铝箔加工及工艺流程PPT幻灯片课件
- 格式:ppt
- 大小:5.69 MB
- 文档页数:3
铝箔工艺流程图铝箔工艺流程图铝箔是制造包装材料的常见材料之一,具有轻巧、耐腐蚀、易成型等优点,广泛应用于食品包装、药品包装、电子电气等领域。
下面是一个铝箔工艺的流程图,以便更好地了解铝箔的制作过程。
1. 原料选择:首先选择适合的铝合金材料,其中常用的铝合金有1000系列、3000系列和8000系列。
2. 熔炼:将选好的铝合金材料加入到铝熔炉中进行熔炼,使其达到适当的熔点。
3. 铸材:将熔化好的铝合金浇入铸模中,将其冷却成所需的板材。
4. 加热:将铸好的板材放入加热炉中进行加热处理,使其达到适当的软化温度。
5. 轧制:将加热后的板材放入轧机中进行轧制,逐渐减小板材的厚度,使其成为所需的薄铝板。
6. 再热:将轧制后的薄铝板放入再热炉中进行再次加热处理,使其达到适当的软化温度。
7. 再轧:将再热后的薄铝板放入再一次轧机中进行再次轧制,继续减小板材的厚度,使其成为所需的更薄的铝箔。
8. 淬火:将再次轧制后的铝箔通过水淬或气淬等方式进行淬火处理,使其获得适当的硬度和强度。
9. 铣剪:将淬火后的铝箔进行铣剪,将其切割成所需的尺寸。
10. 表面处理:对铝箔进行表面处理,如抛光、喷涂等,以提高其外观质量和耐腐蚀性能。
11. 检测:对铝箔进行各项质量检测,包括厚度、硬度、表面质量等方面。
12. 包装:将合格的铝箔进行包装,以便于运输和储存。
以上就是铝箔的工艺流程图。
通过以上的工艺流程,铝箔可以获得理想的性能和外观质量。
同时,不同的工艺条件和要求也会有所差异,上述流程仅为一般情况下的铝箔制作流程。
随着技术的进步和市场的需求,铝箔的生产工艺也在不断发展和改进,以更好地满足各种应用领域的需求。
铝板带箔工艺流流程解析铝板带箔是一种常见的金属板材产品,广泛应用于航空航天、汽车制造、建筑装饰等领域。
它具有轻质、耐腐蚀、导热性能优异的特点,因此备受各行业的青睐。
在生产铝板带箔的过程中,工艺流程是至关重要的,它直接关系到产品的质量和性能。
本文将从五个方面详细解析铝板带箔的工艺流程,以便更好地了解和运用这一工艺。
首先,我们将介绍铝板带箔的原材料和设备。
其次,我们将详细介绍铝板带箔的生产工艺流程。
随后,我们将分析铝板带箔各道工序的注意事项。
最后,我们将讨论如何提高铝板带箔的生产效率和产品质量。
一、原材料和设备1.原材料铝板带箔的原材料主要是铝合金材料,其主要成分是铝和少量的其他金属元素。
这些原材料通常以铝锭的形式供应,经过加热熔化后,形成铝板带箔的母材。
在生产过程中,还需要添加一些辅助材料,如润滑剂、燃料等,以保证生产过程的顺利进行。
2.设备生产铝板带箔需要一套完整的设备,包括熔炼设备、轧制设备、拉拔设备、切割设备等。
其中,轧制设备是最关键的设备之一,它直接决定了铝板带箔的厚度和表面质量。
因此,选择和维护好轧制设备对于提高产品质量至关重要。
二、生产工艺流程1.熔炼首先,将铝合金材料加热熔化,然后将熔融的铝液浇铸成铝板带箔的母材。
在这一过程中,需要控制好熔炼温度和添加合适的辅助材料,以确保母材的质量符合要求。
2.粗轧将母材进行粗轧,即采用辊式轧机对母材进行初步轧制,使其形成初步的板带状。
粗轧后的母材表面会产生一定的凹凸不平,需要进行表面处理,以便后续的精轧和拉拔。
3.精轧精轧是整个生产工艺中的关键环节,通过多道次的轧制,将母材逐步压制成所需厚度的铝板带箔。
在精轧的过程中,需要不断调整轧辊的间隙和轧制温度,以确保产品的质量。
4.拉拔将精轧后的铝板带箔进行拉拔,使其形成所需的尺寸和性能。
