生物炼制与石油炼制一体化
- 格式:pdf
- 大小:411.12 KB
- 文档页数:7
资源危机催生生物质产业——生物质工程前沿与关键技术(一)现代生物质产业是利用农作物、树木和其他植物及其残体、畜禽粪便、有机废弃物等可再生或循环的有机物质为原料,通过工业性加工转化生产化工产品、生物燃料和生物能源以及生物基产品的一个格外引人关注的新兴产业.循环经济的典范太阳能、风能、水能等可再生能源可以提供能量,但不能形成物质性生产. 而生物质既是可再生能源,也能生产出上千种的化工产品,且因其主成分为碳水化合物,在生产及使用过程中与环境友好,又胜化石能源一筹.另外,它以作物秸秆、畜禽粪便、林产废弃物、有机垃圾等农林废弃物和环境污染物为原料,使之无害化和资源化,将植物蓄存的光能与物质资源深度开发和循环利用,堪称循环经济之典范.我国每年产生7亿多吨作物秸秆,其中2亿吨被就地焚烧,污染大气;每年有2亿多万吨林地废弃物未被利用;每年有25余亿吨畜禽粪便及大量有机废弃物,相当于3亿吨标煤未能利用和成为水体的污染源;每年有1000多万公顷农田因覆盖石油基塑料地膜而导致土壤肥力衰退.此外,尚有1亿多公顷的边际性土地,这些边际性土地虽不宜垦田,但如种植能源植物可年产出或替代6亿吨燃油.种出个'绿色大庆'我国生物质能源产业刚刚起步,但势头很好.豫、吉、皖三省4套年产30万吨燃料乙醇装置已建成投产,乙醇汽油销售开始封闭运行;我国自行培育的具有高抗逆性和可全国种植的甜高粱,每公顷能产燃料乙醇6吨,比甘蔗高30%,比玉米高3倍,在新疆、内蒙等地已有可喜进展.麻疯树籽粒含油率50%以上,可直接生产生物柴油,西南地区已种植10万亩,计划2010年发展到1000万亩.此外,淀粉基热塑性和聚乳酸树脂技术正酝酿突破,固化成型燃烧技术开始应用.根据我国生物质资源特点和技术潜在优势,可以将燃料乙醇、生物柴油、生物塑料,以及沼气发电和固化成型燃烧作为主产品.如能利用全国每年50%的作物秸秆、40%的畜禽粪便、30%的林业废弃物,以及开发5%、约550万公顷边际性土地种植能源植物,同时建设约1000个生物质转化工厂,其生产能力可相当于年产石油5000万吨,相当于一个大庆(年产石油4800万吨).根据我国农业生态区资源特点,可建设以甜高粱和林区废弃物为主体的东北绿色'油田'、以旱生灌草和甜高粱为主体的西北绿色'油田'、以甜高粱为主体的华北绿色'油田'、以麻疯树和甜高粱为主体的西南绿色'油田',以及以多种木本和草本能源植物为主体的东南绿色'油田'.期待成本突破虽说生物质产业是世界发展之大势和新兴的朝阳产业,但其当前成本与价格尚难与石油基产品竞争.煤与石油化工的烃技术体系形成已有近百年历史,而糖技术发展晚得多还不成熟,但也因此具有巨大的技术改进与成本降低的空间.巴西以甘蔗生产燃料乙醇1980年吨价849美元,1998年降到300美元以下.我国的陈化粮基乙醇吨价3800元,而甜高粱基乙醇可降到2800元以下;油料作物基生物柴油吨价4000元上下,麻疯树等木本油料基和垃圾油脂基生物柴油吨价可降到3000元以下.新能源植物资源的发现和应用生物技术等进行能源植物的遗传改良,原料成本还会有较大降低.工业转化技改的潜力也很大,如将普通酵母间歇发酵改进为基因工程菌连续发酵生产燃料乙醇、酶法和非催化法合成生物柴油、在线产物分离连续发酵、木质纤维素水解技术等的突破都将大幅度降低转化成本.成熟技术、改进技术和高新技术的联合运用是共同的策略.根据对几个主产品的综合分析,仅靠技术改进即可获25%-40%的成本降幅,使生物质基产品成本低于现石油基产品.生物质产业的工艺、设备和产业化方面,我国与发达国家有较大差距,但在资源和某些技术研究方面是有优势的.抓住机遇,努力发展,在此项各国几乎在同一起跑线上的国际竞赛中,我国有可能跑在最前面.降低原料成本我国有优势技术——生物质工程前沿与关键技术(二)生物质产业的发展将使人类不再过分依赖化石能源,但目前以生物质为原料的糖经济尚缺乏与石油经济竞争的实力.