plc触摸屏型号
- 格式:xls
- 大小:13.00 KB
- 文档页数:1

SAH3-PLC触摸屏控制系统高速电脑分切机系统版本 Ver6.0用户手册瑞安市中信电子设备厂地址:瑞安市经济开发区电话:*************传真:*************网址: E-mail:hhgk@一、概述SAH3型PLC触摸屏控制系统是我厂专门开发用于高速高精度控制的数控产品。
由高速专用运动控制PLC和高清多彩触摸屏组成。
操作直观简便,广泛适用于各种型号的机器。
二、控制器面板开机画面●按中文按钮进入中文菜单,按英文按钮进入英文菜单主画面显示数据说明计米0-9999.99米显示机器当前分切的米数设定0-9999.99米设定机器的分切米数,=0时机器手动停机速度0-999米/分显示机器当前的工作速度设定0-999米/分设定机器的工作速度实时卷径0-9999米当前的收(放)卷轴直径实时张力0-9999.9N.m 当前的工作张力指示灯2 主机主机的工作状态按键说明清零清除机器工作累计的米数手动→定速手动可以用上下键,转换为定速后速度会渐渐的到设定的最大值计米器计米器的工作开关机器的工作速度微调(向上)(按时关闭定速转为手动)机器的工作速度微调(向下)(按时关闭定速转为手动)参数设置进入下页的参数设置画面张力进入张力设置画面纠偏进入纠偏设置画面径复①复位收卷卷轴的初始直径径复③复位放卷卷轴的初始直径风机风机电机的开关运行机器主机运行(机器会预报警3秒)停止机器主机停止参数说明最小值最大值初始值单位第一层参数加速时间主机开机到最高速的加减速时间0 9.9 3 秒胶辊周长机器计米棍的周长0 0.999 0.200 米主机最高速度主机工作的最高速度0 999 300 米/分主机低速主机工作的最低速度(防止变频器保护)0 999 10 米/分编码器脉冲计米棍脉冲数 1 30 1张力补偿关机时增大张力以达制动的效果(0时为原值0 300 0 % 补偿时间关机时增大张力的时间。
0 999.9 0 S 额定磁粉使用张力实际的大小0 999.9 50 N.m 密码下层菜单的密码(正确后按进入)无9999 无参数 说明最小值 最大值 初始值 单位 总共3组张力系统,可以单独工作设定张力 设定工作的张力实时张力当前的工作张力当前组的张力开关设定张力向上微调 设定张力向下微调张力方式①手动②递增(卷径越大张力越大) ③递增(卷径越大张力越大)材料厚度 分切的材料厚度0 3.0000.080 mm 当前卷径 收(放)卷轴的当前卷径1 1000 90 初始张力 收(放)卷轴的初始卷径最大卷径 收卷轴的最大卷径1 1000 800 mm 最小卷径 放卷轴的最小卷径当前张力 当前运行磁粉的大小初始张力 初始磁粉的大小(为最小或最大值)最大张力 收卷的磁粉最大值1 600.0 50.0 N.m 最小张力 放卷的磁粉最小值锥度系数 实时张力与设定张力的起步比例系数例如设定张力是30 系数是50%,那么最小实时张力是15 最大实时张力是300 200100% 工作模式收卷 放卷纠偏画面指示灯1 正常⇔故障纠偏的极限状态指示灯2 左转同步电机的工作状态(纠偏)指示灯3 右转同步电机的工作状态(纠偏)手动⇔自动纠偏的工作状态单眼⇔双眼纠偏的电眼工作方式正极⇔负极纠偏的电眼极性选择左转纠偏同步电机手动左转右转纠偏同步电机手动右转纠偏速度纠偏单电眼工作方式时的反应速度,0最快0 9 0 