拉拔是通过拉拔机将铝板带箔逐步拉制成细丝状,以提高其硬度和强度。
在拉拔过程中,需要控制好拉拔速度和温度,以避免产生拉痕和裂纹。
铝箔的生产工艺及特点在的铝箔生产中,铝箔的轧制分粗轧、中轧、精轧三个过程,从工艺的角度看,可以大体从轧制出口厚度上进行划分,一般的分法是出口厚度大于或等于0.05mm为粗轧,出口厚度在0.013~0.05之间为中轧,出口厚度小于0.013mm的单张成品和双合轧制的成品为精轧。
粗轧与铝板带的轧制特点相似,厚度的控制主要依靠轧制力和后张力,粗轧加工率厚度很小,其轧制特点已完全不同于铝板带材的轧制,具有铝箔轧制的特殊性,其特点主要有以下几个方面:(1)铝板带轧制。
要使铝板带变薄主要依靠轧制力,因此板厚自动控制方式是以恒辊缝为AGC 主体的控制方式,即使轧制力变化,随时调整辊缝使辊缝保持一定值也能获得厚度一致的板带材。
而铝箔轧制至中精轧,由于铝箔的厚度极薄,轧制时,增大轧制力,使轧辊产生弹性变形比被轧制材料产生塑性变形更容易些,轧辊的弹性压扁是不能忽视的,轧辊的弹轧压扁决定了铝箔轧制中,轧制力已起不到像轧板材那样的作用,铝箔轧制一般是在恒压力条件下的无辊缝轧制,调整铝箔厚度主要依靠调整后张力和轧速度。
(2)叠轧。
对于厚度小于0.012mm(厚度大小与工作辊的直径有关)的极薄铝箔,由于轧辊的弹性压扁,用单张轧制的方法是非常困难的,因此采用双合轧制的方法,即把两张铝箔中间加上润滑油,然后合起来进行轧制的方法(也称叠轧)。
叠轧不仅可以轧制出单张轧制不能生产的极薄铝箔,还可以减少断带次数,提高劳动生产率,采用此种工艺能批量生产出0.006mm~0.03mm的单面光铝箔。
(3)速度效应。
铝箔轧制过程中,箔材厚度随轧制度的升度而变薄的现象称为速度效应。
对于速度效应机理的解释尚有待于深入的研究,产生速度效应的原因一般认为有以下三个方面:1)工作辊和轧制材料之间摩擦状态发生变化,随着轧制速度的提高,润滑油的带入量增加,从而使轧辊和轧制材料之间的润滑状态发生变化。
摩擦系数减小,油膜变厚,铝箔的厚度随之减薄。
2)轧机本身的变化。
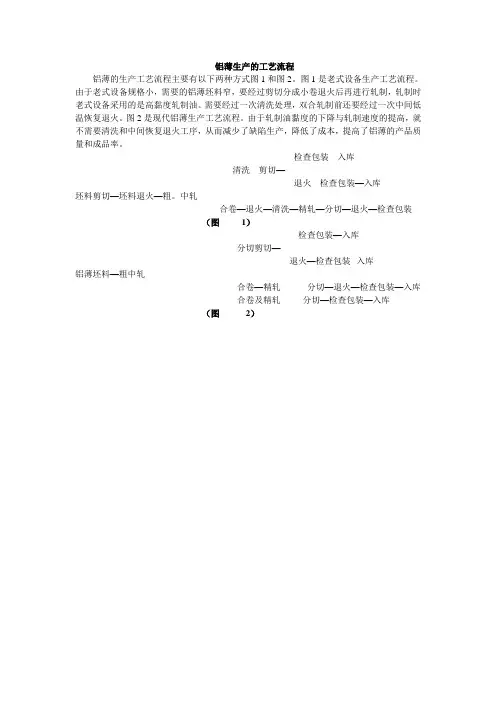
铝薄生产的工艺流程
铝薄的生产工艺流程主要有以下两种方式图1和图2。
图1是老式设备生产工艺流程。
由于老式设备规格小,需要的铝薄坯料窄,要经过剪切分成小卷退火后再进行轧制,轧制时老式设备采用的是高黏度轧制油。
需要经过一次清洗处理,双合轧制前还要经过一次中间低温恢复退火。
图2是现代铝薄生产工艺流程。
由于轧制油黏度的下降与轧制速度的提高,就不需要清洗和中间恢复退火工序,从而减少了缺陷生产,降低了成本,提高了铝薄的产品质量和成品率。
检查包装---入库
清洗---剪切—
退火---检查包装—入库
坯料剪切—坯料退火—粗。
中轧------
合卷—退火—清洗—精轧—分切—退火—检查包装
(图1)
检查包装—入库
分切剪切—
退火—检查包装--入库
铝薄坯料—粗中轧----------------------------
合卷—精轧分切—退火—检查包装—入库
合卷及精轧分切—检查包装—入库
(图2)。
铝箔生产培训----压延工序压延工序是铝箔生产过程中的一道重要工序,主要是通过压延设备将铝坯加工成铝箔。
下面将详细介绍铝箔的压延工序。
铝箔的压延工序主要分为以下几个步骤:浸泡-热轧-中间退火-冷轧-最后退火-油脂加涂-切割。
浸泡是指将铝坯浸泡在浸泡液中,浸泡液主要包括酸性洗涤剂和去蜡溶液。
这一步的目的是去除铝坯表面的氧化层和蜡状物质,以便后续的加工。
热轧是指将经过浸泡的铝坯通过热轧设备进行加热和压制。