虽然生物质原料成本低,但加工转化成本高,只有实现技术上的突破,才能形成完整的生物质技术工程体系.在生物质生物利用过程中,国际公认的3个需要解决的重大技术问题是:1、克服木质纤维素分子对生物转化的抗性,将大分子多糖降解为可发酵糖;2、通过微生物代谢工程和基因工程研究,由可发酵糖进行生物转化;3、简捷、高效的下游过程技术产物分离.其中,将大分子多糖降解为可生物利用的还原糖是目前最大的技术屏障.尽管我国生物质技术整体水平较低,但恰恰在以上有关植物生物质生物利用关键技术难题方面有独到的技术优势.上述三方面的技术突破,将使我国有望率先较经济地生产燃料乙醇,降低聚乳酸前体乳酸的生产成本,使生态塑料聚乳酸树脂具备与石油基塑料竞争的经济性.木质纤维素水解技术植物生物质的主要成分是木质纤维素,是世界上惟一可预测的能为人类提供物质和燃料的可持续资源.全球每年产生的生物质总量约2.9×1021焦耳的能量,但是利用率才将近7%.把植物生物质变成清洁能源和环境友好化工产品的最佳方法是,必须先把多糖、纤维素、半纤维素降解为单糖即葡萄糖、木糖.早在20世纪70年代的第一次石油危机时,美国就开始了用秸秆等木质纤维素类物质生产乙醇的研究.采用单菌产纤维素酶再用酶降解纤维素工艺,从1985年到1995年,成本只降低了10倍,而且再继续降低成本比较困难,至今美国仍在单菌产纤维素酶的老路上钻研.我国科学家则以全新的思路开展木质纤维素生物利用研究.根据纤维素、半纤维素和木质素的结构,先采用新技术预处理木质纤维素使纤维素表面充分暴露,并且使半纤维素水解为木糖的时间缩短4倍;再利用微生物菌群法降解纤维素,显著提高了纤维素降解速度,降低了水解成本;连续分离还原糖的水解反应器技术由于全面考虑了纤维素水解所涉及的各种因素,提高了纤维素水解速度和水解液中还原糖浓度,从而大大降低了可发酵糖的成本.水解糖的微生物利用技术半纤维素水解产物木糖是仅次于葡萄糖的第二大糖源.国外往往重视葡萄糖的生物利用研究.我国在五碳糖、六碳糖微生物共代谢研究方面已取得重要进展,构建了可以利用木糖产乙醇的基因工程细菌.该菌与酵母菌相比,可以缩短发酵时间3~4倍,使乙醇收率从88~90%提高到94%,糖转化率提高到90~94%,并且自身安全无毒,可以作为动物饲料,提高了用秸秆等农林废弃物生产乙醇的经济性.我国学者还筛选、诱变得到了共代谢木糖、葡萄糖生产高光学纯度乳酸的真菌,利用该真菌从相对廉价的原料得到高光学纯度乳酸.而国外则主要以淀粉(葡萄糖)为原料采用细菌间歇发酵生产乳酸,很难在现有水平上再降低乳酸生产成本,限制了生物基塑料聚乳酸树脂的广泛应用.在线产物分离连续发酵技术微生物代谢产物对菌体自身生长的抑制作用一直是困扰发酵工业的难题,我国开发的一体式膜生物反应器连续发酵技术可使微生物在高代谢产物浓度下发酵,采用该技术以玉米芯水解液为原料连续发酵250小时,乳酸生产率达12.6g/l.h,为低成本生产乳酸并使聚乳酸树脂具备与石油基塑料竞争的能力奠定了基础.应用计算流体力学模型优化一体式膜生物反应器,可以得到满足微生物生长需要和防止膜污染的最佳供气条件.在线产物分离连续生物反应技术,不仅可以提高乳酸生产技术水平,而且将改善发酵工业技术现状.上述木质纤维素水解、五碳糖与六碳糖微生物共利用、在线产物分离连续发酵三方面的技术突破,有助于我国在新兴的生物质产业中取得国际领先地位.生物炼化期待成本突破——生物质工程前沿与关键技术(三)利用取之不尽、用之不竭的农林生物质生产燃料和石油化工产品是绿色化学的重要研究方向,也是石油炼制和石化工业实现可持续发展的必由之路.目前,国外正在大力发展各种类型的生物炼油化工厂,其中美国由于丰产玉米,已有报道以玉米为原料的生物炼油化工厂模型.从我国国情出发,开发以植物油为原料的生物柴油炼油化工厂具有现实意义.植物油中主要含有甘油三酸酯.