档三、安装尺寸204mmSCH-1定长控制器 (面板)150mm138mm192mm开孔尺寸:SC H-1/S CH-2:192mm W x 138mm H四、接线图B E EM 1C O M220V220V 速度上升R X -D +R X +D -~220V 24V0VF G开关电源霍尔开关C 2123456789D A C 模块霍尔开关8路放大板0V 24V X 0X 1X 2X 3X 4X 5X 6X 70V 24V Y 0Y 1Y 2Y 3Y 4Y 5Y 6Y 7电眼R 6霍尔开关123456789电眼霍尔开关同步电机蜂鸣器220V220VS AC O MS CS BS DX 1X 2X 3L 1X 0SAH3-PLCV +V -X 8X 910X 7L 2X 4X 5X 6F G Y 8Y 7M L +111213Y 0U -U +Y 2Y 1Y 6Y 5Y 3通讯Y 4B-扩展口A+A-B+24V T P C 6072触摸屏弱点地蜂鸣器风机纠偏功率板主机C O M 1F G 0V 速度下降收料卷径复位停止运行纠偏右电眼纠偏左电眼上收料轴张力计米霍尔Y 2放料卷径复位纠偏右限位纠偏左限位下收料轴张力S A H 3-P L CT P C 6072F G扩展口M 2220V 220VY 1V C C放料轴张力S D S B S A S C C O M 24V 0V 0V -5V下收料张力上收料张力放料张力主机模拟量。

欧姆龙CP1E系列PLC怎么与威纶通触摸屏通迅(组态软件EB8000)
欧姆龙CP1L与威纶通触摸屏MT6070IK通讯接口在哪
CP1L要在选件板接口处安装CP1W-CIF01(RS232通讯模块)才可以与人机进行通讯。
MT6070I有两个接口,都可以使用,但接线方法不一样,而且两个接口一个是9pin公头,另外一个是9pin母头,参看PLC 连接手册可以找到你想要的。
PLC连接手册在人机WEINVIEW软件的帮助里面有的。
OMRON cp1e 与威纶通触摸屏MT6070iH连接无响应
PLC中不需要写通讯程序。
CP1E与触摸屏连接,首先两者通讯协议以及通讯格式要设定一致。
然后触摸屏的显示都是在触摸屏程序中编写,PLC程序中加入触摸屏控制字程序部分就可以
如何通过触摸屏给欧姆龙plc(CP1E)的时间继电器给设定值触摸屏也是欧姆龙的。
怎么写。
触摸屏怎么设置。
用D(DM)存储器赋值,TIM 001 D0,在触摸屏输入D0值就可以了。
各位好,小弟碰到了上述问题,而且连接上的时候,触摸屏上老是显示"PLC NO Response",像秒脉冲一样在闪烁;我已经把通讯比特率设置的比较高了,还有欧姆龙程序这边也设置成“监控”模式,还是不行;
跪求指教
那说明plc和触摸屏没连接上,意思是PLC无响应。
你检查PLC程序里的参数和触摸屏对PLC的通讯参数,必须是一致的。
TK6070软件用最新版本编译下载,应该就OK了。
我客户也遇到过这个问题。
