘制铸型装配图(合箱图),最后编写设计说明书和工艺卡。
§3.1按设计步骤分别介绍各项主要内容与注意事项:§3.1.1首先了解和熟悉铸造零件图纸通过阅读图纸,应着重了解以下各点:1.了解铸造零件的结构形状及各投影间的关系,建立零件形状的明确完整的立体概念,以保证工艺设计及各项设计制图工作的顺利进行;2.弄清零件图的各项尺寸,并着重记录铸造零件的重量,主要壁厚及最大壁厚,零件最大尺寸(长宽高轮廓尺寸),以供工艺设计使用;3.零件各项公差要求,零件加工位置及零件各项加工要求(包括边面光洁度),并对加工方法做初步了解;4.零件材质及性能要求,以及图纸上指出的各项特殊技术要求。
§3.1.2了解和分析铸造零件在机器中的位置和作用进一步了解其负载情况及其工作条件,如了解零件所受载荷性质(静载荷,交变载荷,冲击载荷等)和载荷大小,并对受力情况做初步了解。
铸造工艺设计:就是根据铸造零件的结构特点,技术要求,生产批量和生产条件等,确定铸造方案和工艺参数,绘制铸造工艺图,编制工艺卡等技术文件的过程.设计依据:在进行铸造工艺设计前,设计者应掌握生产任务和要求,熟悉工厂和车间的生产条件,这些是铸造工艺设计的基本依据.设计内容:铸造工艺设计内容的繁简程度,主要决定于批量的大小,生产要求和生产条件.一般包括下列内容:铸造工艺图,铸件(毛坯)图,铸型装配图(合箱图),工艺卡及操作工艺规程.设计程序:1零件的技术条件和结构工艺性分析;2选择铸造及造型方法;3确定浇注位置和分型面;4选用工艺参数;5设计浇冒口,冷铁和铸肋;6砂芯设计;7在完成铸造工艺图的基础上,画出铸件图;8通常在完成砂箱设计后画出;9综合整个设计内容.铸造工艺方案的内容:造型,造芯方法和铸型种类的选择,浇注位置及分型面的确定等.铸件的浇注位置是指浇注时铸件在型内所处的状态和位置.分型面是指两半铸型相互接触的表面.确定砂芯形状及分盒面选择的基本原则,总的原则是:使造芯到下芯的整个过程方便,铸件内腔尺寸精确,不至造成气孔等缺陷,使芯盒结构简单.1保证铸件内腔尺寸精度;2保证操作方便;3保证铸件壁厚均匀;4应尽量减少砂芯数目;5填砂面应宽敞,烘干支撑面是平面;6砂芯形状适应造型,制型方法.铸造工艺参数通常是指铸型工艺设计时需要确定的某些数据.1铸件尺寸公差:是指铸件各部分尺寸允许的极限偏差,它取决于铸造工艺方法等多种因素.2主见重量公差定义为以占铸件公称质量的百分率为单位的铸件质量变动的允许值.3机械加工余量:铸件为保证其加工面尺寸和零件精度,应有加工余量,即在铸件工艺设计时预先增加的,而后在机械加工时又被切去的金属层厚度,称为机械加工余量,简称加工余量.代号用MA,由精到粗分为ABCDEFGH和J9个等级。
4铸造收缩率K的定义是K=式中L摸样工作面的尺寸;L铸件尺寸.5起模斜度:为了方便起模,在模样,芯盒的出模方向留有一定斜度,以免损坏砂型或砂芯.这个斜度称为起模斜度.6最小铸出孔及槽.7工艺补正量:因工艺需要在铸件相应非加工面上增加的金属层厚度称为工艺补正量.8分型负数:为了保证铸件尺寸精度,在拟订工艺时,为抵消铸件在分型面部位的增厚,在模样上相应减去的尺寸,称为分型负数.9反变形量:在模样上做出的预变形量.10砂芯负数(砂芯减量):为了保证铸件尺寸准确,将芯盒的长.