它与甲醇进行酯交换后可以得到脂肪酸甲酯和甘油,两者都可以作为产品直接进行销售,同时也可作为原料制造大宗化工产品和生物可降解精细化工产品.发展生物柴油炼油化工厂的关键是原料价格与供应量.利用木本植物油,尤其是野生木本植物油作为生物炼油厂的原料是中国的优势和特色.在生物炼油厂中,只生产生物柴油难以立足,必须综合利用以增加利润.脂肪酸甲酯的应用领域比较多,作为原料,它可以用来生产包括黏合剂、溶剂、脱漆剂、表面活性剂、工业化学品、润滑剂、塑料、增塑剂及农用化学品等七大类产品.另外,大豆油甲酯还可以用作铝材轧制液、沥青脱膜剂等.副产品甘油除用在医药、食品和化妆品等行业外,近年国内正在开发用以生产1牞3-丙二醇的技术.从现在开始到2010年,在我国建立工业示范的农林生物质培育、种植、加工基地和生物柴油炼油化工厂,需要多部门、多学科的紧密团结与共同努力.在原油价格为25~50美元/桶(约1400~2800元/吨)的情况下,目前油料价格为3500~5000元/吨,如果植物油提供的原料油的价格能降至3000元/吨以下,将为我国生物柴油炼化厂的发展创造有利条件.石油化工业经过几十年的发展开发了大量的石油化工产品,而以可再生农林生物质资源为原料的生物炼油化工才起步不久,其生产的基本有机原料已转移到含氧有机化合物,包括有机酸、醇、酮、醚等,把这些原料转化成产品,需要开发新的加工技术,需要大量的科研、开发投入.以生物柴油为原料生产的大量的可生物降解的高附加值精细化工产品,如润滑剂、洗涤剂、溶剂等,我国国内尚未使用,因此有大量的新产品市场开拓任务.生物柴油炼油化工厂的工厂布局要从降低物流成本来加以研究,特别是采用野生木本植物油的生物炼油厂的地点要综合考虑原料产地、集散运输、炼厂附近油品销售市场范围等因素来选择最经济合理的方案.建原料基地发展生物燃油——生物质工程前沿与关键技术(四)以植物或动物及其产物为原料生产可再生能源———生物质燃料油产业近十几年来已成为一个全球性的新兴产业.目前多数国家是以油料作物或食用油所产生的废油为原料,而我国人均耕地不到0.1公顷,要完全以农产品为原料生产生物质燃料油并不现实.但我国有广大的山区、沙区可供栽种作为生物质燃料油原料的乔灌木油料植物,此举不仅可以为我国的生物质燃料油工业提供丰富的可再生原料,还可改善生态环境,增加农民收入.我国含油植物种类丰富,但是可用作建立规模化生物质燃料油原料基地的乔灌木种不足30种,而分布集中的可建作原料基地,并能利用荒山、沙地等宜林地进行造林,建立规模化良种供应基地的生物质燃料油植物仅10种左右.因此,对可作为生物质燃料油的主要能源植物进行调查和品种选育,建立生物质燃料油原料基地与良种繁育基地,在此基础上,对其油料性能、生产工艺、技术、设备进行系统配套,对发展我国生物质燃料油产业,推动生物质能源的开发利用有着重要意义.在我国适合于作燃料油原料的10多种木本能源植物中,最具发展潜力的为黄连木等油料木本植物.黄连木不仅是优良的荒山荒滩造林树种,亦是优良的观赏树种,其木材、叶与树皮有多种用途,种子含油量在42.5%,种仁含油量为56.7%,可作食用油,也是优良的生物质燃料油原料.目前我国正在三个省集中分布区建立采种基地,部分种子已用作生物质燃料油生产的原料.在生物质燃料油的工业化生产方面,我国也有初步尝试.正和生物能源有限公司目前已建成一套以黄连木种子为原料年产1万吨生物质燃料油装置,经检验证明,其油品主要物理化学指标达到美国生物质燃料油以及中国轻质燃料油标准.北京理工大学汽车排放质量监督检验中心等单位的检验结果表明:使用生物质燃料油后,发动机的动力性能与使用常规燃料油无明显差别,尾气中CO和烃类含量有所下降,微粒和烟度排放明显改善.根据对中国11个省市进行的初步调查:目前中国黄连木现有资源量100万亩,以每亩平均产量0.5吨种子计,则可产种子50万吨;以2.5吨种子生产1吨生物质燃料油计算,则可生产燃料油20万吨.我国荒山、沙地造林任务量大,如果结合造林进行种源基地的建设,更可为生物质燃料油提供充足的原料.因此,作为中国生物质燃料油木本能源植物的黄连木有着广阔的发展前景.。