郎汉德PLC触摸屏一体机(4.3寸)产品说明书文件版本:V1.0.0目录1.产品简介 (3)2.参数详情 (3)2.1.电气参数 (3)2.2.PLC编程电缆参数 (4)2.3.选型表 (6)2.4.拨码状态 (7)2.5.接线图 (8)2.5.1.晶体管输出型号引脚定义 (8)2.5.2.继电器输出型号引脚定义 (10)2.6.PLC地址 (11)2.6.1.PLC地址使用情况 (11)2.6.2.特殊寄存器和位 (12)2.7.模拟量转换 (16)2.8.兼容三菱指令 (17)3.通信使用 (21)3.1.串口通信配置 (21)3.2.一体机内部PLC与HMI通讯(COM2) (22)3.2.1.使用FX3U协议内部通讯 (22)3.2.2.使用Modbus RTU内部通讯 (25)3.3.串口通信发送与接收数据的应用(COM4) (27)3.3.1.PLC做为Modbus从站通信 (27)3.3.2.串口自由通信协议ADPRW指令使用 (28)3.3.3.Modbus主站通信协议ADPRW指令使用 (31)4.售后 (33)4.1.联系方式 (33)4.2.免责声明 (33)1.产品简介本产品为PLC触摸屏一体机。
PLC支持3U编程风格;HMI组态图库丰富。
2.参数详情2.1.电气参数类别项目参数电气环境供电电源额定24V,12-32V宽压输入范围;内部与外供电电气隔离工作温度0~55°C湿度5%-95%RH(非结露)抗干扰性峰值:1500vp-p;幅度1uS;上升时间:30ms;周期30-100HZ抗震动符合IEC61121-2标准电气隔离性能通讯隔离性通讯口均与内部隔离电源隔离性内部5V、15V之间隔离;与24V输入隔离数字量量输入导通状态高于DC15V,2.5mA 关断状态低于DC7V,1mA晶体管输出响应时间ON->OFF20us以内OFF->ON50us以内输出电压范围DC5V~30V额定输出负载0.75A@DC24V继电器输出响应时间10ms以内输出电压范围DC5V-30或AC5V~250V 额定输出电压DC24V/2A或AC220V/2.0A 使用寿命机械1千万次电气10万次(额定负载)模拟量输出输出范围电压输出0~10V 电流输出0~20mA模拟量输入输入范围电流输入0-20mA或4-20mA电压输入0-10V运动控制脉冲输出速度可达200KHZ 计数输入速度可200K以上2.2.PLC编程电缆参数一体机的PLC部分,对应的编程口为RS232通信。
威纶通触摸屏MT8150iE与三菱L06CPU以太网通讯设置威纶通触摸屏MT8150iE自带以太网接口,三菱L06CPU也自带有内置以太网接口,两者之间通过以太网通讯,简单、方便、速度快。
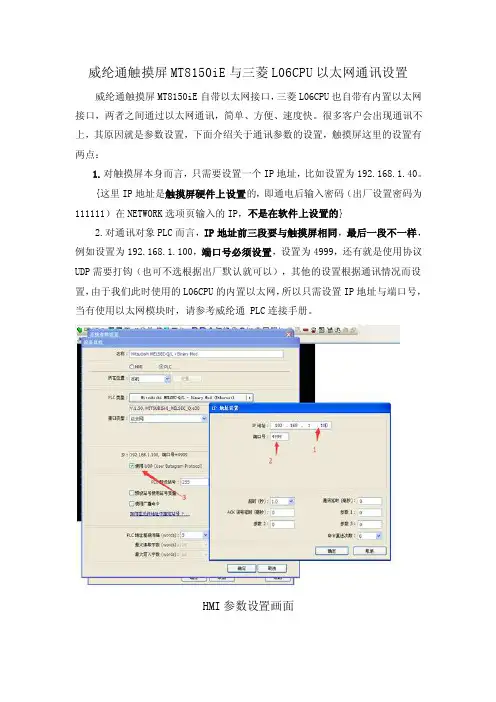
很多客户会出现通讯不上,其原因就是参数设置,下面介绍关于通讯参数的设置,触摸屏这里的设置有两点:1.对触摸屏本身而言,只需要设置一个IP地址,比如设置为192.168.1.40。
{这里IP地址是触摸屏硬件上设置的,即通电后输入密码(出厂设置密码为111111)在NETWORK选项页输入的IP,不是在软件上设置的}2.对通讯对象PLC而言,IP地址前三段要与触摸屏相同,最后一段不一样,例如设置为192.168.1.100,端口号必须设置,设置为4999,还有就是使用协议UDP需要打钩(也可不选根据出厂默认就可以),其他的设置根据通讯情况而设置,由于我们此时使用的L06CPU的内置以太网,所以只需设置IP地址与端口号,当有使用以太网模块时,请参考威纶通 PLC连接手册。
HMI参数设置画面L06CPU的参数设置,只针对自身设置,1、IP地址设置与触摸屏那里一样192.168.1.100,2、协议选择UDP、打开方式选择MC协议、然后就是端口号设置为4999三菱L06CPU在GX WORKS2中的参数设置画面注意:1、HMI设置触摸屏软件中选择的PLC型号要与实际应用的型号一致,IP 地址也要一样,与触摸屏的地址前三位一样,最后以为不一样。