宽尺寸减去一定量,这个被减去的尺寸称为砂芯负数.11非加工壁厚的负余量:为了保证铸件尺寸的准确性,凡形成非加工壁厚的木模或芯盒内的肋板厚度尺寸应该减小,即小于图样尺寸,所减小的厚度尺寸称为非加工壁厚的负余量.12分芯负数:对于分段制造的长砂芯或分开制造的大砂芯,在接缝处应留出分芯间隙量,即在砂芯的分开面处,将砂芯尺寸减去间隙尺寸,被减去的尺寸称为分芯负数.判断铸件变形方向:铸件冷却缓慢的一侧必定受到拉应力而产生内凹变形;冷却较快的一侧必定受到压应力而产生外凸变形.浇注系统由浇口杯(外浇口)、直浇道、直浇道窝、横浇道和内浇道等部分组成。
铸造工艺图及设计实例汇报人:日期:•铸造工艺图概述•铸造工艺图绘制技巧•铸造工艺图设计实例目录•铸造工艺图优化建议与展望01铸造工艺图概述铸造工艺图是用于描述铸造生产过程中各项工艺参数、设备、材料等信息的图纸。
定义指导铸造生产过程,确保产品质量,提高生产效率,降低生产成本。
作用定义与作用确保图纸上的数据和信息准确无误,符合实际生产情况。
图纸应包含所有必要的工艺参数、设备、材料等信息,不遗漏任何细节。
图纸应清晰易懂,方便操作人员理解和执行。
遵循行业标准和规范,确保图纸的可读性和可操作性。
准确性完整性清晰性标准化确定生产工艺流程根据产品结构和材料,确定铸造生产的工艺流程,包括造型、浇注、冷却、落砂等环节。
绘制铸造工艺图在零件图的基础上,绘制铸造工艺图,包括造型方法、浇注系统、冒口、冷铁、浇口等工艺参数的设计和布置。
输出和归档将审核通过的铸造工艺图输出并归档,以备后续生产和检验使用。
确定产品结构和材料根据产品设计和材料要求,确定铸造产品的结构和材料。
绘制零件图根据产品设计和材料要求,绘制铸造产品的零件图,包括零件的结构、尺寸、材料等信息。
审核和修改对绘制好的铸造工艺图进行审核和修改,确保图纸的准确性和完整性。
01020304050602铸造工艺图绘制技巧零件结构分析分析零件的结构,包括形状、尺寸、壁厚等,以确定铸造工艺的可行性。
铸造工艺性评估根据零件的结构特点,评估铸造工艺的可行性,包括是否能够满足铸造工艺的要求。
根据零件的使用要求和铸造工艺的要求,选择合适的材料。
对所选材料进行性能分析,包括化学成分、力学性能、热处理性能等,以确保材料能够满足使用要求。
材料选择与性能分析材料性能分析材料选择根据零件的结构和铸造工艺的要求,进行模具设计。
模具设计制定模具制造工艺流程,包括模具材料的选择、加工方法、热处理等,以确保模具能够满足使用要求。
制造工艺流程对制造完成的模具进行调试和修正,以确保模具能够满足铸造工艺的要求。
铸造工艺设计:就是根据铸造零件的结构特点,技术要求,生产批量和生产条件等,确定铸造方案和工艺参数,绘制铸造工艺图,编制工艺卡等技术文件的过程。
设计依据:在进行铸造工艺设计前,设计者应掌握生产任务和要求,熟悉工厂和车间的生产条件,这些是铸造工艺设计的基本依据。
设计内容:铸造工艺设计内容的繁简程度,主要决定于批量的大小,生产要求和生产条件。
一般包括下列内容:铸造工艺图,铸件(毛坯)图,铸型装配图(合箱图),工艺卡及操作工艺规程.设计程序: 1 零件的技术条件和结构工艺性分析;2 选择铸造及造型方法;3 确定浇注位置和分型面;4 选用工艺参数;5 设计浇冒口,冷铁和铸肋;6 砂芯设计;7 在完成铸造工艺图的基础上,画出铸件图;8 通常在完成砂箱设计后画出;9 综合整个设计内容.铸造工艺方案的内容:造型,造芯方法和铸型种类的选择,浇注位置及分型面的确定等。