2024年炼油化工一体化市场发展现状1. 引言炼油化工一体化是指将石油炼制和化学工艺相结合,实现石油加工和石化产品生产的一种综合型产业模式。
在全球范围内,炼油化工一体化已成为能源和化工领域的重要发展趋势。
本文将对炼油化工一体化市场的发展现状进行分析。
2. 炼油化工一体化的定义和背景炼油化工一体化是将石油炼制和化学工艺相结合的一种综合型产业模式。
通过将炼油和石化两个环节相互融合,可以实现资源的高效利用和产品的多元化生产。
这种一体化模式可以提高整个产业链的运行效率并降低生产成本,同时也能够降低对外部能源和原料的依赖。
3. 炼油化工一体化市场的规模和增长趋势炼油化工一体化市场规模大,增长趋势明显。
根据统计数据,全球范围内的炼油化工一体化项目投资规模逐年增长,市场规模呈现逐年扩大的趋势。
特别是在发展中国家,炼油化工一体化项目的建设速度更是快速增长。
这主要受益于能源需求的增长和工业结构的优化升级。
4. 炼油化工一体化市场的主要推动因素炼油化工一体化市场的发展得益于多种推动因素。
首先,炼油化工一体化可以实现资源的高效利用,降低能源和原料成本,提高企业的竞争力。
其次,随着能源需求的不断增长,炼油化工一体化可以满足市场对于石化产品的需求。
再次,政府对于炼油化工一体化项目的支持和政策的倾斜也是市场发展的重要因素。
5. 炼油化工一体化市场的发展模式炼油化工一体化市场的发展模式多样。
在不同的国家和地区,由于能源资源的禀赋和市场需求的多样化,炼油化工一体化的发展模式也存在差异。
例如,一些国家更注重石油炼制和石化产品的生产,而另一些国家则更注重石化产品的深加工和高附加值的产品生产。
6. 炼油化工一体化市场的挑战与机遇炼油化工一体化市场面临着一些挑战和机遇。
首先,由于能源需求的增加和环境保护的要求,炼油化工生产过程中产生的污染和排放问题成为了重要的挑战。
其次,市场竞争日趋激烈,企业需要不断提升技术和降低成本才能保持竞争优势。
生物质炼油一、背景生物质炼油化工厂是指以各种各样的生物质资源为原料,将生物质的转化处理过程机械化,最终联产燃料(主要是生物质燃料乙醇、生物丁醇、生物柴油)、动力(能量)和化学品的一个体系。
实际的生物质炼油化工厂像石油炼油厂一样,是一体化的联合工厂,它可从各种原料生产燃料和大量相关产品。
这一概念起源于20世纪90年代,是为应对化石资源终将枯竭和不可再生的问题,利用取之不尽、用之不竭的可再生生物质资源而发展起来的,是长远性、战略性、基础性经济社会的发展方向,得到世界许多国家的重视和发展。
利用生物质炼油在发达国家已经开始工业化,并且发展势头迅猛,在2008年金融危机后,引起了国际上的特别关注。
美国政府近期已将生物质炼油化工厂的建设列为政府的发展重点,以期开创一个新的绿色能源经济。
我国也十分重视生物质炼油化工技术的研发、建设和产品的推广使用。
2004年,科技部高新技术和产业化司启动了“十〃五”国家科技攻关计划“生物燃料油技术开发”项目; 2005年,国家专门研讨了农林生物质工程专项、替代燃料发展战略、生物能源和生物化工发展战略,起草了《生物质产业发展工程专题研究报告》; 2007年,国家制定了《可再生能源中长期发展规划》; 2010年,国家能源局成立了微藻固碳制生物质能源示范中心和国家生物质液体燃料研发中心。
鉴于2007~2010年间,美国政府通过能源部推出了一系列有关生物质炼油化工厂研究、原料供应系统建立、中试、示范工厂建设项目,总投入超过十几亿美元,因此,有必要对这方面的情况进行较为全面的介绍,并结合我国实际现状,思考我国生物质炼油化工厂的发展,以期加快我国在生物质资源利用方面的步伐,为我国的能源安全和经济的可持续发展提供借鉴。
二、现状1、美国嘉吉公司生物炼油厂设想2003年12月,美国Gargill公司展示了国际上第一座工业运转的生物质炼油化工厂。