在热轧过程中,铝坯会被压制成较大的板材,同时也会加热到一定的温度,以提高铝材的塑性和延展性。
中间退火是指在热轧之后对铝板进行一定时间的退火处理。
退火温度通常为400℃左右,这样可以使铝板的晶粒细化,提高其机械性能和表面质量。
冷轧是指将经过中间退火的铝板通过冷轧设备进行压制。
在冷轧过程中,铝板会被逐渐压制成较薄的薄板,同时也会提高铝箔的平整度和表面质量。
最后退火是指在冷轧之后对铝箔进行退火处理。
退火温度通常为200℃左右,这样可以进一步提高铝箔的表面质量和机械性能。
油脂加涂是指在最后退火之后,将涂油设备用于对铝箔进行喷涂处理。
喷涂的油脂主要有两个作用,一是保护铝箔表面免受氧化和腐蚀的影响,二是减少铝箔的摩擦力,以便后续的切割和包装。
切割是指将加工好的铝箔按照需要的尺寸进行切割。
切割可以采用机械切割或者人工切割的方式,以得到适合不同用途的铝箔产品。
在整个压延工序中,设备的操作和维护是非常重要的。
操作人员需要熟悉设备的工作原理和操作规程,保证操作的准确和稳定。
同时,定期的设备维护和保养也是必不可少的,以确保设备的正常运转和使用寿命。
总结起来,压延工序是铝箔生产过程中的关键环节,通过浸泡、热轧、中间退火、冷轧、最后退火、油脂加涂和切割等步骤,将铝坯加工成铝箔。
设备的操作和维护对于保证生产质量和效率至关重要。
铝箔的制作过程
铝箔是一种轻薄的铝制品,它广泛用于包装、烘焙、烤肉等领域。
那么,铝箔是如何制作的呢?
首先,制作铝箔的原料是铝。
铝是一种具有良好导电性、导热性、耐腐蚀性、轻量化的金属。
在工厂里,铝锭被放入熔炉中加热至高温,使其熔化。
接着,熔融的铝液被倒入浇铸机中,经过冷却和压制,形成了厚度约为8毫米的铝板。
然后,铝板被送入轧机进行轧制。
轧机是一种大型的机器,它不断地将铝板经过多次轧制,使其逐渐变薄。
经过多次轧制后,铝板变成了厚度只有约0.2毫米的铝箔。
最后,铝箔被卷成卷筒状,然后进行切割和包装,就可以投入市场了。
总之,铝箔的制作过程经过多个繁琐的步骤,需要高温、高压和精细的加工技术。
但是,由于其具有轻薄、耐腐蚀等优点,使其在包装、烘焙等领域得到了广泛的应用。
- 1 -。
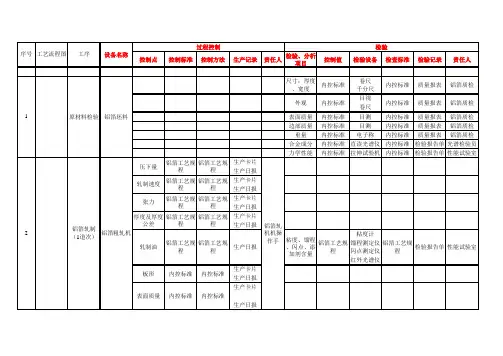
控制点控制标准控制方法生产记录责任人检验、分析项目控制值检验设备检查标准检验记录责任人卷尺千分尺目视卷尺表面质量内控标准目测内控标准质量报表铝箔质检边部质量内控标准目测内控标准质量报表铝箔质检重量内控标准电子称内控标准质量报表铝箔质检合金成分内控标准直读光谱仪内控标准检验报告单光谱检验员力学性能内控标准拉伸试验机内控标准检验报告单性能试验室生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片生产日报序号工艺流程图工序设备名称过程控制检验1原材料检验铝箔坯料尺寸:厚度、宽度内控标准内控标准质量报表铝箔质检外观内控标准内控标准质量报表铝箔质检2铝箔轧制(1道次)铝箔粗轧机压下量铝箔工艺规程铝箔工艺规程铝箔轧机机操作手轧制速度铝箔工艺规程铝箔工艺规程张力铝箔工艺规程铝箔工艺规程厚度及厚度公差铝箔工艺规程铝箔工艺规程轧制油铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程铝箔工艺规程检验报告单性能试验室板形内控标准内控标准表面质量内控标准内控标准生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片生产日报生产卡片生产日报3铝箔轧制(2道次)铝箔粗轧机压下量铝箔工艺规程铝箔工艺规程铝箔