铸件的浇注位置是指浇注时铸件在型内所处的状态和位置。
分型面是指两半铸型相互接触的表面.确定砂芯形状及分盒面选择的基本原则,总的原则是:使造芯到下芯的整个过程方便,铸件内腔尺寸精确,不至造成气孔等缺陷,使芯盒结构简单.1 保证铸件内腔尺寸精度;2 保证操作方便;3 保证铸件壁厚均匀;4 应尽量减少砂芯数目;5 填砂面应宽敞,烘干支撑面是平面;6 砂芯形状适应造型,制型方法.铸造工艺参数通常是指铸型工艺设计时需要确定的某些数据。
1 铸件尺寸公差:是指铸件各部分尺寸允许的极限偏差,它取决于铸造工艺方法等多种因素。
2 主见重量公差定义为以占铸件公称质量的百分率为单位的铸件质量变动的允许值.3 机械加工余量:铸件为保证其加工面尺寸和零件精度,应有加工余量,即在铸件工艺设计时预先增加的,而后在机械加工时又被切去的金属层厚度,称为机械加工余量,简称加工余量。
代号用 MA ,由精到粗分为ABCDEFGH和J 9个等级。
4 铸造收缩率K的定义是 K= 式中L 摸样工作面的尺寸;L 铸件尺寸.5 起模斜度:为了方便起模,在模样,芯盒的出模方向留有一定斜度,以免损坏砂型或砂芯.这个斜度称为起模斜度.6 最小铸出孔及槽.7 工艺补正量:因工艺需要在铸件相应非加工面上增加的金属层厚度称为工艺补正量。
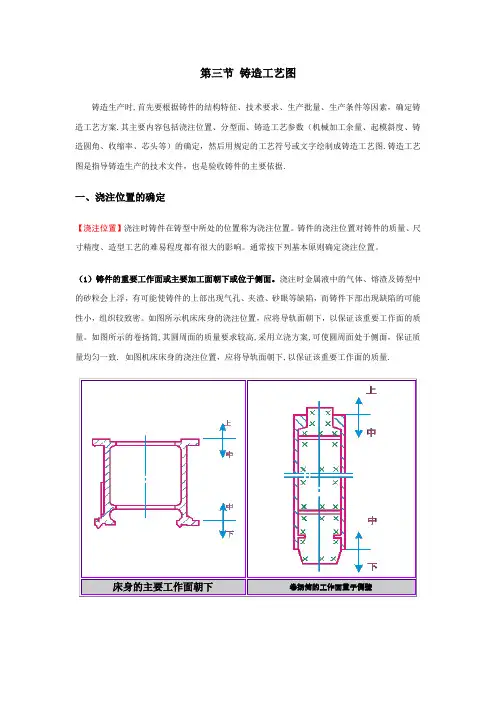
第三节铸造工艺图铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸造工艺方案.其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图.铸造工艺图是指导铸造生产的技术文件,也是验收铸件的主要依据.一、浇注位置的确定【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。
铸件的浇注位置对铸件的质量、尺寸精度、造型工艺的难易程度都有很大的影响。
通常按下列基本原则确定浇注位置。
(1)铸件的重要工作面或主要加工面朝下或位于侧面。
浇注时金属液中的气体、熔渣及铸型中的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能性小,组织较致密。
如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量。
如图所示的卷扬筒,其圆周面的质量要求较高,采用立浇方案,可使圆周面处于侧面,保证质量均匀一致. 如图机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质量.床身的主要工作面朝下卷扬筒的工作面置于侧壁(2)铸件的大平面朝下或倾斜浇注。
由于浇注时炽热的金属液对铸型的上部有强烈的热辐射,引起顶面型砂膨胀拱起甚至开裂,使大平面出现夹砂、砂眼等缺陷。
大平面朝下或采用倾斜浇注的方法可避免大平面产生铸造缺陷。
下图为平板铸件的浇注位置。
大平面朝下(3)铸件的薄壁朝下、侧立或倾斜。
为防止铸件的薄壁部位产生冷隔、浇不到缺陷,应将面积较大的薄壁置于铸件的下部,或使其处于侧壁或倾斜位置,如图所示.薄壁铸件的浇注位置(4)铸件的厚大部分应放在顶部或在分型面的侧面。