此后,生物质炼油化工厂的建设在美国蓬勃展开。
美国政府也十分重视生物质炼油化工厂的建设,一直给予投资和扶持。
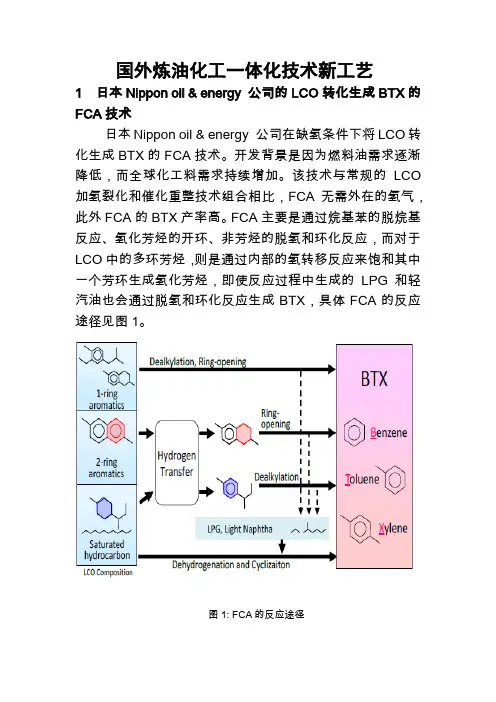
国外炼油化工一体化技术新工艺1 日本Nippon oil & energy 公司的LCO转化生成BTX的FCA技术日本Nippon oil & energy 公司在缺氢条件下将LCO 转化生成BTX的FCA技术。
开发背景是因为燃料油需求逐渐降低,而全球化工料需求持续增加。
该技术与常规的LCO加氢裂化和催化重整技术组合相比,FCA无需外在的氢气,此外FCA的BTX产率高。
FCA主要是通过烷基苯的脱烷基反应、氢化芳烃的开环、非芳烃的脱氢和环化反应,而对于LCO中的多环芳烃,则是通过内部的氢转移反应来饱和其中一个芳环生成氢化芳烃,即使反应过程中生成的LPG和轻汽油也会通过脱氢和环化反应生成BTX,具体FCA的反应途径见图1。
图1: FCA的反应途径FCA技术采用循环流化床技术来解决生焦导致催化剂的失活问题。
其反再部分类似于常规的FCC技术,见图2。
图2:FCA反应再生示意图Nippon oil & energy 公司考察了催化剂的循环速率对BTX和焦炭产率的影响,发现过高或者过低的循环速率对BTX 影响较大,见图3。
图2-6:循环速率对BTX产率的影响和FCC装置相比,FCA采用的是如下的鼓泡床或者湍流床,而FCC是快速床,见图4。
图4:不同床层的气体线速对比通过改善催化剂和优化反应条件,FCA可以获得高达35%的BTX产率,远高于常规的加氢裂化和催化重整技术组合,见图5。
图5:FCA 技术与常规生产BTX技术的对比2 巴西石油公司炼化一体化多方案应用建议巴西石油公司几种炼化一体化的方案,有望减少化工的进口,增加利润。
其一是MTBE的生产,巴西石油公司旗下只有四家炼厂设计采用FCC装置的异丁烯生产MTBE,该国的大部分炼厂是将丁烯作为LPG销售,因此将这些化合物生产化工料而不是燃料必然带来提高企业利润的潜力。
而在巴西石油公司研发中心,正在进行的两个项目包括:利用丁烯和脂肪酸甲基酯通过烯烃换位反应生产长链线性烯烃,目标是表面活性剂生产。
石油炼制技术的创新与发展随着全球经济的发展与能源需求的增长,石油成为了世界上最重要的能源之一,而石油炼制技术的创新与发展则成为改善能源供应、提高能源利用效率的关键。
本文将探讨石油炼制技术的创新与发展,介绍其在环保、能源利用和产品质量等方面的进展。
一、石油炼制技术创新的意义石油炼制技术的创新对于满足能源需求、促进经济发展、保护环境具有重要意义。
首先,石油炼制技术发展可以提高石油资源的利用效率,从而实现更好的能源供应,满足全球各个行业的需求。
其次,石油炼制技术创新有助于减少能源对环境的影响,降低大气和水质污染,保护生态环境。
此外,通过技术创新提高石油产品的质量,可以为用户提供更加安全、可靠的能源。
二、石油炼制技术创新的发展现状1. 降低能耗、提高石油转化率在石油炼制过程中,能耗是一个重要的指标,也是进行技术创新的关键之一。
目前,更加高效的炼油装置和生产流程已经被广泛应用,以降低石油炼制过程中的能源消耗。
例如,在催化裂化和蒸馏等环节中采用新型催化剂和改进的装置结构,可以提高石油转化率,降低炼油过程对能源的需求。
2. 发展清洁炼油技术随着环境保护意识的增强,清洁炼油技术的发展变得尤为重要。
这些技术旨在降低炼油过程中的污染物排放和废弃物产生。
例如,在脱硫和脱氮过程中,新型脱硫剂和脱氮剂具有更高的效率和更低的副产物排放。
此外,采用高效的废物处理系统和环保装置,减少炼油过程对环境的负面影响也是石油炼制技术创新的方向之一。
3. 推动石油化工技术创新石油炼制技术的创新与发展也离不开石油化工技术的不断推进。
石油化工技术包括合成氨、合成乙烯、合成甲醇等领域,这些技术不仅与石油炼制过程相关,还与其他行业密切相关。