例如:IP地址192.168.1.__。
特别注意:这个型号的触摸屏以太网通讯有个BUG,IP地址第三位最好设为1,本人测试时设为3通讯失败。
例如上例。
2、通讯的网线要专用的,直接连接需要专用的跳线网线,可以根据威纶通HMI-PLC连接手册相应的产品型号制作;通过集线器连接PLC的一般的网线即可,保证一一对应关系。
威纶通MT8150IE与三菱L06CPU以太网通讯网络线规格:直连网络线 (跳接网络线):透过集线器:。
欧姆龙PLC与触摸屏 (eview-4300C MCGS-TP7062KS)通讯说明书浙江亚龙教育装备股份有限公司目 录一、欧姆龙PLC与MCGS触摸屏通信说明 (3)(一)通信简介 (3)(二)MCGS屏和PLC参数设置: (3)1.MCGS软件设置 (3)2.PLC参数设置: (5)二、欧姆龙PLC与EVIEW触摸屏通信说明 (6)(一)通信简介: (6)(二)EVIEW屏和PLC参数设置: (6)1.MCGS软件设置 (6)2.P LC参数设置: (7)一、欧姆龙PLC与MCGS触摸屏通信说明(一)通信简介欧姆龙PLC类型为CPM2AH,外加CPM1—CIF01模块。
本机的串口与PC进行通讯,外加的模块与触摸屏进行通讯。
通信线缆都选择欧姆龙通讯线。
(二)MCGS屏和PLC参数设置:1.MCGS软件设置组态硬件:打开设备工具箱如下:点击设备管理如下:选定扩展OmronHostLink,双击添加到右侧选定设备目录下。
在设备窗口中添加,通用串口父设备和设备1欧姆龙扩展OmronHostLink。
修改通用串口父设备参数,设置如下,串口端号选择,COM1;●通信波特率:9600;●数据位数:7位;●停止位位数:1位;●数据校验方式:偶校验。
2.PLC参数设置:选择设置外围端口●通信设置:标准(9600:1、7、2、E)●模式:Host link●其他的选择默认参数修改完成,EVIEW触摸屏就可以通过外加模块和欧姆龙PLC通信了。
具体数据结合235A设备。
二、欧姆龙PLC与EVIEW触摸屏通信说明 (一)通信简介:欧姆龙PLC类型为CPM2AH,外加CPM1—CIF01模块。
本机的串口与PC进行通讯,外加的模块与触摸屏进行通讯。
通信线缆都选择欧姆龙通讯线。
(二)EVIEW屏和PLC参数设置:1.MCGS软件设置组态硬件:●触摸屏类型:MT4300C●PLC类型:欧姆龙CPM1AH CPM2AH系列●端口号同时选择COM0●PLC站号选择默认为0触摸屏参数设置:●串口选择:串口0.●通讯类型:RS232●波特率:9600●数据位:7●奇偶校验:偶校验●停止位:2位2.PLC参数设置:选择设置外围端口●通信设置:标准(9600:1、7、2、E)●模式:Host link●其他的选择默认参数修改完成,EVIEW触摸屏就可以通过外加模块和欧姆龙PLC通信了。
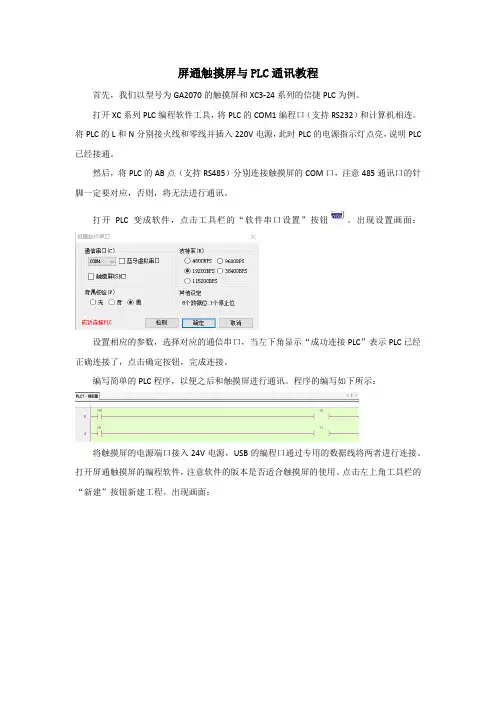
屏通触摸屏与PLC通讯教程首先,我们以型号为GA2070的触摸屏和XC3-24系列的信捷PLC为例。
打开XC系列PLC编程软件工具,将PLC的COM1编程口(支持RS232)和计算机相连。