主要目的是便于在厚处安放冒口进行补缩,如图阀体的冒口补缩和图卷扬筒的重要面位于侧面所示.二、分型面的选择【分型面】是铸型组元间的接合面。
为便于起模,一般分型面选择在铸件的最大截面处.分型面的选定应保证起模方便、简化铸造工艺、保证铸件的质量.确定分型面应遵循如下原则。
铸造工艺模型立体图制作陈设室的模型大致分类,分别为砂箱模型,模底板模型,芯盒模型,铸造工艺模型,芯头模型,浇注系统模型一.整理陈设室陈设室专门久没有进行清洁了,不管柜子上依旧模型上都积攒了许多灰尘.为了之后进行模型制图和新柜子的高计,我们需要将所有模型从柜子里面取出,进行分类整理,同时还要进行清洁。
将模型从柜子里取出后先是凌乱地摆放到桌子和地上,然后一件一件开始清洗。
有些形状复杂的模型清洗起来十分困难,而且其中几个木制的模型更是只能用布小心擦拭以防受潮。
将模型清洗完后开始分类,但发觉许多模型都已损坏,因此在分类前我们将模型中差不多损坏地先堆放到一边,再将完好的模型进行区分。
正式开始分类时才发觉有些模型没有名称,有些还好,从外观能够看出其功用和类型,但有些就无法确认了,因此我们将那些没有名字又看不出用途的模型放置一边,将剩下的进行细分。
最后我们将模型分为了以下几类:工装模型(包括砂箱模型和模底板模型)、铸件工艺模型、铸件设计参考模型、金属型铸造系列模型、浇注系统模型、芯盒模型、砂芯模型。
还有几个独立的模型不属于上述任何一类。
二.绘制三维立体图我们的任务要紧是绘制三维立体图形,用的是PROE软件,proe 是美国PTC公司旗下的产品Pro/Engineer软件的简称。
Pro/E(Pro/Engineer操作软件)是美国参数技术公司(Parametric Technology Corporation,简称PTC)的重要产品。
是一款集CAD/CAM/CAE功能一体化的综合性三维软件,在目前的三维造型软件领域中占有着重要地位,并作为当今世界机械CAD/CAE/CAM领域的新标准而得到业界的认可和推广,是现今最成功的CAD/CAM软件之一。
尽管之前学过那个软件,但由于有一段时刻没有接触,对那个软件有些生孰了,再次打开那个软件时第一要做的是重新熟悉那个软件的界面和各个命令,以便之后绘图。
PROE的界面有些复杂,有操纵坐标轴、坐标面、转动操纵的开关,也有常用工具的陈设,还有最差不多的文件编辑栏,因此,要紧的是绘图框部分,只是只有进入草绘命令时才能够在绘图框内绘图,否帽只能观看图形的立体结构。
铸造工艺图1. 简介铸造工艺图是指在铸造过程中用来表示工艺流程、工艺参数和工艺要求的一种图形化表示方式。
它用于指导铸造工艺人员正确执行铸造操作,确保生产过程的稳定性和产品的质量。
2. 构成要素铸造工艺图主要由以下几个要素组成:2.1. 工艺流程图工艺流程图是铸造工艺图的主要组成部分,它用来表示铸造过程中各个工艺环节的顺序和依赖关系。
通常采用流程图的形式,用图形和箭头表示各个环节及其之间的连接关系。
工艺流程图可以帮助工艺人员清晰地了解整个铸造过程,从而能够有序地进行操作。
2.2. 工艺参数表工艺参数表用来记录每个工艺环节的相关参数,包括温度、压力、速度等。
这些参数直接影响到铸造过程的稳定性和产品的质量。