推动石油化工技术的创新,可以提高石油资源的综合利用效率,满足化工行业对原料的需求,同时为其他产业链的发展提供支持。
三、石油炼制技术创新的挑战与前景创新无疑是石油炼制技术发展的关键驱动力,但也面临一些挑战。
首先,技术创新需要大量的研发投入和人才支持。

石化炼化一体化流程
石化炼化一体化是一种将化工原料通过一系列化学反应及物理处理,转化为各种油品、化工品和石化产品的流程。
该流程一般包含以下几个步骤:
1. 原料准备:原料可以是石油、天然气、煤等。
将原料送入装置前需要进行脱水、脱硫、脱氧等预处理工作。
2. 分离处理:原料通过蒸馏分离为不同的馏分,如汽油、柴油、煤油等。
3. 裂解反应:将重质油品分解为较轻的馏分或石油化学原料。
主要有催化裂化、裂解油气处理等技术。
4. 合成反应:将多种化学原料经过合成反应,制造出一系列化工产品,例如合成氨、合成甲醇等。
5. 分离提纯:将合成的化学产物进行精细处理,去除杂质物,得到最终的产品。
6. 储存运输:将产品装入储罐中,待销售或运往下游企业使用。
上述流程中,每一步骤的细节均十分复杂,涵盖了多种化学、物理工艺和设备。
石化炼化一体化在生产中占有重要位置,其产品广泛应用于能源、交通、塑料、化肥等领域。
微生物技术在石油炼化中的研究应用张易航【摘要】As a new direction in the field of oil technology,Microbial treatment technology nowadays begin to cut a striking figure gradually in the oil production,refining,processing,pollution control and other aspects.The application of early biotechnology in the field of oil is limited to the improvement of crude oil recovery,and now the development of biotechnology in the field of oil has been extended to the refining and processing of crude oil,etc.This paper reviews the microbial treatment technology in oil development production downstream of the use of the field,and look forward to its good application prospects and development potential.%微生物处理技术作为石油领域中的技术新方向,如今在石油的生产、炼制、加工处理以及污染防治等方面开始逐步崭露头角.早期生物技术在石油领域中的应用仅限于在提高原油采收率上,而如今生物技术在石油领域的发展已经延伸至原油的炼制及加工处理等方面,本文综述了微生物处理技术在石油开发生产下游领域中的研究运用,并展望了其良好的应用前景及发展潜力.【期刊名称】《化学工程师》【年(卷),期】2017(031)009【总页数】4页(P40-43)【关键词】石油领域;微生物处理技术;炼制;下游领域【作者】张易航【作者单位】长江大学石油工程学院,湖北武汉430100【正文语种】中文【中图分类】TE23生物技术是指人们基于现有生命科学中的科学原理,对生物体或生物原料加以技术改造以获得人们所需产品或达到某种目的的一种新兴技术手段。
第2期江苏氯碱N O.22011年4月Ji a ng Su LüJi an A pr i l.201129科技创新PSE:石化领域节能减排多面手记者近日在对多位业内专家的采访中了解到,目前困扰我国化工企业的最大问题不是个别技术或设备,而是整个生产系统在操作、控制及管理上的问题。