轧机机操作手厚度及厚度公差铝箔工艺规程铝箔工艺规程表面质量内控标准内控标准轧制油铝箔工艺规程铝箔工艺规程板形轧制速度铝箔工艺规程铝箔工艺规程张力铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程铝箔工艺规程检验报告单性能试验室内控标准内控标准压下量铝箔工艺规程铝箔工艺规程生产卡片生产日报生产卡片生产日报生产卡片生产日报粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报4铝箔轧制(3道次)张力铝箔工艺规程铝箔工艺规程板形轧制速度铝箔工艺规程铝箔工艺规程厚度及厚度公差铝箔工艺规程铝箔工艺规程轧制油铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程铝箔工艺规程检验报告单性能试验室内控标准内控标准铝箔轧机机操作手表面质量内控标准内控标准压下量铝箔工艺规程铝箔工艺规程轧制速度铝箔工艺规程铝箔工艺规程铝箔中轧机、铝箔精轧机生产卡片生产日报生产卡片测厚仪生产日报电子天平粘度计馏程测定仪闪点测定仪红外光谱仪生产卡片生产日报生产卡片表面质量、目测、生产日报表面润湿张力检测试剂生产卡片暗室生产日报针孔箱生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片生产日报生产卡片5铝箔轧制(成品道次)铝箔轧机机操作手张力铝箔工艺规程铝箔工艺规程厚度及厚度公差内控标准内控标准厚度及厚度公差内控标准内控标准质量报表铝箔质检轧制油铝箔工艺规程铝箔工艺规程生产日报粘度、馏程、闪点、添加剂含量铝箔工艺规程质量报表铝箔质检铝箔工艺规程检验报告单性能试验室板形内控标准内控标准针孔内控标准内控标准表面质量内控标准内控标准内控标准内控标准分卷工艺规程分卷工艺规程分卷机操作手针孔内控标准内控标准质量报表铝箔质检6成品剪切分卷机速度分卷工艺规程厚度及厚度公差内控标准内控标准厚度及厚度公差内控标准电子天平内控标准张力分卷工艺规程宽度及宽度公差内控标准卷尺内控标准质量报表边部质量内控标准内控标准边部质量铝箔质检质量报表铝箔质检宽度内控标准内控标准铝箔质检内控标准质量报表内控标准目测铝箔中轧机、铝箔精轧机生产日报生产卡片表面质量目测、生产日报表面润湿张力检测试剂生产卡片暗室生产日报针孔箱包装方式包装工序作业指导书包装工序作业指导书包装记录尺寸:宽度、卷径内控标准卷尺内控标准质量报表铝箔质检包装箱包装工序作业指导书包装工序作业指导书包装记录外观内控标准目测内控标准质量报表铝箔质检产品标识包装工序作业指导书包装工序作业指导书包装记录力学性能内控标准拉伸试验机内控标准检验报告单性能试验室实施日期修订原因批准123操作手边部质量内控标准内控标准边部质量铝箔质检内控标准内控标准质量报表内控标准质量报表铝箔质检内控标准目测针孔内控标准内控标准针孔表面质量内控标准内控标准7包装包装工作区修订日期修订人重量包装工序作业指导书审核表面质量内控标准目测内控标准包装工质量报表铝箔质检电子称产品标准内控标准内控标准质量报表铝箔质检。