工艺参数表可以帮助工艺人员准确地控制每个环节的参数,以达到预期的效果。
2.3. 工艺要求说明工艺要求说明是对每个工艺环节的要求进行详细描述,包括操作规程、注意事项和质量标准等。
工艺要求说明可以帮助工艺人员正确理解和遵守相关要求,确保生产过程的合规性和产品的质量。
3. 编制方法编制铸造工艺图一般需要按照以下步骤进行:3.1. 收集资料收集与铸造工艺相关的资料和数据,包括产品设计图纸、工艺标准和工艺工程师的指导意见等。
这些资料是编制铸造工艺图的基础,有助于准确地描述工艺流程和要素。
3.2. 绘制流程图根据收集到的资料和数据,绘制工艺流程图。
在绘制过程中要考虑各个环节之间的逻辑关系和依赖关系,确保流程图能够清晰地表示整个铸造过程的顺序和要素。
3.3. 填写参数表和要求说明在绘制工艺流程图的同时,填写对应的工艺参数表和工艺要求说明。
工艺参数表要准确记录每个环节的相关参数,工艺要求说明要详细描述每个环节的要求和标准。
3.4. 审核和调整完成铸造工艺图后,需要由工艺工程师进行审核和调整。
工艺工程师要仔细检查每个环节的参数和要求是否准确无误,并根据实际情况进行调整和优化。
4. 应用与效益铸造工艺图的应用可以带来以下几个方面的效益:4.1. 提高生产效率铸造工艺图能够对整个铸造过程进行规范化管理,减少因操作不规范而导致的错误和返工。
绘制铸造工艺图的程序和注意事项
1)根据产品图及技术条件、产品的批量及需用日期,结合工厂实际条件选择铸造方法。
2)绘出砂芯形状、砂芯分块线(包括分芯负数)、芯头间隙、压紧环和防压环、积砂槽,标出有关尺寸和砂芯负数,必要时设计芯骨形状、尺寸和吃砂量。
3)绘出浇注系统、冒口的位置、形状、尺寸和数量,同铸试样的形状、位置和尺寸。
4)标出浇注位置和分型面。
5)绘出各视图上的加工余量及不铸孔、沟槽等工艺符号。
6)分析铸件的结构工艺性,判断缺陷倾向,提出结构改进意见和确定铸件凝固原则。
7)标出与分型面垂直壁的起模斜度。
18)模样的分型负数,分模面及活块形状,反变形量的大小和位置、形状、非加工壁厚的负余量,工艺补正量的加设位置和尺寸等。
9)画出分盒面,填砂(射砂)方向,砂芯出气方向,起吊方向等符号。
10)冷铁和铸筋的位置、形状、尺寸和数量,固定组合方法及冷铁留缝大小等。
11)大型铸件的吊柄,某些零件上所加的机械加工用夹头或加工基准台面等。
此外,有的铸造工艺图尚需说明:浇注要求,压铁重,冒口切割残留量,冷却保温处理方式,拉筋处理要求,退火要求等。
二.注意事项
1)凡是能在某一视图或剖视图上表示清楚即可的工艺内容,不必在每个视图上都反应出所有工艺符号,以免符号遍布图纸、相互重叠。
2)单件小批产品,甚至在某些成批生产的工厂中,铸造工艺图是在产品图上绘制的,直接用于指导生产。
3)相同尺寸的铸造圆角、等角度的起模斜度,图形上可不标注,只写在技术条件中。
4)所标注的各种工艺尺寸或数据,不要盖住产品图上的数据,应方便工人操作,符合工厂的实际条件。
5)砂芯边界线,如果和零件线或加工余量线、冷铁线等重合时,则可省去砂芯边界线。
6)加工余量的尺寸,如果顶面、内孔和底、侧面数值相同,图面上不标注尺寸,可填写在图纸背面的“模样工艺卡”中,也可写在技术条件中。
7)在剖面图中,砂芯线和加工余量线的相互关系处理上,不同工厂有不同做法。