随着过程系统工程(PSE)理念与技术在石化领域的不断推广应用,其在节能降耗等方面的优势进一步凸显。
专家表示,在低碳成为化工发展必然迭择的今天,PSE将成为助力石化行业实行节能减排的多面手。
本质是整体优化中国工程院院士、清华大学教授陈丙珍告诉记者,经过几十年的发展,我国化工制造业进步很快。
但是,单纯地开发孤立的节能技术或产品只能部分解决高能耗的问题,如果从整体着眼,使整个生产过程得到有效统筹和科学筹划,则能更大程度上使能耗、物耗降下来。
据陈丙珍介绍,PSE是系统工程、化学工程、自动化控制、计算机技术、管理科学等的交叉学科,简单来说,就是从系统论出发,对系统内的设计、运行、管理进行全面优化,其目的是在总体上对化工系统达成技术与经济上的最优化。
她表示,PSE的目标是实现整体上的优化,其着眼点不是一个设备或一套装置,而是整个企业。
比如一家企业,从源头到产品是一条完整的产业链,一环扣一环,只有当整条产业链都得到优化后,企业才能以最低的成本生产出最优质的产品,形成强劲的市场竞争力。
在当前低碳发展被三令五申的背景下,通过PSE优化产业链,进而实现节能减排,比以往任何时候都更具意义。
据了解,在上世纪80年代初期,我国几乎与国际上同步开始PSE研究。
跟国外相比,目前理论研究水平并不低,局步应用领域已达到国外同步水平,但PSE技术开发和实际应用与国外相比仍有较大差距。
已在多领域显实力中国工程院院士、中国系统工程学会副理事长王基铭表示,节能和科学用能都是S研究的主要内容,PSE已在这方面做出了重要贡献。
“十一五”期间,各大石油公司对常减压、催化裂化、加氢裂化、重整、芳烃、乙烯裂解、合成氨等重要装置,以及加热炉、锅炉等高耗能设备实施节能技术改造。
工业生物技术产业发展趋势及对我国的启示邢雪荣摘要 21世纪,人类面临着化石资源枯竭、环境污染加剧带来的生存与发展的危机。
发展低碳环保的工业生物技术将在保障能源安全、提高环境质量和推动经济发展等方面发挥积极作用。
本文详细讨论了当前国际上工业生物技术产业发展在关键技术、政策、商业环境及投融资方面面临的问题与挑战,并针对当前国内的发展现状提出了对策建议。
关键词工业生物技术,生物质资源,生物能源,生物技术产业DOI:10.3969/j.issn.1000-3045.2010.05.0051 工业生物技术发展的重要性进入21世纪以来,随着化石资源日益枯竭、环境污染不断加剧,人类面临着前所未有的生存与发展的危机。
一方面,化石资源在地球上储量有限,现已逐步走向衰竭。
据估算,目前地球上可开采石油储量仅可供人类使用大约50年,天然气75年,煤炭200—300年[1]。
另一方面,人类面临的环境危机直接或间接地与化石燃料的加工和使用有关。
如化石燃料燃烧后放出大量CO2、SO2等气体,即被认为是形成局部环境污染、产生酸雨以及温室效应等环境问题的根源。
为缓解上述问题,发展基于可再生生物质资源的生物经济将成为社会经济发展的一个重要方向。
微生物资源作为重要的生物质资源,处于自然界生物链中的关键一环,在地球物质循环,特别是碳循环中发挥着极其重要的作用。
由于微生物物种与生理功能的多样性,微生物细胞几乎可以成为万能的微型工厂,用于多种生物基产品的生产。
在化石资源日益匮缺、温室气体危害日益严重的今天,开发应用微生物资源的重要性日益凸显。
工业生物技术是为工业目标而实施的生物技术,该技术以微生物或酶为催化剂进行物质转化,来大规模生产化学品、医药、能源、材料等(图1) 人类所需品,是解决人类目前面临的资源、能源及环境危机的有效手段。
工业生物技术被称为“白色生物技术”,为医药生物技术(“红色生物技术”)提供下游支撑,为农业生物技术(“绿色生物技术”)提供后加工手段。
石油化工的发展与应用石油化工是指以石油和天然气为主要原料,通过化学反应制得各种化工产品的一种工业。