将PLC的L和N分别接火线和零线并插入220V电源,此时PLC的电源指示灯点亮,说明PLC 已经接通。
然后,将PLC的AB点(支持RS485)分别连接触摸屏的COM口,注意485通讯口的针脚一定要对应,否则,将无法进行通讯。
打开PLC变成软件,点击工具栏的“软件串口设置”按钮。
出现设置画面:设置相应的参数,选择对应的通信串口,当左下角显示“成功连接PLC”表示PLC已经正确连接了,点击确定按钮,完成连接。
编写简单的PLC程序,以便之后和触摸屏进行通讯。
程序的编写如下所示:将触摸屏的电源端口接入24V电源,USB的编程口通过专用的数据线将两者进行连接。
打开屏通触摸屏的编程软件,注意软件的版本是否适合触摸屏的使用。
点击左上角工具栏的“新建”按钮新建工程。
出现画面:填写相应的选项点击“下一步”按钮。
出现画面:选择相应的人机型号,然后单击下一步按钮,出现:设置我们所要连接的PLC品牌和型号,选择相应的连接口,点击下一步按钮。
出现参数设置画面:设置相应的参数,注意要和PLC的参数设置保持一致,否则将导致通讯发生错误。
当参数都设置完成以后,我们就可以写触摸屏程序了,在编程界面画两个位按钮,双击按钮,出现按钮的属性设置界面:写入地址与之前PLC的辅助继电器的地址保持一直,注意连接方式选择“连接一”。
确认好了之后,点击工具栏的“产生触摸屏运行数据”按钮,完成之后立即下载到触摸屏,完成触摸屏的编程。
接下来,通过点击触摸屏的按钮,我们就可以控制PLC辅助继电器的触点,从而实现对PLC的控制,通讯的目的也就达到了。
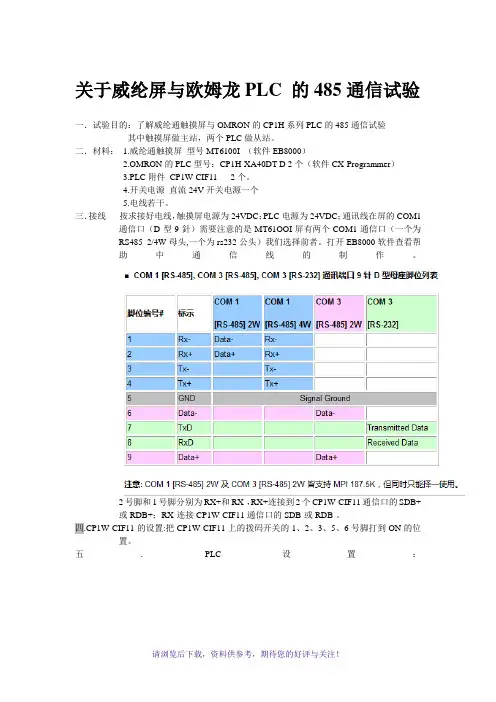
关于威纶屏与欧姆龙PLC 的485通信试验一.试验目的:了解威纶通触摸屏与OMRON的CP1H系列PLC的485通信试验其中触摸屏做主站,两个PLC做从站。
二.材料:1.威纶通触摸屏型号MT6100I (软件EB8000)2.OMRON的PLC型号:CP1H-XA40DT-D 2个(软件CX-Programmer)3.PLC附件CP1W-CIF11 2个。
4.开关电源直流24V开关电源一个5.电线若干。
三.接线按求接好电线,触摸屏电源为24VDC;PLC电源为24VDC;通讯线在屏的COM1通信口(D型9針)需要注意的是MT61OOI屏有两个COM1通信口(一个为RS485 2/4W母头,一个为rs232公头)我们选择前者。
打开EB8000软件查看帮助中通信线的制作。
2号脚和1号脚分别为RX+和RX-,RX+连接到2个CP1W-CIF11通信口的SDB+或RDB+;RX-连接CP1W-CIF11通信口的SDB-或RDB-。
四.CP1W-CIF11的设置:把CP1W-CIF11上的拨码开关的1、2、3、5、6号脚打到ON的位置。
五.PLC设置:其中模式应选择Host link, 波特率,通信位数,停止位,校验方式等应与触摸屏设置一致。
单元号即为站号。
两个PLC设置不能一样。
我这里一个为1,一个为2。
(因为PLC有两个通信端口,所以设置时应视选择的端口来设置串口1还是串口2)。
六.PLC程序,因为是试验,所以写了一个简单的启动与停止程序。
程序写好后下载到PLC中在下载时一定要记得把设置也下载到PLC中,完成后把PLC断电重启,七.触摸屏程序:打开编程软件EB8000,新建一个文件,在系统参数设置中新增一个设备(多个PLC在同一485网络下不要多次新增设备,否则会报COM1端口已被占用。
