弯曲成形工艺 PPT
- 格式:ppt
- 大小:15.83 MB
- 文档页数:30


弯曲成形工艺
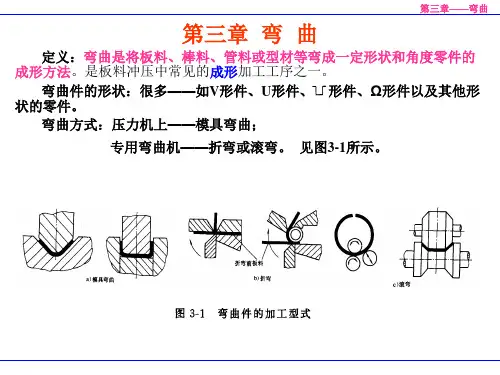
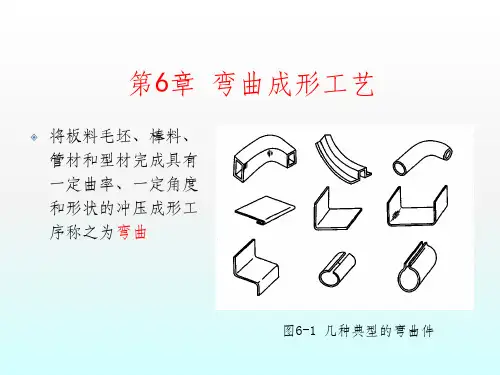
弯曲成形工艺是一种机械加工工艺,可以将圆钢、方钢、不锈钢等材料的直线材料变形成各种曲线。
它的特点是采用机械装置,在完全固定的模具内进行压力作用,使原来的直线变为曲线,从而制成所需要的弯曲零件。
弯曲成形工艺的过程主要由三步组成:
一、准备工序:选择合适的材料和规格,清理边角,锉平,起点钻孔;
二、弯曲工序:将材料放入机床模具中,并进行弯曲成形;
三、检测工序:检查成形后的零件,是否符合设计要求,如果不符合,则重新进行成形。
弯曲成形工艺的优点有以下几点:
1、成形效率高,可以大大提高生产效率。
2、能够制造出更复杂的零件,它可以根据设计要求,制作出各种复杂的曲线零件,满足不同需求。
3、节省原料,因为材料可以经过压力处理后变为曲线,可以节省原材料和加工时间。
4、零件可重复使用,对于一些重复使用的零件,可以通过弯曲成形技术,节省费用。
5、成形精度高,可以保证弯曲成形的零件精度,从而提高成品的质量。
弯曲成形工艺的应用十分广泛,并且在汽车行业,航空航天行业,电子行业等都有广泛的应用。
可以制作出大小不一,复杂性不同的零件,用于多种产品的制造。