自20世纪初以来,石油化工工业得到了迅速的发展,现已成为国民经济中不可或缺的一部分。
本文将从石油化工的发展历程、主要产品及其应用领域进行详细阐述。
一、石油化工的发展历程石油化工的发展可以分为三个阶段:石油化工的兴起、石油化工的快速发展和石油化工的现代化。
1.石油化工的兴起:20世纪初,随着石油开采技术的提高,石油逐渐取代了煤炭,成为主要能源。
同时,化学家们开始研究石油的化学组成,发现了许多新的化学反应,从而奠定了石油化工的基础。
2.石油化工的快速发展:20世纪50-70年代,随着石油化工技术的不断提高,以及全球经济的快速增长,石油化工工业进入了一个高速发展期。
这个时期,石油化工产品种类不断丰富,应用领域不断扩大。
3.石油化工的现代化:21世纪初,石油化工工业开始向高效、节能、环保方向发展。
新型石油化工技术和材料不断涌现,使得石油化工在许多领域取得了重大突破。
二、石油化工的主要产品石油化工产品种类繁多,可以分为以下几大类:1.石油燃料:包括汽油、柴油、煤油等,是石油化工产品中最大的组成部分,占到了石油化工产品总产量的60%以上。
2.石油化工基本原料:包括乙烯、丙烯、丁二烯等,这些基本原料可以进一步加工制成各种塑料、合成纤维、合成橡胶等。
3.化学肥料:包括氮肥、磷肥、钾肥等,是农业生产的重要物资。
4.化学农药:包括杀虫剂、杀菌剂、除草剂等,用于农业生产,提高农作物产量。
5.石油化工制品:包括塑料、合成纤维、合成橡胶、涂料、胶粘剂等,广泛应用于建筑、包装、家电、汽车等产业。
6.精细化工产品:包括日用化学品、食品添加剂、医药化学品等,与人们的日常生活密切相关。
三、石油化工的应用领域石油化工产品广泛应用于各个领域,以下列举几个主要领域:1.能源领域:石油燃料是人们日常生活和工业生产中最重要的能源之一。
2.材料领域:石油化工产品如塑料、合成纤维、合成橡胶等,为建筑、包装、家电、汽车等产业提供了丰富的材料。
生物技术在石油化工中的应用摘要:生物工程技术是一种重要的新兴技术,近几年来随着不断地创新与发展,该技术已被广泛应用于石油化工、冶金加工等行业。
基于此,文章首先对生物技术的基本概念进行阐述,然后重点探讨了生物技术在石油化工中的应用,以期为石油化工行业的可持续发展提供借鉴。
关键词:生物技术;石油化工;应用研究生物技术是以生命科学为基础的自然科学方法,该技术主要是利用特定的工程学原理生产人们所需的产品。
生物技术在产生初期,主要用于医药和食品行业,随着科技水平的不断提升,生物技术逐步被应用于石油化工、冶金制造等行业,生物技术的使用改变了传统石油化工的生产模式,具有更加高效、低能耗、污染少、成本低的优点,相信在不久的将来,生物技术必将在促进石油化工行业发展中发挥更大作用。
1 生物技术的发展现状1.1 生物技术概述生物技术是基于微生物发酵工艺学而产生的一门综合性学科,其最初多为酶工程、发酵工程的发展服务,后来学者对生物技术的研究不断深入,有学者在1923年提出:可利用微生物技术解决石油回收过程中出现的问题,到60年代,生物技术开始被大范围应用于石油化工行业,尤其是生物催化剂固定化技术的应用使得精细化石油化工产品的生产成为可能。
随着各类学科融合度的提升,尤其是信息技术的大规模使用,各类生物催化剂、纯化分离等技术的发展更有利于石油化工行业生产模式的改变。
1.2 国外行业现状简析微生物技术被使用在石油化工行业距今已有较长的历史,各种乙醚、丙醇等产品的发酵工艺的应用使得工业生产制造效率迈上新的台阶,尤其是在20世纪70年代生物催化剂固定技术的使用,使得分子生物学的发展有了长足进步,细胞融合技术更是为石油化工行业研制各类生化产品提供了可能。
目前一些大型国际化公司,例如,德国拜尔、英国ICI都在生物技术研究方面投入了大量的研发力量,截至2015年,生物技术产品的销售额为12000亿美元,其中,石油化工产值占比达到28%。