),在PLC类型中选择OMRON CJ/CS/CP ;接口类型中选择RS485 2W;COM设置见下图,设置完成后点确定.然后在屏幕创建四个位元件.请注意,在地址栏中一个为W1#0.00,一个为W2#0.00分别对应站号为1的PLC的W0.00位和站号为2的PLC的W0.00位依次建立四个按键分别为第一个PLC启动,第一个PLC停止,第二个PLC启动,第二个PLC停止,完成后保存再编译,然后下载到触摸中.八.实验:有触摸屏上按下第一个PLC启动,电脑监控第一个PLC程序发现W1.00有输出,按下第一个PLC停止,W1.00停止输出.然后监控第二个PLC程序,程序运行正确.至此,实验完成了一个触摸屏与两个PLC之间的485通讯完全正确.可以正常使用.。
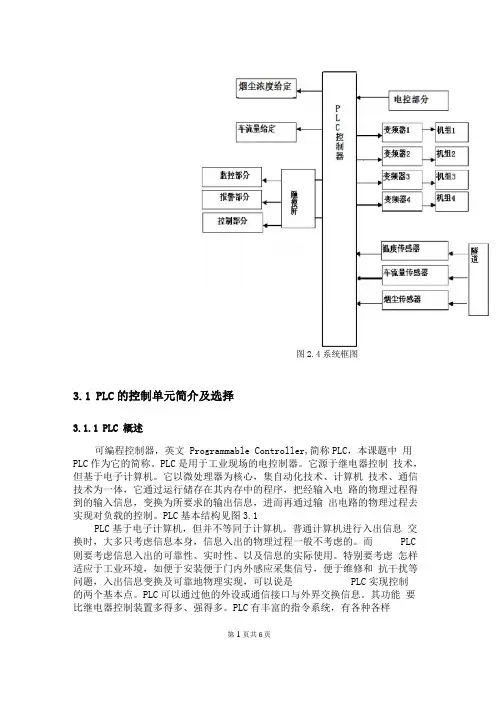
图2.4系统框图3.1PLC的控制单元简介及选择3.1.1PLC 概述可编程控制器,英文 Programmable Controller,简称PLC,本课题中用PLC作为它的简称。
PLC是用于工业现场的电控制器。
它源于继电器控制技术,但基于电子计算机。
它以微处理器为核心,集自动化技术、计算机技术、通信技术为一体,它通过运行储存在其内存中的程序,把经输入电路的物理过程得到的输入信息,变换为所要求的输出信息,进而再通过输出电路的物理过程去实现对负载的控制。
PLC基本结构见图3.1PLC基于电子计算机,但并不等同于计算机。
普通计算机进行入出信息交换时,大多只考虑信息本身,信息入出的物理过程一般不考虑的。
而PLC 则要考虑信息入出的可靠性、实时性、以及信息的实际使用。
特别要考虑怎样适应于工业环境,如便于安装便于门内外感应采集信号,便于维修和抗干扰等问题,入出信息变换及可靠地物理实现,可以说是PLC实现控制的两个基本点。
PLC可以通过他的外设或通信接口与外界交换信息。
其功能要比继电器控制装置多得多、强得多。
PLC有丰富的指令系统,有各种各样第1页共6页的I/O接口、通信接口,有大容量的内存,有可靠的自身监控系统,因而具有以下基本功能:1逻辑处理功能;2数据运算功能;3准确定时功能;4高速计数功能;5中断处理(可以实现各种内外中断)功能;6程序与数据存储功能;7联网通信功能;8自检测、自诊断功能。
可以说,凡普通小型计算机能实现的功能,PLC几乎都可以做到。
像PLC 这样,集丰富功能于一身,是别的电控制器所没有的,更是传统的继电器控制电路所无法比拟的。
丰富的功能为PLC的广泛应用提供了可能,同时,也为自动门行业的远程化、信息化、智能化创造了条件。
PLC与其它典型控制系统的区别:继电器控制系统虽有较好的抗干扰能力,但使用了大量的机械触点。
是设备连线复杂,且触点在开闭时易受电弧的损害,寿命短,系统可靠性差。
a控制逻辑继电器控制逻辑采用硬件接线逻辑,利用继电器机械触点的串联或并联,及时间继电器等组合成控制逻辑,其接线多而复杂、体积大、功耗大、故障率高,一旦系统构成后,想在改变或增加功能都很困难。
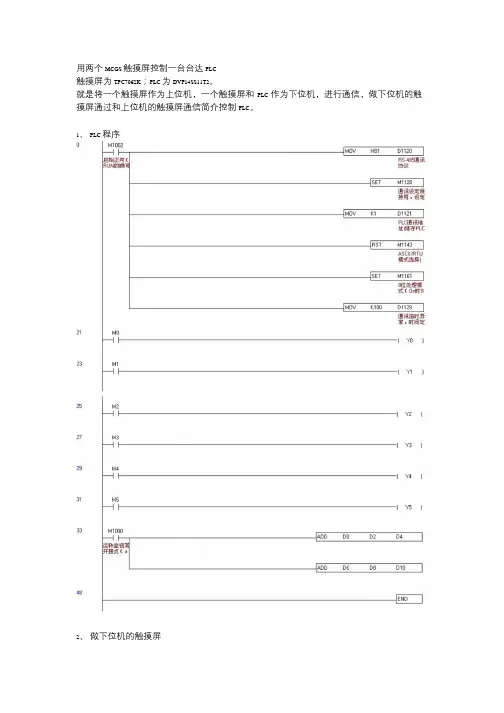
用两个MCGS 触摸屏控制一台台达PLC
触摸屏为TPC7062K;PLC 为DVP14SS11T2。
就是将一个触摸屏作为上位机,一个触摸屏和PLC 作为下位机,进行通信,做下位机的触摸屏通过和上位机的触摸屏通信简介控制PLC。