第一章铝箔及其坯料的生产 (3)1.1 铝箔及其坯料的生产流程 (3)1.1.1、DC和CC的各项性能对比 (4)第二章合金的成分和状态标识 (5)2.1 坯料的成分和状态标识 (5)2.1.1合金牌号 (5)2.2 细分状态代号 (6)2.2.1. H的细分状态 (6)2.2.2 .H××状态 (6)第三章轧制油的特性及润滑机理 (6)3.1、轧制油的主要作用 (6)3.2、轧制油的要求 (7)3.3、轧制油的组成 (7)3.4、基础油的生产方式、质量指标和主要作用 (7)3.4.1生产方式 (7)3.4.2基础油的主要理化指标 (7)3.4.3基础油的主要作用 (8)3.5 添加剂的分类及作用 (8)3.5.1油性添加剂的分类及作用 (8)3.5.2辅助添加剂的类别及作用 (8)3.6 润滑机理 (8)3.7 轧制油的使用注意事项和保养 (8)3.8 双合油 (9)3.9 添加剂分子结构 (9)第四章铝箔轧制缺陷产生的原因和解决措施 (9)编后语 (16)第一章铝箔及其坯料的生产1.1 铝箔及其坯料的生产流程铝箔的生产较为复杂,我们首先从铝箔的生产流程图来了解其生产流程:由以上铝箔的基本生产流程图可见,铝箔坯料的生产有以下两种方式:1、热轧——(DC)热轧开坯2、铸轧——(CC)连续铸轧/连铸连轧目前,我司所有的毛料供应厂家中,西南铝业毛料为热轧料,其他均为铸轧料。
下面,我们对DC和CC的各项性能从以下几个方面进行对比。
1.1.1、DC和CC的各项性能对比我司目前使用的坯料主要以铸轧料为主,在生产的过程中,我们已总结了一些厂家的坯料的主要情况,比如华北铝业AA1235料偏软且各批次质量较不稳定;西北AA8011料较硬,但是气道等缺陷较多;镇江AA8A01料也较硬,各批次也不够稳定;新仁科技料偏硬同压下下速度较快……第二章合金的成分和状态标识2.1 坯料的成分和状态标识2.1.1合金牌号具体的合金组别按下列主要合金元素划分:纯铝: AA1××××Cu AA2××××Mn AA3××××Si AA4××××Mg AA5××××Mg+Si AA6××××Zn AA7××××其它元素 AA8××××备用组 AA9××××1××××组表示纯铝,其最后两数字表示最低铝百分含量中小数点后面的两位。
铝箔生产工艺简述
铝箔是一种轻薄的金属材料,常用于包装、食品烹饪和电子产品等行业。
下面简要介绍铝箔的生产工艺。
铝箔的生产主要分为原材料准备、炼铝、薄板轧制、冷轧和深加工几个步骤。
首先,原材料准备阶段,通过矿石的矿石粉碎、磁选、焙烧处理,得到高纯度的氧化铝粉末。
接下来,将氧化铝粉末与氢气通过高温反应,制成高纯度的氧化铝。
然后,将高纯度的氧化铝与煤焦炭一起放入电解槽中进行炼铝。
在电解槽中,通过电解的作用,将氧化铝还原为金属铝。
铝的炼制完成后,需要通过一系列的冶炼和轧制工艺来制备铝薄板。
首先,将金属铝坯经过加热处理,使其达到适当的温度,然后将其送入轧机进行轧制。
轧制过程中,铝坯会被连续轧制成足够薄的铝薄板。
冷轧是铝箔生产的重要一步。
通过对热轧的铝薄板进行多道次冷轧,使铝薄板得到更细薄、更均匀的厚度。
冷轧还可以改善铝薄板的表面质量,提高其平整度和光泽度。
最后,经过冷轧的铝薄板被送入深加工车间,进行切割、涂层、印刷、折弯等工艺,最终制成所需的铝箔产品。
以上是铝箔生产的主要工艺流程。
整个过程需要严格控制各个环节的温度、压力、速度等参数,以确保产品质量。
铝箔生产工艺因企业的规模和设备不同,有所差异,但总体步骤类似。
随着技术的发展,铝箔的生产工艺也在不断改进,以提高产品的质量和效率。
药品包装用铝箔生产工艺。
1 工艺流程图:
2流程步骤:
(1)按生产通知单,从原材料库中领取铝箔基材,在外包间脱去外包,进入缓冲间进行紫外线消毒。
(2)备料,调整好油墨颜色和粘度打样印刷。
(3)调整好OP剂和VC剂黏度,涂布。
(4)启动风机加热和烘道加热开关,并设定好温度,熟化。
(5)根据规格要求对分切机定刀,调整好纠偏电眼与收放料张力,裁切印刷涂布后的铝箔。
(6)裁切好的成品在内包间进行紫外线消毒,消毒12小时后,用聚乙烯固体药用袋密封。
(7)在外包间进行外包装,打包入库。