1、PLC 程序
2、做下位机的触摸屏
(1)新建变量
(2)添加串口通信
(3)串口父设备属性
(4)串口数据转发设备属性
(5)建立新画面
(6)插入元件——指示灯,设置指示灯属性。
指示灯变量由左向右依次为Y0,Y1,Y2,Y3,Y4,Y4。
按钮控制变量由左向右依次为M0,M1,M2,M3,M4,M5。
(7)按钮属性
(8)标签属性
(9)输入框属性
3、做上位机的触摸屏(1)新建变量
(2)添加串口设备
(3)串口父设备属性
(4)台达PLC 属性
(5)莫迪康modbus 属性
(6)新建画面
指示灯和按钮的属性均和下位机触摸屏的一样。
输入框的变量为D0 和D6。
标签的变量依次为D2、D4、D8、D10。
实际运行画面。
关于威纶屏与欧姆龙PLC的485通信试验一.试验目的:了解威纶通触摸屏与OMRON的CP1H系列PLC的485通信试验其中触摸屏做主站,两个PLC做从站。
二.材料:1.威纶通触摸屏型号MT6100I(软件EB8000)2.OMRON的PLC型号:CP1H-XA40DT-D2个(软件CX-Programmer)3.PLC附件CP1W-CIF112个。
4.开关电源直流24V开关电源一个5.电线若干。
三.接线按求接好电线,触摸屏电源为24VDC;PLC电源为24VDC;通讯线在屏的COM1通信口(D型9针)需要注意的是MT61OOI屏有两个COM1通信口(一个为RS4852/4W母头,一个为rs232公头)我们选择前者。
打开EB8000软件查看帮助中通信线的制作。
2号脚和1号脚分别为RX+和RX-,RX+连接到2个CP1W-CIF11通信口的SDB+或RDB+;RX-连接CP1W-CIF11通信口的SDB-或RDB-。
四.CP1W-CIF11的设置:把CP1W-CIF11上的拨码开关的1、2、3、5、6号脚打到ON的位置。
五.PLC设置:其中模式应选择Hostlink,波特率,通信位数,停止位,校验方式等应与触摸屏设置一致。
单元号即为站号。
两个PLC设置不能一样。
我这里一个为1,一个为2。
(因为PLC有两个通信端口,所以设置时应视选择的端口来设置串口1还是串口2)。
六.PLC程序,因为是试验,所以写了一个简单的启动与停止程序。
程序写好后下载到PLC中在下载时一定要记得把设置也下载到PLC中,完成后把PLC断电重启,七.触摸屏程序:打开编程软件EB8000,新建一个文件,在系统参数设置中新增一个设备(多个PLC在同一485网络下不要多次新增设备,否则会报COM1端口已被占用。
),在PLC类型中选择OMRONCJ/CS/CP;接口类型中选择RS4852W;COM设置见下图,设置完成后点确定.然后在屏幕创建四个位元件.请注意,在地址栏中一个为W1#0.00,一个为W2#0.00分别对应站号为1的PLC的W0.00位和站号为2的PLC 的W0.00位依次建立四个按键分别为第一个PLC启动,第一个PLC停止,第二个PLC启动,第二个PLC停止,完成后保存再编译,然后下载到触摸中.八.实验:有触摸屏上按下第一个PLC启动,电脑监控第一个PLC程序发现W1.00有输出,按下第一个PLC停止,W1.00停止输出.然后监控第二个PLC程序,程序运行正确.至此,实验完成了一个触摸屏与两个PLC之间的485通讯完全正确.可以正常使用.。
三菱PLC用FX3U-485-BD与威纶TK6071iP触摸屏通讯
RS485通讯分四线接法(RS485-4W)和两线接法(RS485-2W),下面内容就四线接法和两线接法进行说明
1、通讯线制作
首先看清楚三菱FX3U-458-BD通讯模块上端子和威纶TK6071iP COM口的针脚定义
通过查询威纶TK6071iP的通讯端口针脚定义可以知道它的485通讯口都在COM2。
依据以上定义,则四线接法和两线接法分别如下
四线接法
两线接法
2、触摸屏设置
打开EasyBuilder Pro软件→新建项目→选择触摸屏型号TK6071iP,点击确定。
打开系统设置→设备列表→新增,然后弹出设备属性窗口,PLC类型选择Mitsubishi FX232/485BD,接口类型选择RS-485 4W(如果是两线接法则选择RS-485 2W)
COM口设置如下
设置好的后如下
3、P LC设置
新建一个FX3U系列PLC文件,打开参数设置→PLC参数→PLC系统设置(2)
注意这里的传送控制步骤选择“格式1(无CR,LF)”和触摸屏的传输控制程序选择“Form1”对应,站号设置01对应触摸屏的PLC预设站号1。
对于站号设置未必一定要设置01/1,只要PLC和触摸屏的设置要对得上就OK。
PLC设置好后要给予重新上电方可生效。
触摸屏型号:TK6102iPLC型号:EC20-2012BRA连接方式1:RS485-2W硬件连接:TK6102i上有个通讯连接插座分别为D型9孔(母头)插座和D 型9针(公头)插座,使用2芯双绞屏蔽电缆,将触摸屏D型9孔插座的1脚接PLC通讯端口COM1的RS485+端,2脚接PLC通讯端口COM1的RS485-端。
触摸屏软件设置:触摸屏编程软件版本EB80004.42以上。
运行软件后,点击“编辑”,“系统参数设置”,在弹出的窗口中点“HMI属性”,设置HMI型号为:TK6102i (800×480),设置HMI站号为:0设置连接埠为:8000再点击“设备列表”,选中“本机触摸屏”,点“设置”,将所在位置设为:本机。
返回设备列表,点“新增”,设置PLC类型为:EMERSON PLC EC20设置接口类型为:RS485-2WPLC预设站号:1COM设置为:通讯端口“COM1”,波特率19200,数据位8位,校验EVEN,停止位1Bit,其余选默认设置。
确认后下载。
PLC软件设置:PLC编程软件版本ControlStarV2-36以上。
运行软件后,建立工程,打开“系统快”,点击“通讯口”设置PLC通讯口(1)为MODBUS协议。
MODBUS设置为:波特率19200,数据位8位,奇偶校验偶,停止位1,主从方式从站,站号1,传送模式RTU模式。
确认后下载连接方式2:RS232硬件连接:TK6102i上有个通讯连接插座分别为D型9孔(母头)插座和D 型9针(公头)插座,使用3芯屏蔽电缆,将触摸屏D型9针插座的2脚接PLC 通讯端口COM1的RS232 RXD端,3脚接COM1的RS232 TXD端,5脚接COM1的GND端。
触摸屏软件设置:触摸屏编程软件版本EB80004.42以上。
运行软件后,点击“编辑”,“系统参数设置”,在弹出的窗口中点“HMI属性”,设置HMI型号为:TK6102i (800×480),设置HMI站号为:0设置连接埠为:8000再点击“设备列表”,选中“本机触摸屏”,点“设置”,将所在位置设为:本机。